Make some changes to the world environment
The machine you bought will bring you profits, but it will also indirectly change the world environment and give waste plastics a chance to be utilized.

Make some changes to the world environment
Last year, I helped a mid-sized recycling startup in Southeast Asia spec out their first waste plastic extruder machine. They’d been quoted wildly different prices, received contradictory advice from three different suppliers, and were about two bad decisions away from blowing their entire capital budget. Sound familiar? A waste plastic extruder machine is the beating heart of any plastic recycling operation — it melts, filters, and reshapes post-consumer or post-industrial plastic waste into clean, sellable pellets. Get this machine right, and your recycling business prints money. Get it wrong, and you’re stuck with a very expensive paperweight.
This guide covers everything you need to know in 2026: how these machines actually work (not the textbook version — the real-world version), which type fits your specific waste stream, what they cost, who makes the best ones, and how to avoid the mistakes I’ve watched dozens of operators make over the past decade.
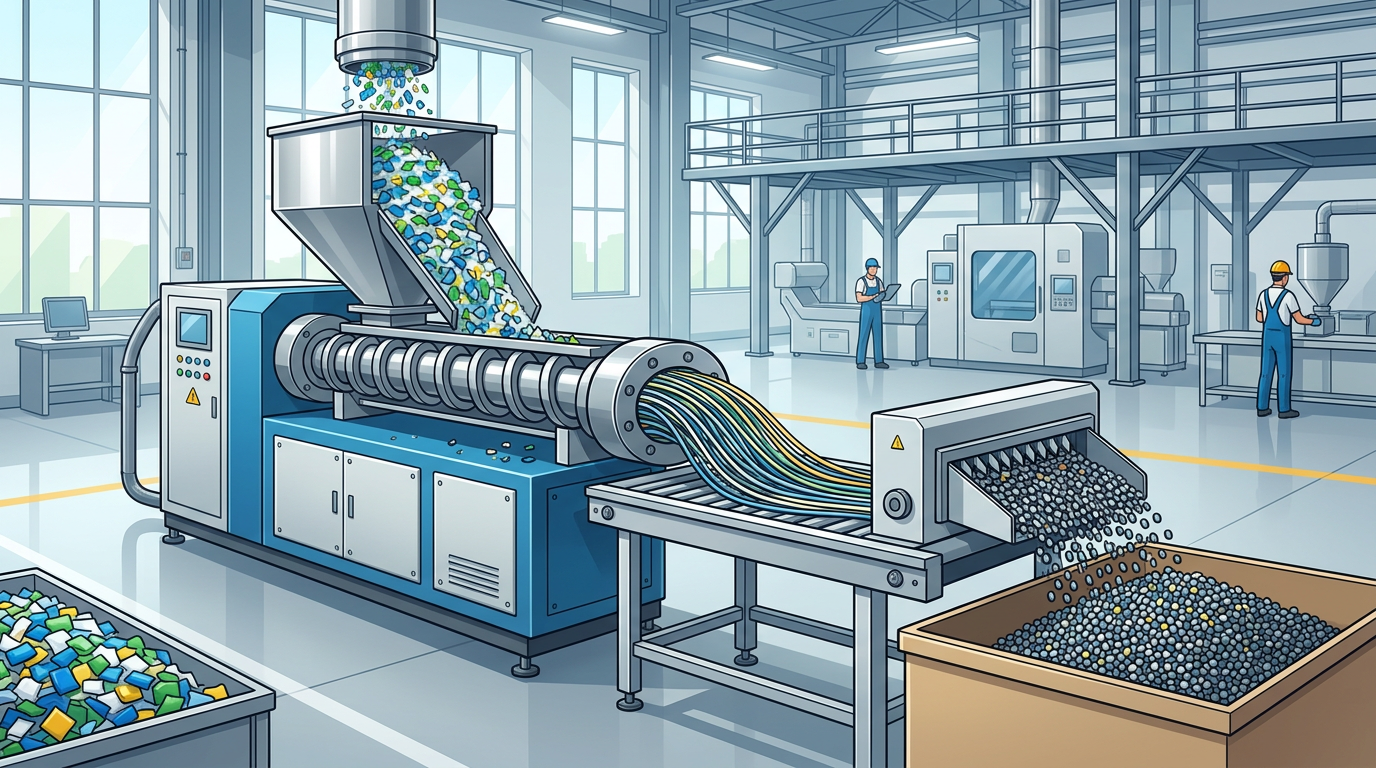
Strip away the jargon, and a waste plastic extruder machine does one thing: it takes plastic trash and turns it into something you can sell. Crushed bottles, shredded film, ground-up dashboards — feed it in one end, and uniform pellets (also called granules) come out the other. Those pellets become the raw material for new plastic products, closing the loop in what the industry calls the circular economy.
The machine itself is essentially a heated barrel with a rotating screw inside. The screw pushes plastic forward, the barrel melts it, filters pull out contaminants, and a die shapes the molten plastic into strands that get chopped into pellets. Simple concept. Deceptively complex execution.
Why does this matter right now? Because in 2026, global plastic waste generation has crossed 400 million tonnes annually, according to the OECD Global Plastics Outlook, and recycling rates still hover around 9-12%. Governments everywhere are tightening regulations, extended producer responsibility (EPR) schemes are expanding, and the price gap between virgin and recycled resin has narrowed to the point where recycling is genuinely profitable — if you have the right equipment.
The waste plastic extruder sits at the core of this opportunity. Without it, you just have clean plastic flakes. With it, you have a marketable commodity. I’ve seen operators in Vietnam buying HDPE flakes at $280/tonne and selling pellets at $750/tonne. That margin is why this machine matters.

I’ve given factory tours to probably 200+ visitors over the years, and the moment the extruder clicks for people is when they see the whole process running live. Let me walk you through it the same way I’d walk you through a running production line.
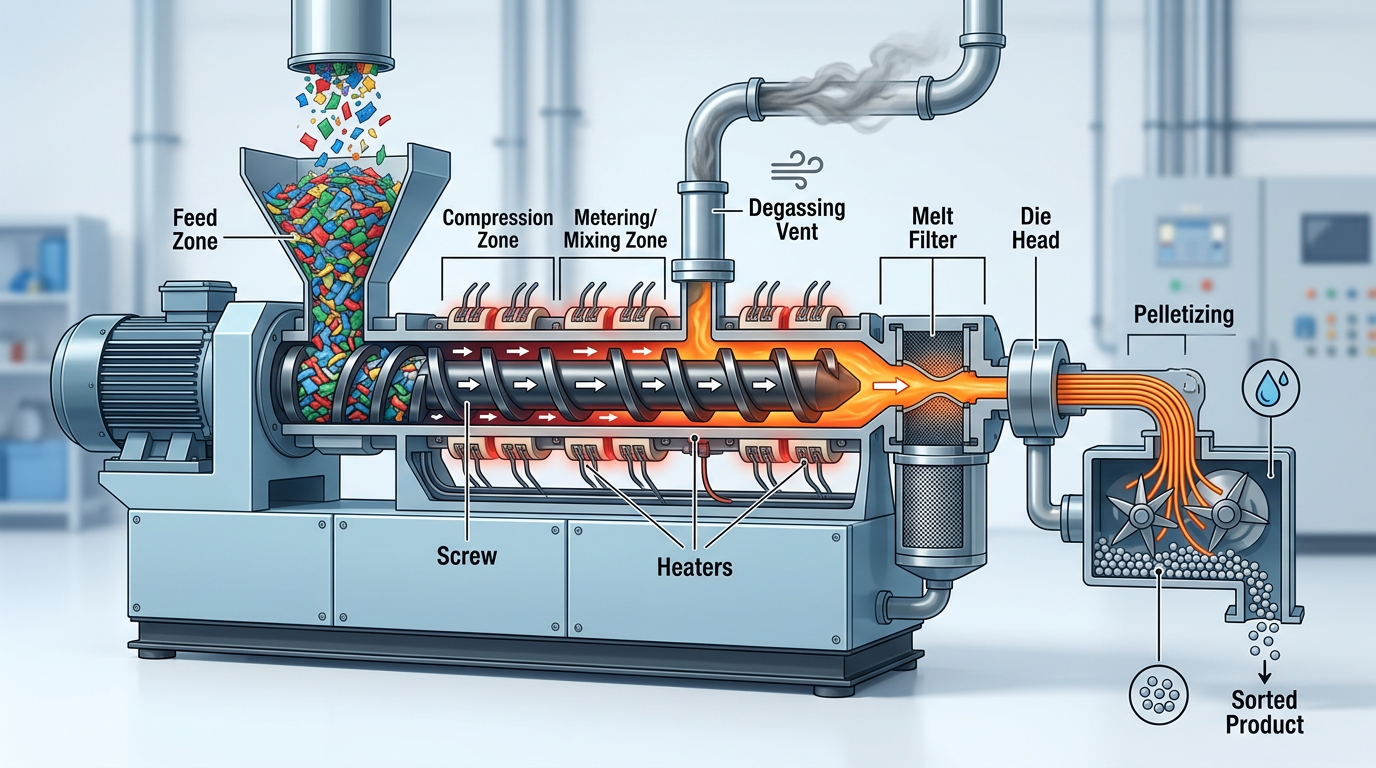
Shredded or crushed plastic waste enters through a hopper at the back of the machine. Some hoppers are gravity-fed (just dump it in), while higher-end systems use force-feeders or crammer feeders — especially important for low-bulk-density materials like plastic film. If you’ve ever tried to push a handful of plastic bag scraps into a funnel, you understand the problem. Film floats, bridges, and refuses to cooperate. A force feeder solves that.
Here’s where the magic happens. The screw rotates inside a heated barrel, and two things melt the plastic simultaneously: external heaters wrapped around the barrel, and shear heat generated by the screw’s mechanical action. Most people underestimate shear heat. On a well-designed twin-screw extruder, shear can contribute 60-70% of the total energy needed to melt the plastic. That’s free energy, essentially — and it’s why screw design matters so much more than heater wattage.
The screw has different zones — a feed zone with deep channels to grab material, a compression zone where channels get shallower to build pressure, and a metering zone that delivers a consistent, homogeneous melt to the die.
Waste plastic is dirty. Even after washing, it carries moisture, residual inks, adhesives, and volatile organic compounds. The degassing section — usually a vented zone where the barrel opens to atmosphere or connects to a vacuum pump — lets these gases escape. Skip this step or do it poorly, and you get pellets full of bubbles. I’ve seen batches rejected by buyers because the pellets looked like Swiss cheese under a microscope. Vacuum degassing at -0.06 to -0.08 MPa is the standard you should demand.
A screen changer or melt filter sits between the screw tip and the die. It catches unmelted particles, metal fragments, paper, wood — all the stuff that sneaks through even the best washing lines. Continuous screen changers are worth every penny because they let you swap filter screens without stopping production. Downtime kills profitability.
Molten plastic gets pushed through a die plate with small holes, forming spaghetti-like strands. These strands are either cooled in a water bath and chopped by a strand pelletizer, or cut at the die face by a rotating blade (die-face cutting) and cooled in water. Die-face cutting produces rounder, more uniform pellets that command higher prices. Strand cutting is cheaper and simpler to maintain.
The whole journey — from flake to pellet — takes roughly 2 to 5 minutes depending on the machine size and plastic type. A 500 kg/hr extruder running 20 hours a day produces 10 tonnes of pellets daily. That’s real output, real revenue.
Not all extruders are created equal, and picking the wrong type is the single most expensive mistake I see new recyclers make. Here’s the honest breakdown.
The workhorse. One screw, one barrel. Simple, reliable, and the cheapest option per kg of output. Single-screw machines handle clean, pre-sorted, single-polymer waste beautifully — think post-industrial PE film scrap or PP injection molding runners. Throughput ranges from 80 kg/hr for small models to 1,500+ kg/hr for large ones.
The catch? They’re terrible at mixing. If your feedstock has varying contamination levels, moisture content, or mixed polymers, a single-screw extruder will give you inconsistent pellet quality. I learned this the hard way on a project in 2019 where we tried to run mixed post-consumer PE/PP through a single-screw line. The melt was lumpy, the pellets were off-color, and the buyer dropped us after the second shipment.
Two screws, either co-rotating (same direction) or counter-rotating (opposite directions). Co-rotating twin-screws are the gold standard for waste plastic recycling in 2026. They offer superior mixing, self-cleaning capability, and excellent degassing. You can process dirtier, wetter, more contaminated feedstock and still get decent pellets out the other end.
They cost 40-80% more than equivalent single-screw machines. Worth it? If you’re processing post-consumer waste — absolutely. If you’re running clean factory scrap — probably overkill.
A niche but interesting option. The screw oscillates axially while rotating, creating intense mixing. Buss AG pioneered this design. Co-kneaders excel at processing heat-sensitive materials like PVC and heavily filled compounds. You won’t see many of these in standard PE/PP recycling, but for specialized applications, they’re hard to beat.
Rarely used in modern recycling. A hydraulic ram pushes plastic through a heated chamber. Low throughput, limited mixing, but useful for processing PTFE and other ultra-high-viscosity materials that conventional screws can’t handle. Unless you’re in a very specific niche, you can ignore these.
| Extruder Type | Best For | Throughput Range | Relative Cost | Mixing Quality |
|---|---|---|---|---|
| Single-Screw | Clean, sorted waste (PE, PP film/rigid) | 80 – 1,500 kg/hr | $ | Low-Medium |
| Co-Rotating Twin-Screw | Contaminated, mixed, post-consumer waste | 100 – 2,000 kg/hr | $$$ | Excellent |
| Counter-Rotating Twin-Screw | PVC pipes, profiles | 50 – 800 kg/hr | $$ | Good |
| Co-Kneader | PVC, heat-sensitive polymers | 100 – 1,000 kg/hr | $$$ | Excellent |
| Ram Extruder | PTFE, ultra-high viscosity | 10 – 100 kg/hr | $$ | Poor |

Here’s something most manufacturer brochures won’t tell you: the machine doesn’t care what resin code is on the plastic. What it cares about is melt temperature, viscosity, contamination level, and bulk density. Two batches of “HDPE” can behave completely differently in an extruder if one is clean bottle flakes and the other is dirty agricultural pipe scrap.
The bread and butter of plastic recycling. HDPE bottles, LDPE film, stretch wrap, agricultural mulch film. PE melts easily (120-180°C), flows well, and produces pellets with strong market demand. Film is trickier than rigid because of its low bulk density — you need a compactor or force feeder upstream of the extruder. If you’re new to recycling, start with PE. The learning curve is forgiving.
Similar to PE in processing behavior but with a slightly higher melt point (160-220°C). PP comes from food containers, automotive parts, woven bags, and bottle caps. One gotcha: PP degrades faster than PE when reprocessed, so you need tighter temperature control to preserve mechanical properties. A good PP plastic recycling machine setup makes all the difference.
Bottle-grade PET is hugely valuable — food-grade rPET pellets sell for $800-1,200/tonne in 2026. But PET is hygroscopic (absorbs moisture) and degrades rapidly if not dried to below 50 ppm moisture before extrusion. You absolutely need a crystallizer-dryer upstream. Many recyclers skip this and wonder why their pellets turn yellow and brittle. Don’t be that person. For dedicated PET lines, check out PET recycling machine configurations that include proper pre-treatment.
PS from packaging foam (EPS) and food containers processes easily but has low market value. ABS from electronics housings and automotive trim is more valuable but often comes mixed with other plastics and requires careful sorting. Both materials process at 200-240°C.
The troublemaker. PVC releases hydrochloric acid gas when overheated, which corrodes your barrel, screw, and everything downstream. You need specialized corrosion-resistant equipment (bimetallic barrels, Hastelloy screws) and precise temperature control. Most general-purpose recycling extruders can’t handle PVC safely. If PVC is your target material, look at dedicated PVC extruder machines.
No extruder works miracles on garbage-in. Your waste stream needs to be:
The better your pre-processing, the simpler (and cheaper) your extruder can be. I always tell clients: spend more on washing and sorting, less on the extruder. The economics work out better every time.

When I evaluate an extruder, I don’t start with the spec sheet. I start by opening the electrical cabinet and looking at the barrel. The spec sheet tells you what the manufacturer wants you to believe. The components tell you the truth.
This is the engine of your extruder. For recycling applications, look for:
Want the deep dive? Our guide to extruder machine parts and functions covers every component in detail.
Modern extruders have 5-9 independent heating zones along the barrel, each with its own PID controller. Ceramic band heaters are standard. Cast aluminum heaters offer better heat transfer but cost more. The real differentiator in 2026? Infrared heating zones on premium machines that cut energy consumption by 15-20% compared to traditional resistance heaters.
Cooling fans on each zone are equally important — they prevent overheating during processing of heat-sensitive materials. I’ve seen cheap machines with heating but no cooling on certain zones. That’s a red flag.
Three options, in order of sophistication:
Single-vent atmospheric degassing works for relatively dry, clean material. For post-consumer waste, you want double-vent vacuum degassing. The vacuum pump adds $3,000-8,000 to the machine cost but dramatically improves pellet quality. Non-negotiable for film recycling.
Strand pelletizers are simple and cheap ($5,000-15,000). Water-ring or underwater pelletizers ($20,000-60,000) produce superior pellets but require more maintenance. For most small-to-medium recyclers, strand pelletizing is the pragmatic choice.
The industry has caught up with Industry 4.0. Look for:
Are these features essential? No. Do they make your operation more efficient and your life easier? Significantly.
Let’s talk money. This is where I see the most confusion, so I’ll be as specific as I can.
| Capacity (kg/hr) | Machine Type | Price Range (FOB China) | Price Range (European) |
|---|---|---|---|
| 80-150 | Single-Screw | $15,000 – $35,000 | $80,000 – $150,000 |
| 200-400 | Single-Screw | $35,000 – $75,000 | $150,000 – $300,000 |
| 300-500 | Twin-Screw | $80,000 – $150,000 | $250,000 – $500,000 |
| 500-1,000 | Single or Twin | $100,000 – $250,000 | $400,000 – $800,000 |
| 1,000+ | Twin-Screw | $200,000 – $500,000 | $600,000 – $1,500,000 |
Yes, Chinese machines are significantly cheaper. Are they worse? Not necessarily. The top-tier Chinese manufacturers (JianTai included) now produce equipment that’s 85-90% as good as European equivalents at 30-40% of the price. The gap has narrowed dramatically since 2020. Where European machines still win is in ultra-precision applications, food-grade rPET production, and situations where you need 99.9% uptime.
Beyond the machine purchase price, budget for:
Here’s a real-world scenario I modeled for a client last quarter:
Setup: 300 kg/hr single-screw extruder, processing clean HDPE flakes
Investment: $65,000 (machine) + $20,000 (installation, auxiliaries) = $85,000
Operating hours: 20 hrs/day, 25 days/month = 500 hrs/month
Output: 300 kg/hr x 500 hrs = 150 tonnes/month
Input cost: HDPE flakes at $350/tonne = $52,500/month
Selling price: HDPE pellets at $750/tonne = $112,500/month
Operating costs: ~$18,000/month (electricity, labor, consumables)
Monthly profit: $112,500 – $52,500 – $18,000 = $42,000
Payback period: ~2 months
Two months. That’s not a typo. The margins in plastic recycling are genuinely that good — if you have reliable feedstock supply and a buyer for your pellets. Those two “ifs” are where most businesses struggle, not with the machine itself.
For operators exploring smaller-scale options, a plastic extruder machine for small business can get you started with lower capital requirements while you build your supply chain.
I’ve visited factories, tested machines, and dealt with the after-sales teams of most major manufacturers. Here’s my honest assessment — not a paid ranking.
JianTai — Full disclosure: this is our company. We specialize in complete recycling lines with a focus on PE/PP film and rigid plastic recycling. Our strength is the integration — we don’t just sell an extruder, we design the entire line from shredder to pelletizer. Our machines run in 40+ countries, and we maintain spare parts inventory for fast delivery. If you’re looking for mid-range pricing with reliable performance, we’re a solid choice.
Genius Machinery (Zhangjiagang) — Strong in PET bottle-to-bottle recycling lines. Good engineering, competitive pricing. Their twin-screw compounding extruders have improved significantly in recent years.
Aceretech — Known for their mother-baby extruder combinations that handle heavily printed and contaminated film waste. Innovative approach, though parts can be pricey.
For a broader look at the Chinese manufacturing landscape, our roundup of top Chinese recycling machine manufacturers covers the full spectrum.
EREMA (Austria) — The undisputed market leader in recycling extruders. Their INTAREMA series is the benchmark everyone else measures against. Incredible technology, incredible price tag ($300,000-$1,500,000+). If budget isn’t a constraint, EREMA is the safe bet.
Starlinger (Austria) — Excellent for woven PP bag recycling. Their recoSTAR line is well-regarded. Similar price bracket to EREMA.
Coperion (Germany) — Twin-screw specialists. Their ZSK series is the go-to for compounding and demanding recycling applications. Premium pricing, premium performance.
NGR (Austria) — Pioneered the shredder-extruder combination where shredding and extrusion happen in a single step. Clever concept for certain waste streams.
Polystar (Taiwan) — Competitive pricing, solid machines for film recycling. Good middle ground between Chinese and European options.
My honest advice? If you’re processing less than 500 kg/hr and your feedstock is reasonably clean, a quality Chinese machine gives you 90% of the performance at 35% of the European price. Above 500 kg/hr with contaminated post-consumer waste, the European machines start justifying their premium through better uptime and pellet consistency.
After a decade of helping people buy these machines, I’ve boiled the decision down to seven questions. Answer these honestly, and the right machine practically picks itself.
This determines everything. Clean PE film? Single-screw with force feeder. Mixed post-consumer rigid? Twin-screw with double degassing. PET bottles? Single-screw with crystallizer-dryer upstream. PVC? Specialized counter-rotating twin-screw. Start here. Always.
Don’t buy based on peak capacity — buy based on sustained operating capacity at 80%. A machine rated at 500 kg/hr will realistically produce 380-420 kg/hr in daily operation after accounting for startup, shutdowns, screen changes, and feedstock variations. Size your machine accordingly.
Selling pellets for garbage bags? Basic quality is fine. Selling to injection molders making consumer goods? You need tight tolerances on pellet size, color consistency, and mechanical properties. Higher quality requirements mean more expensive filtration, better degassing, and potentially a twin-screw system.
In 2026, energy costs are a major concern. Ask for the specific energy consumption (SEC) figure — measured in kWh per kg of output. Good machines achieve 0.25-0.35 kWh/kg. Anything above 0.45 kWh/kg is outdated technology. Over 8,000 operating hours per year, the difference between 0.30 and 0.45 kWh/kg on a 500 kg/hr machine is roughly $36,000 in electricity costs.
More automation means fewer operators and more consistent output, but higher upfront cost. For a small operation (under 200 kg/hr), manual controls with basic PLC are fine. For 500+ kg/hr industrial lines, invest in full PLC/HMI control with recipe management and data logging.
This one bites people hard. I watched a recycler in Nigeria sit idle for six weeks waiting for a replacement barrel from an obscure Italian manufacturer. Six weeks of zero revenue. Before you sign a purchase order, ask the manufacturer: What’s your spare parts lead time to my country? Do you stock screws, barrels, heater bands, and die plates? Can I source compatible parts locally if needed?
Chinese manufacturers generally win on spare parts availability and cost. A replacement screw from a European OEM might run $15,000-25,000 with an 8-week lead time. The equivalent from a top Chinese manufacturer? $4,000-7,000, shipped in 10-14 days.
Visit the factory if you can. If you can’t, at minimum request video calls showing your machine being assembled, ask for reference customers in your region, and verify that the manufacturer has actual engineers (not just salespeople) available for remote troubleshooting. A good vendor picks up the phone at 2 AM when your extruder throws a fault code mid-production.
An extruder doesn’t operate in isolation. It’s one station in a production line, and every station upstream affects what comes out the other end. I’ve seen too many operators buy a fantastic extruder and pair it with a terrible washing line, then blame the extruder for bad pellet quality. That’s like putting racing fuel in a car with bald tires.
Here’s what a complete waste plastic recycling line looks like from start to finish:
A 300-500 kg/hr recycling line typically needs 800-1,500 square meters of covered factory space. The layout should follow a logical flow from raw material intake at one end to finished pellet storage at the other, minimizing material handling distances. You’ll also need:
For a comprehensive overview of how all these components work together, the definitive guide to plastic recycling machines maps out the entire ecosystem.
People undersize their washing line. They buy a 500 kg/hr extruder and pair it with a 300 kg/hr washing system, thinking they’ll “upgrade later.” What actually happens is the washing line becomes the bottleneck, the extruder runs at 60% capacity, and your cost-per-kg skyrockets because you’re paying for machine capacity you can’t use. Always match or slightly oversize your upstream equipment relative to the extruder. The extruder should never be waiting for material.
I’ll be blunt: most extruder breakdowns I’ve investigated were preventable. The machine didn’t fail — the maintenance schedule failed. Here’s what actually matters.
Problem: Pellets have bubbles or voids
Cause is almost always moisture or insufficient degassing. Check your dryer output moisture level first. If moisture is within spec, increase vacuum pump suction or reduce throughput to give the melt more residence time in the degassing zone. I’d say 70% of the time it’s a dryer issue, not an extruder issue.
Problem: Uneven pellet size
For strand pelletizers: check that all die holes are clear (partially blocked holes produce thinner strands), verify water bath temperature is consistent, and inspect cutter blades for wear. Dull blades tear strands instead of cutting cleanly. Replace blades every 200-400 operating hours depending on material abrasiveness.
Problem: Pellets are discolored (yellowing)
You’re cooking the plastic. Reduce barrel temperatures by 5-10°C per zone, starting from the die end. If yellowing persists, check screw speed — too slow means excessive residence time. Also inspect for dead spots where material stagnates and degrades. PET is especially unforgiving here.
Problem: Motor overload / high torque alarm
Either you’re feeding too fast, the material is too cold (not pre-heated enough), or there’s a blockage in the screen changer. Reduce feed rate by 20%, check that all heating zones are functioning, and inspect the screen pack. If the problem recurs, the screw may be worn and losing conveying efficiency — time for measurement and possible replacement.
Problem: Surging output (pulsating strands)
This is a feeding issue 90% of the time. Inconsistent feedstock particle size, bridging in the hopper, or a worn feed section of the screw. Try adding a hopper agitator or switching to a crammer feeder. If the screw feed zone is worn smooth (lost its sharp flight edges), it can’t grip material consistently.
Let me share a number that changed how I think about this industry. For every tonne of plastic waste processed through an extruder into recycled pellets, you prevent approximately 1.5-2.0 tonnes of CO2 equivalent emissions compared to producing virgin resin from petroleum. That figure comes from multiple lifecycle assessments, including data published by the Plastics Europe industry association.
That means a single 500 kg/hr extruder running 6,000 hours per year diverts 3,000 tonnes of plastic from landfills and prevents roughly 4,500-6,000 tonnes of CO2 emissions annually. That’s equivalent to taking about 1,300 cars off the road. One machine.
Regulations are the single biggest demand driver for recycling equipment right now. Here’s what’s happening globally:
European Union: The EU Packaging and Packaging Waste Regulation (PPWR) now mandates minimum recycled content in plastic packaging — 30% for PET bottles by 2030, with interim targets already affecting procurement decisions in 2026. The EU plastic packaging tax of EUR 0.80/kg on non-recycled plastic packaging waste continues to push brands toward recycled content.
United States: State-level EPR laws have expanded to 12 states in 2026, with California’s SB 54 requiring 65% reduction in single-use plastic waste by 2032. These laws create guaranteed demand for recycled pellets.
India: The Extended Producer Responsibility framework under the Plastic Waste Management Rules has been tightened, requiring brand owners to collect and recycle specific percentages of the plastic packaging they produce. This has triggered a wave of recycling plant construction across the country.
China: The National Sword and subsequent Blue Sky policies drastically reduced plastic waste imports, forcing domestic recycling capacity to scale up. China’s 14th Five-Year Plan includes specific targets for plastic recycling rates, and provincial subsidies for recycling equipment purchases remain available in many regions.
Something many recyclers overlook: in several jurisdictions, plastic recycling operations can now generate verified carbon credits. At current carbon credit prices of $30-80/tonne CO2, a medium-sized recycling plant can earn an additional $100,000-300,000 annually from carbon credits alone. Green financing programs from development banks (IFC, ADB, EBRD) also offer below-market interest rates for recycling equipment purchases. If you’re not exploring these options, you’re leaving money on the table.
I attend Chinaplas and K Show religiously, and the pace of innovation in recycling extrusion has accelerated dramatically. Here’s what’s actually making a difference in 2026 — not vaporware, but technology you can buy and install today.
Online melt sensors combined with machine learning algorithms can now predict pellet quality in real-time and automatically adjust screw speed, temperature, and feed rate to maintain target specifications. EREMA’s PredictOn system and several Chinese manufacturers’ proprietary systems have brought this from lab curiosity to production reality. The practical benefit? Fewer off-spec batches and less operator dependency. I tested one of these systems last year, and it reduced off-spec production from about 4% to under 0.8%.
The latest generation of laser-drilled screen filters from companies like Ettlinger and Nordson can handle contamination levels up to 5% without manual intervention. The filter backflushes automatically, and the contaminated melt fraction is diverted rather than stopping production. For recyclers processing dirty post-consumer waste, this technology alone can increase effective uptime by 15-20%.
Heat recovery from extruder cooling systems is becoming standard on premium lines. The waste heat from barrel cooling and pellet water cooling is captured and used to pre-heat wash water or dry incoming feedstock. One installation I visited in Germany recovered enough heat to eliminate their thermal dryer entirely — saving about EUR 45,000 per year in natural gas costs.
This is the frontier. Some extruder manufacturers are now offering hybrid systems where mechanical recycling (extrusion) handles the clean fraction and a pyrolysis or depolymerization unit handles the contaminated fraction that would otherwise go to landfill. It’s still expensive and complex, but the UNEP’s plastic pollution initiatives are driving research funding, and I expect commercially viable integrated systems within 2-3 years.
Modern extruder lines now integrate with MES (Manufacturing Execution Systems) and ERP software. Every pellet produced is traceable — you can tell a customer exactly which batch of raw material went into their pellets, what processing parameters were used, and what quality tests were performed. This traceability is increasingly required by European brand owners sourcing recycled content for packaging applications.
OPC-UA communication protocols are becoming the standard interface, allowing different machines from different manufacturers to share data on a unified dashboard. If you’re building a new plant in 2026, insist on OPC-UA compatibility. You’ll thank yourself in three years when you want to integrate a new machine into your existing system.
With proper maintenance, the machine frame, gearbox, and motor last 20-30 years. The screw and barrel — the wear components — typically need replacement every 8,000-15,000 operating hours (roughly 1-2 years of heavy use). Think of it like a car: the engine block lasts decades, but you replace brake pads and tires regularly. Budget $5,000-15,000 for a screw/barrel set depending on machine size.
Ranges from 50 kg/hr for small lab-scale machines to over 2,000 kg/hr for large industrial twin-screw extruders. The most common range for small-to-medium recycling businesses is 200-500 kg/hr. Remember: rated capacity is measured under ideal conditions with clean, dry, consistent feedstock. Real-world output is typically 75-85% of rated capacity.
Specific energy consumption ranges from 0.25-0.45 kWh per kg of output. A 500 kg/hr machine draws approximately 150-200 kW during operation. At an electricity rate of $0.10/kWh, that’s roughly $15-20/hour or $0.03-0.04 per kg of pellets produced. Energy-efficient models with optimized screw design and insulated barrels sit at the lower end of this range.
Technically yes, practically it depends. PE and PP can be co-extruded with acceptable results because they have similar melt temperatures and are partially compatible. Mixing PET with PE? Disaster — they’re immiscible and you’ll get weak, brittle pellets nobody wants to buy. PVC mixed with anything else is dangerous (releases toxic gas). The general rule: sort first, extrude second. Compatibilizers can help with some mixed streams, but they add cost and complexity.
A competent operator can be trained in 2-4 weeks on a specific machine. They need to understand basic polymer behavior, temperature control, screw speed adjustment, screen changing procedures, and safety protocols. Most manufacturers include 3-7 days of on-site training with machine purchase. My recommendation: send your operators to the manufacturer’s factory for training before the machine ships. They’ll learn faster in a controlled environment.
Refurbished European machines (used EREMA, Starlinger) can offer excellent value — typically 40-60% of new price for a machine with 5-10 years of remaining life. The risk is hidden wear and outdated controls. Always have a third-party inspector examine a used machine before purchase. For Chinese machines, the price difference between new and used is small enough that buying new almost always makes more sense, especially with the warranty.
Here’s what it comes down to. The waste plastic extruder machine you choose will determine your pellet quality, your production costs, your uptime, and ultimately whether your recycling business thrives or struggles. I’ve watched operators succeed spectacularly with modest equipment because they matched the machine to their feedstock and maintained it religiously. I’ve also watched operators with $500,000 European lines fail because they skipped the fundamentals.
Three things to do right now:
If you’re ready to move forward, JianTai’s engineering team can help you spec the right extruder for your specific waste stream and production goals. We offer free feedstock testing, detailed line proposals with layout drawings, and video factory tours if you can’t visit in person. Reach out for a no-obligation consultation — the worst that happens is you get better informed before making your decision.


