Nehmen Sie einige Änderungen an der Weltumgebung vor
Die von Ihnen gekaufte Maschine bringt Ihnen nicht nur Gewinne, sondern verändert auch indirekt die Umwelt und gibt Kunststoffabfällen eine Chance, verwertet zu werden.

Nehmen Sie einige Änderungen an der Weltumgebung vor

Letztes Jahr verbrachte ich drei Tage mit der Fehlersuche in einem Recyclingextruder, der ständig Pellets mit winzigen Bläschen im Inneren produzierte. Der Kunde hatte die Schnecke ersetzt, die Düse ausgetauscht und sogar den Harzlieferanten gewechselt. Wie sich herausstellte, lag das Problem an einer gerissenen Unterbrecherplatte, die seit zwei Jahren nicht mehr überprüft worden war. Jedes einzelne Teil einer Kunststoffextruder-Maschine hat eine Aufgabe, und wenn eines davon unbemerkt ausfällt, zieht das die gesamte Anlage in Mitleidenschaft. In diesem Leitfaden werden die einzelnen Komponenten einer Kunststoffextruder-Maschine aufgeschlüsselt, ihre genaue Funktion erläutert und gezeigt, wie alle Teile zusammenarbeiten, um in 2026 Produktionsumgebungen eine gleichbleibend hohe Qualität zu produzieren.
Eine Kunststoffextruder-Maschine ist im Grunde genommen ein riesiger beheizter Fleischwolf für Polymere. An einem Ende wird fester Kunststoff eingefüllt - Granulat, Flocken, Mahlgut, wie auch immer Ihr Ausgangsmaterial aussieht - und am anderen Ende kommt ein kontinuierlicher, geschmolzener Strom heraus, der zu Rohren, Platten, Folien, Profilen oder Granulat geformt wird, das für die Weiterverarbeitung bereit ist.
Das Grundprinzip hat sich seit Jahrzehnten nicht verändert: Eine rotierende Schnecke drückt das Material durch einen beheizten Zylinder, schmilzt es durch eine Kombination aus Reibung und externer Wärme und drückt die homogene Schmelze durch eine Düse, die ihr die Form gibt. Ein einfaches Konzept. Aber der Teufel steckt in den Details der einzelnen Komponenten.
Warum sollten Sie sich um einzelne Teile kümmern? Weil ich beobachtet habe, wie Betreiber verlieren $15.000+ an Schrottmaterial in einer einzigen Woche weil sie nicht verstanden, wie sich eine verschlissene Dosierzone auf ihren Schmelzdruck auswirkte. Im Jahr 2026, in dem recycelte Harzrohstoffe eher die Norm als die Ausnahme sind, ist das Verständnis der Anatomie Ihres Extruders keine Option - es ist der Unterschied zwischen einer rentablen Produktion und teuren Kopfschmerzen.
Moderne Extruder, die in Kunststoff-Recyclingverfahren stehen vor höheren Anforderungen als je zuvor. Verunreinigtes Ausgangsmaterial, gemischte Polymerchargen und strengere Qualitätsanforderungen für Recyclinggranulat belasten jede Komponente stärker. Gehen wir also die einzelnen Teile durch und beginnen dort, wo das Material in die Maschine gelangt.
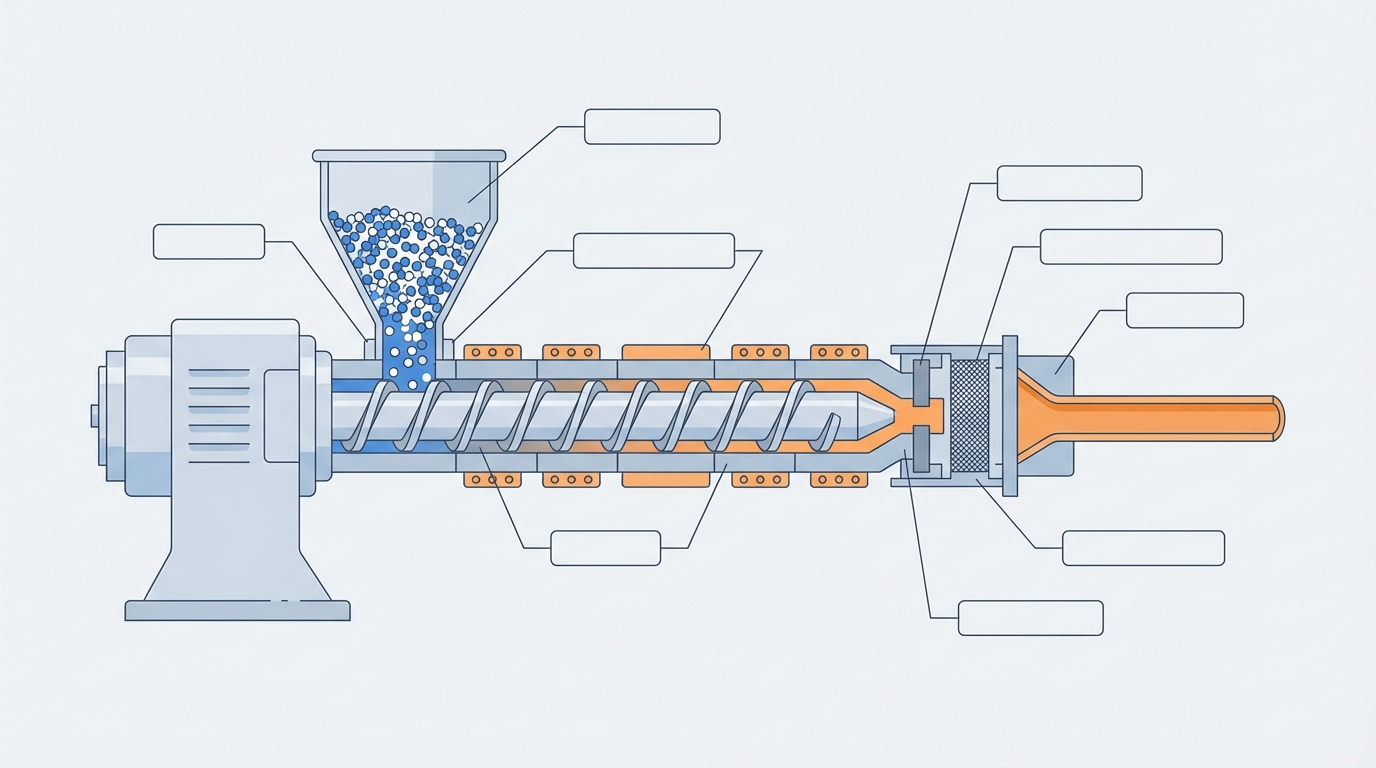
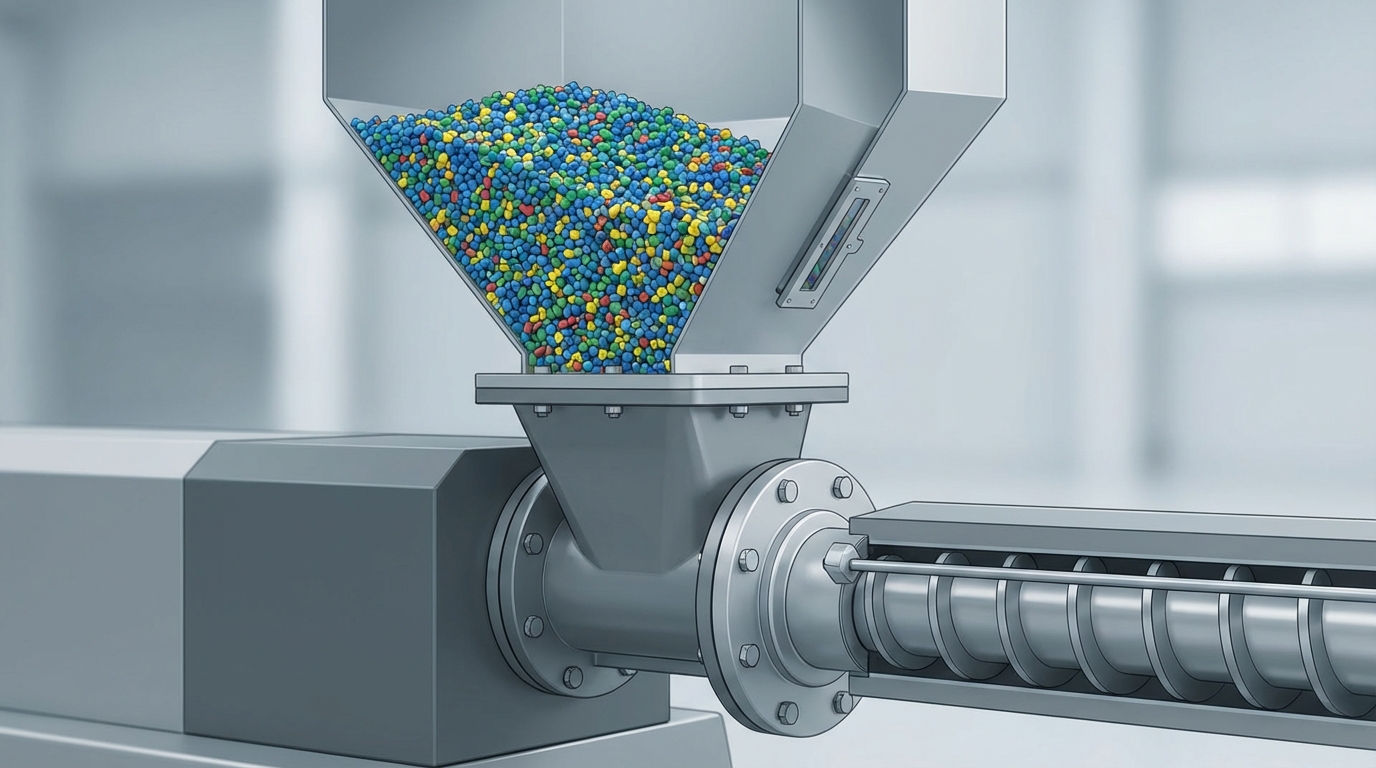
Der Trichter befindet sich oben auf dem Extruderzylinder, direkt am Einfüllstutzen. Das ist der trichterförmige Behälter, in den Sie Ihr Rohmaterial einfüllen - unbehandelte Pellets, recycelte Flocken, Mahlgut oder was auch immer Sie verarbeiten wollen. Klingt ganz einfach, oder? Nur ein Metalltrichter.
So einfach ist das nicht.
Die Aufgabe des Trichters ist es, eine konsistenter, ununterbrochener Fluss des Materials in die Einzugszone der Schnecke. In dem Moment, in dem der Materialfluss inkonsistent wird - Überbrückung, Katholenbildung oder Schwall - geht der Ausstoß seitwärts. Ich habe schon erlebt, dass Bediener der Schnecke, der Düse und sogar dem Harzlieferanten die Schuld gaben, obwohl der eigentliche Schuldige ein schlecht konstruierter Trichter war, der das Material über die Einfüllöffnung laufen ließ.
Es gibt zwei primäre Trichterbeschickungskonzepte:
Ein Detail, das die meisten Menschen übersehen, ist der Einfüllstutzen selbst. Es ist der Übergang zwischen dem Trichter und dem Lauf, und er ist fast immer wassergekühlt. Warum? Wenn die Wärme vom Lauf in den Einfüllstutzen zurückwandert, werden die Pellets weich und kleben zusammen, bevor die Schnecke sie erfassen kann. Dadurch entsteht ein Pfropfen. Die Produktion steht still. Alle geraten in Panik.
Lassen Sie das Kühlwasser fließen. Prüfen Sie die Temperatur regelmäßig. Das ist eine $0-Reparatur, die ein $5.000-Problem verhindert.
Der Trichter selbst ist nur ein Behälter. Was ihn in einer Produktionsumgebung wirklich nützlich macht, ist das daran angeschraubte Zubehör. Wenn Sie dieses Zubehör weglassen, riskieren Sie Probleme mit Verunreinigungen, Feuchtigkeitsschäden und überflüssige manuelle Arbeit.
Magnetische Fallen sind die billigste Versicherungspolice in der Extrusion. Ein magnetisches Gitter oder ein Schubladenmagnet sitzt im Trichter und fängt eisenhaltige Metallverunreinigungen auf - Drahtstücke, Schrauben, Heftklammern, was auch immer in Ihr recyceltes Ausgangsmaterial gemischt wurde. Ein kleines Metallstück, das auf die Schneckengänge trifft, kann den Zylinder zerkratzen, die Schnecke beschädigen oder ein Siebpaket durchschlagen. Ich habe schon alles von Dachdeckernägeln bis hin zu Büroklammern aus Trichtermagneten an Recyclinglinien herausgezogen. Der Magnet kostet vielleicht $200. Die Reparatur der Schnecke kostet $8.000.
Vakuumlader den Beschickungsprozess automatisieren. Anstatt dass ein Bediener alle 20 Minuten manuell Säcke mit Harz in den Trichter kippt, zieht ein Vakuumförderer bei Bedarf Material aus einem Lagersilo oder einem Gaylord direkt in den Trichter. Das ist kein Luxus, sondern ein Multiplikator für den Durchsatz. Außerdem bleibt der Trichterdeckel geschlossen, was die Staubverschmutzung und Feuchtigkeitsaufnahme reduziert.
Trichtertrockner sind entscheidend für hygroskopische Materialien wie PET, Nylon und Polycarbonat. Diese Harze nehmen Luftfeuchtigkeit auf, und wenn sie nass extrudiert werden, kommt es zu Spreizungen, Blasenbildung und einer Verschlechterung der mechanischen Eigenschaften. Ein Trockenmittel-Trichtertrockner zirkuliert 2-6 Stunden lang (je nach Harz) heiße, trockene Luft durch das Material, bevor es in die Schnecke gelangt. Speziell für das PET-Recycling ist die Trocknung auf unter 50 ppm Feuchtigkeitsgehalt ist nicht verhandelbar - alles, was darüber liegt, führt zu einem Viskositätsabfall und einer Trübung der Pellets.
Selbst bei Polyolefinen wie PE und PP, die technisch gesehen nicht hygroskopisch sind, kann die Oberflächenfeuchtigkeit von Waschstraßen Probleme verursachen. Ein Heißlufttrockner oder sogar ein einfacher beheizter Trichter kann einen spürbaren Unterschied in der Granulatqualität ausmachen, wenn Sie gewaschene recycelte Folienflocken.

Wenn der Extruder eine Seele hat, dann ist es die Schnecke. Dieses einzelne rotierende Bauteil erfüllt drei Aufgaben gleichzeitig: Es fördert das feste Material nach vorne, schmilzt es durch Scherung und Wärmeleitung auf und dosiert das geschmolzene Polymer mit gleichmäßiger Geschwindigkeit zur Düse. Wenn die Schnecke falsch konstruiert ist, kann nichts Nachgeschaltetes das Problem beheben.
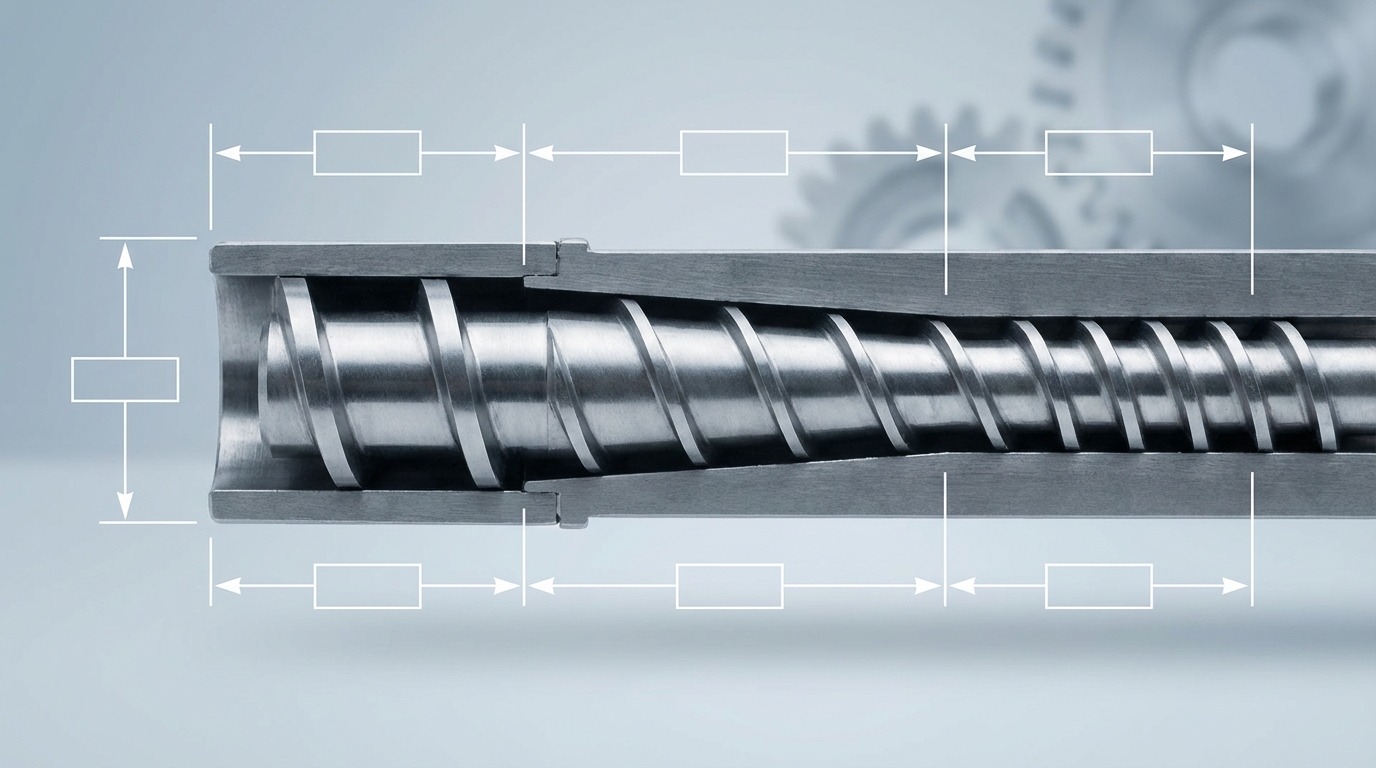
Eine Standardeinzelschnecke hat drei verschiedene Zonen, die jeweils eine bestimmte Funktion haben:
Dies ist der Bereich direkt unter dem Trichter. Die Gangtiefe (der Kanal zwischen der Schneckenwurzel und der Fasswand) ist hier am tiefsten. Warum ist das so? Weil feste Pellets eine geringe Schüttdichte haben - sie brauchen Platz. Die Aufgabe der Einzugszone ist es, festes Material zu erfassen und nach vorne zu drücken. Der Kanal ist tief, die Kompression ist minimal, und das Material ist noch weitgehend fest.
Ein häufiger Anfängerfehler ist die Annahme, dass ein längerer Einzugsbereich mehr Leistung bedeutet. Das ist nicht unbedingt der Fall. Eine zu lange Einzugszone bei einem Recyclingextruder, der vorgeschmolzene Flocken verarbeitet, kann die Effizienz sogar verringern, da das Material nicht so viel Förderstrecke benötigt.
Hier passiert der Clou. Die Flugtiefe nimmt allmählich ab, wodurch das Material komprimiert wird. Diese Kompression bewirkt zweierlei: Sie drückt die eingeschlossene Luft heraus (die sonst Blasen in Ihrem Produkt verursachen würde) und erhöht die Schererwärmung. In diesem Bereich geht das Polymer vom festen Zustand in die Schmelze über. Die Website Verdichtungsverhältnis-das Verhältnis der Kanaltiefe in der Einzugszone zur Kanaltiefe in der Dosierzone- liegt in der Regel zwischen 2:1 und 4:1, je nach Polymer.
Für das Recycling von LDPE-Folien sehe ich in der Regel ein Verdichtungsverhältnis von 3:1 bis 3,5:1. Für starres HDPE oder PP ist ein Verhältnis von 2,5:1 besser geeignet. Wenn man das falsch macht, verhungert entweder die Dosierzone oder man erzeugt so viel Scherung, dass das Polymer abgebaut wird.
Der flachste Abschnitt. Zu diesem Zeitpunkt sollte das Material vollständig geschmolzen sein. Die Aufgabe der Dosierzone besteht darin, eine homogene Schmelze mit gleichmäßigem Druck und gleichmäßiger Temperatur in die Düse zu leiten. Die Eintauchtiefe ist hier konstant, und verbleibende ungeschmolzene Partikel (als “Unschmelze” oder “Gele” bezeichnet) sind ein Zeichen dafür, dass stromaufwärts etwas schief gelaufen ist - entweder ist das Verdichtungsverhältnis falsch, die Zylindertemperaturen sind zu niedrig, oder die Schneckendrehzahl ist zu hoch, damit das Material vollständig aufgeschmolzen werden kann.
Zwei kritische Schraubenparameter, die Sie verstehen müssen:
Einige spezialisierte Schnecken fügen Mischelemente hinzu - Barriereschnecken, Maddock-Mischer oder Stiftmischabschnitte - um die Homogenität der Schmelze zu verbessern. Diese sind besonders wertvoll bei der Verarbeitung von recycelter Kunststoff zu Pellets verarbeitet, Die Konsistenz des Ausgangsmaterials ist nie so gut wie die von neuem Harz.
Dies ist wahrscheinlich die Frage, die mir auf Messen am häufigsten gestellt wird: “Soll ich eine Einschnecken- oder eine Doppelschnecke verwenden?”
Meine ehrliche Antwort? Das hängt ganz davon ab, was man vorhat. Und die meisten Leute, die diese Frage stellen, wären mit einer einzigen Schnecke völlig zufrieden.
| Merkmal | Einschneckenextruder | Zweischneckenextruder |
|---|---|---|
| Fähigkeit zum Mischen | Mäßig (hängt von der Schneckenausführung ab) | Ausgezeichnet (ineinandergreifende Maßnahmen) |
| Selbstreinigend | Nein | Ja (mitrotierende Ausführungen) |
| Flexibilität des Materials | Am besten für konsistentes Ausgangsmaterial | Handhabung von variablem/verunreinigtem Futter |
| Kapitalkosten | Niedriger (30-50% weniger) | Höher |
| Komplexität der Wartung | Einfacher | Komplexer (zwei Schrauben, engere Toleranzen) |
| Typische Anwendungen | Extrusion von Folien, Rohren, Profilen und Platten | Compoundierung, gefüllte Materialien, reaktive Extrusion |
| Durchsatzbereich | 50-2.000+ kg/Std. | 20-5.000+ kg/Std. |
Einschneckenextruder sind die Arbeitspferde der Kunststoffindustrie. Sie sind einfacher, billiger und für einfache Schmelz- und Formgebungsvorgänge vollkommen ausreichend. Wenn Sie eine Standard-Extrusionsanlage für die Herstellung von Rohren, Folien oder Profilen aus relativ sauberem Ausgangsmaterial ist eine Einschnecke die beste Wahl.
Doppelschneckenextruder glänzen, wenn das Mischen entscheidend ist. Das Mischen von Farbkonzentraten, das Einmischen von Additiven in ein Basisharz, die Verarbeitung von stark gefüllten Materialien (wie 40% glasfaserverstärktes Nylon) oder die Handhabung reaktiver Extrusion - all dies ist ein Gebiet für Doppelschnecken. Die ineinandergreifende Schneckenkonstruktion sorgt für eine positive Verdrängung und eine selbstabstreifende Wirkung, was eine bessere Durchmischung und weniger Materialabbau bedeutet.
Hier ist die Nuance, die die meisten Ratgeber übersehen: Bei Recyclinganwendungen ist die Wahl nicht immer eindeutig. Ein Einschneckenextruder mit einem guten Mischteil ist für die meisten PE- und PP-Recyclinganwendungen bestens geeignet. Wenn Sie jedoch mit Mischpolymer-Abfallströmen oder starken Verunreinigungen zu tun haben oder recyceltes Harz mit Neuware und Additiven mischen müssen, bietet Ihnen ein gleichlaufender Doppelschneckenextruder die nötige Prozessflexibilität.
Und noch etwas: Doppelschneckenextruder gibt es auch in gleichlaufender und gegenläufiger Ausführung. Gleichlaufende Extruder werden überwiegend für die Compoundierung eingesetzt. Gegenläufige Extruder werden eher für die Extrusion von PVC-Profilen verwendet, wo eine sanftere Scherung erforderlich ist, um eine thermische Zersetzung zu vermeiden. Verwechseln Sie sie nicht.
Der Zylinder ist das zylindrische Gehäuse, das die Schraube umgibt. Stellen Sie sich das Gehäuse als den Ofen vor, in dem die Schnecke arbeitet. Aber anders als ein Küchenherd führt der Zylinder nicht nur Wärme zu, sondern muss sie in bestimmten Bereichen auch wieder abgeben. Die Temperaturregelung entlang des Zylinders ist ein Balanceakt zwischen externer Erwärmung, von der Schnecke erzeugter Reibungs- (Scher-) Wärme und aktiver Kühlung.
Ein typisches Fass ist unterteilt in 3-7 unabhängige Heizzonen, jede mit ihrem eigenen Temperatursollwert. Die Einzugszone ist am kühlsten (manchmal kaum über der Umgebungstemperatur, wenn das Material leicht zu fördern ist). Die Temperaturen steigen in der Verdichtungszone an und erreichen irgendwo in der Dosierzone oder am Düsenadapter ihren Höhepunkt.
Ein typisches Temperaturprofil für recyceltes HDPE könnte zum Beispiel so aussehen:
Aber das ist es, was die Leute verwirrt: Das sind Sollwerte, und nicht die tatsächlichen Schmelzetemperaturen. Die tatsächliche Schmelzetemperatur ist in der Regel 10-30 °C höher als der Sollwert des Zylinders, da die Schnecke die Scherung erwärmt. Aus diesem Grund benötigen Sie ein Schmelzethermoelement am Ende der Düse. Sich allein auf die Zylinderzonentemperaturen zu verlassen, ist so, als würde man die Qualität des Steaks anhand des Ofenthermometers beurteilen, anstatt eine Fleischsonde zu verwenden.
Heizmethoden im Jahr 2026 sind unter anderem Fässer geplant:
Kühlung ist ebenso wichtig. Wenn die Schererwärmung eine Zone über ihren Sollwert treibt, schalten sich die Luftkühlgebläse (oder seltener die wassergekühlten Ummantelungen) ein. Ohne ausreichende Kühlung geht die Temperaturkontrolle verloren, und die Schmelze wird unbrauchbar. Ich habe schon erlebt, dass Betreiber die Kühlgebläse abschalteten, um “Energie zu sparen”, und sich dann wunderten, warum ihr Produkt gelb wurde. Tun Sie das nicht.
Diesem Thema wird nicht genügend Aufmerksamkeit geschenkt, bis etwas Teures schief geht.
Die Innenfläche des Laufs wird stark beansprucht. Abrasive Füllstoffe, Glasfasern, mit Mineralien gefüllte Verbindungen und sogar recycelte Harze, die Spuren von Verunreinigungen enthalten, nutzen die Zylinderbohrung mit der Zeit ab. Wenn das Spiel zwischen den Schneckenflügeln und der Zylinderwand größer wird als etwa 0,1-0,15 mm pro Seite (je nach Schneckendurchmesser) verlieren Sie an Leistung, Schmelzqualität und Energieeffizienz.
Im Jahr 2026 wird die Abnutzung von Behältern durch die zunehmende Verarbeitung von Recyclingmaterial, das häufig Sand, Papierfasern, Metallspuren und andere Schleifmittel enthält, ein größeres Problem als je zuvor.
Die wichtigsten Auskleidungstechnologien für Fässer:
Ein praktischer Tipp aus der Praxis: Wenn Sie eine Recyclinganlage betreiben, die gewaschene Post-Consumer-Flocken verarbeitet, sollten Sie vom ersten Tag an in Bimetallzylinder investieren. Ich habe schon erlebt, dass Betreiber versucht haben, mit nitrierten Zylindern an Recyclingextrudern Geld zu sparen, und diese dann innerhalb von 12-18 Monaten austauschen mussten. Der Bimetallzylinder kostet vielleicht 40% mehr, hält aber unter den gleichen Bedingungen 3-4 Jahre. Die Rechnung ist nicht einmal annähernd aufgegangen.
Ebenfalls erwähnenswert: Der Verschleiß der Trommel ist nicht gleichmäßig. In der Kompressionszone und im Bereich des Siebwechslers ist der Verschleiß am größten, weil dort Druck und Abrieb am höchsten sind. Einige Hersteller bieten jetzt Trommeln mit unterschiedlichen Auskleidungslegierungen in verschiedenen Zonen an - härtere Legierungen, wo der Verschleiß am größten ist, Standardlegierungen, wo er geringer ist. Intelligente Technik.
Zwischen dem Ende der Schnecke und der Düse befindet sich ein Bauteil, das die meisten Menschen unterschätzen: die Brecherplatte. Dabei handelt es sich um eine dicke Metallscheibe mit Dutzenden von Löchern, die einen Stapel von Drahtsieben (das Siebpaket) gegen den Schmelzestrom hält.
Die Brecherplatte und das Siebpaket erfüllen drei wichtige Funktionen:
Filtrierung. Das Siebpaket fängt ungeschmolzene Partikel, abgebaute Polymerbrocken und fremde Verunreinigungen auf, bevor sie die Düse erreichen. Beim Recycling ist dies absolut unerlässlich. Selbst gut gewaschener Post-Consumer-Kunststoff enthält Restverunreinigungen - Papierfasern, Holzpartikel, Reste von Etikettenkleber, winzige Metallfragmente, die den Trichtermagneten passiert haben. Ohne Siebfiltration landen diese Verunreinigungen in Ihrem Produkt.
Erzeugung von Gegendruck. Die durch die Siebe und die Brecherplatte verursachte Verengung zwingt die Schmelze, sich mehr anzustrengen, um sie zu passieren, wodurch sich der Druck in der Dosierzone erhöht. Dieser Gegendruck ist entscheidend für das vollständige Aufschmelzen und die Homogenität der Schmelze. Zu wenig Gegendruck (zu grobe oder zu wenige Siebe) bedeutet, dass ungeschmolzene Partikel durchkommen. Zu viel Gegendruck (zu feine Siebe oder zu viele Schichten) bedeutet übermäßigen Druck, verringerten Durchsatz und mögliche Überhitzung.
Flussumwandlung. Die von der Schnecke erzeugte Rotationsbewegung wird in eine lineare, axiale Strömung umgewandelt, wenn die Schmelze durch die Öffnungen der Lochplatte fließt. Andernfalls würde die Schmelze mit einer spiralförmigen Bewegung in die Düse eintreten, was zu sichtbaren Drallspuren im Produkt führen würde.
Ein typisches Siebpaket für das Recycling könnte eine Kombination wie folgt verwenden: 20 Mesh / 60 Mesh / 100 Mesh / 60 Mesh / 20 Mesh (Grob-zu-Fein-zu-Grob-Sandwich). Die groben Außensiebe dienen als strukturelle Unterstützung für die feinen Innensiebe.
Bei der kontinuierlichen Produktion können Sie mit hydraulischen Siebwechslern verschmutzte gegen saubere Siebe austauschen, ohne den Extruder anzuhalten. Es gibt Typen mit Schiebeplatten, Rotationstypen und Typen mit Endlosband. In einer stark frequentierten Recyclinganlage mit verunreinigtem Ausgangsmaterial ist ein kontinuierlicher Siebwechsler kein Luxus, sondern eine Notwendigkeit. Bei einer stark verunreinigten Anlage kann ein manueller Siebwechsel alle 2 bis 4 Stunden erforderlich sein, was bedeutet, dass die Anlage abgeschaltet, gereinigt, der Kopf geöffnet, die Siebe ausgetauscht und wieder gestartet werden müssen. Mit einem kontinuierlichen Siebwechsler entfallen all diese Ausfallzeiten.
In der Matrize laufen alle Fäden zusammen - buchstäblich. Die gesamte Arbeit des Trichters, der Schnecke, des Zylinders und des Siebpakets kulminiert hier. Die Düse formt das geschmolzene Polymer in seine endgültige Querschnittsgeometrie, wenn es den Extruder verlässt.
Stellen Sie sich die Düse als eine präzisionsgefertigte Düse vor. Die internen Fließkanäle leiten die Schmelze aus einem runden Zylinderausgang in die von Ihnen gewünschte Form: eine flache Platte, ein rundes Rohr, eine dünne Folie oder ein komplexes Fensterprofil. Die Düse formt nicht nur den Kunststoff - sie bestimmt auch die Maßhaltigkeit, Oberflächengüte und Gleichmäßigkeit Ihres Produkts.
Wichtige Grundsätze für die Konstruktion von Werkzeugen:
Gleichmäßige Strömungsverteilung. Die Schmelze muss die Düse über den gesamten Querschnitt mit der gleichen Geschwindigkeit verlassen. Fließt sie in der Mitte schneller als an den Rändern (oder umgekehrt), kommt es zu Dickenschwankungen. Düsenkonstrukteure verwenden Kleiderbügelverteiler, Durchflussbegrenzer und Drosselstangen, um den Durchfluss auszugleichen. Dies ist teils Wissenschaft, teils Kunst - und erfahrene Formenkonstrukteure sind ihr Gewicht in Gold wert.
Angemessene Landlänge. Der “Steg” ist der letzte parallele Abschnitt des Formkanals vor dem Austritt der Schmelze. Er stabilisiert den Fluss und ermöglicht es der Schmelze, sich von den Spannungen zu “entspannen”, die beim Quetschen durch die Düse entstehen. Ein zu kurzer Steg führt zu einem instabilen Ausstoß. Ein zu langer Steg erhöht den Druckabfall und kann eine übermäßige Schererwärmung verursachen. Typische Steglängen sind 10-20-fache des Würfelspalts.
Temperaturkontrolle. Die meisten Matrizen haben ihre eigenen Heizzonen - Heizpatronen oder Heizbänder, die den Matrizenkörper auf einer einheitlichen Temperatur halten. Kalte Stellen in der Matrize verursachen Fließverzögerungen und sichtbare Linien im Produkt. Heiße Stellen führen zu örtlicher Ausdünnung.
Die schwellen an. Wenn die Schmelze die Düse verlässt, dehnt sie sich aus, weil die beim Fließen durch die Düse gespeicherten elastischen Spannungen freigesetzt werden. Diese “Düsenquellung” kann die Abmessungen des Extrudats erhöhen um 10-30% über die Größe der Düsenöffnung hinaus. Die Düsenkonstrukteure berücksichtigen dies, aber es wird auch von der Schmelzetemperatur, der Extrusionsgeschwindigkeit und dem Polymertyp beeinflusst. Dies ist eine der Variablen, die Extrusionsingenieure in Atem hält.
Das Verständnis der Funktionsweise des Würfels ist für jeden, der sich mit das Verfahren der Kunststoffextrusion, Denn Werkzeuganpassungen sind oft das Erste, wonach die Bediener greifen, wenn die Produktabmessungen abweichen - auch wenn die Ursache dafür eigentlich vorgelagert ist.
Nicht alle Stanzformen sind gleich. Welche Matrize Sie brauchen, hängt ganz davon ab, was Sie herstellen wollen. Hier finden Sie eine Übersicht über die gängigsten Konfigurationen:
Wird für Platten, Flachfolien und Beschichtungsanwendungen verwendet. Die Schmelze tritt aus einem runden Adapter aus und breitet sich durch einen bügelförmigen Verteiler in einen breiten, dünnen Schlitz aus. Der Lippenspalt ist einstellbar - in der Regel mit einer Reihe von Schrauben über die Breite, mit denen das Dickenprofil fein eingestellt werden kann. Die Breiten reichen von 300 mm für Laborwerkzeuge bis zu über 3.000 mm für Produktionsanlagen.
Die entscheidende Angabe ist hier Lippenspaltgleichmäßigkeit. Bei einer 2 Meter breiten Breitschlitzdüse kann eine Abweichung von nur 0,05 mm über die Lippe zu sichtbaren Dickenstreifen im Produkt führen. Moderne Breitschlitzdüsen im Jahr 2026 verwenden automatische Lippenanpassungssysteme mit Dickenmessgeräten, die Echtzeit-Feedback liefern.
Wird für Blasfolien, Rohre und Schläuche verwendet. Die Schmelze fließt um einen zentralen Dorn und tritt durch einen ringförmigen Spalt aus. Bei Blasfolien wird das Extrudat anschließend mit Luft aufgeblasen, um eine Blase zu erzeugen. Bei Rohren durchläuft es eine Schlichthülse und einen Vakuumtank.
Ringförmige Formen haben ihre eigenen Herausforderungen. Schweißlinien (auch Spinnenlinien oder Stricklinien genannt) bilden sich dort, wo sich der Schmelzestrom um die Dornstützen herum aufteilt und dann wieder zusammenfließt. Spiralförmige Dornkonstruktionen minimieren diese, indem sie die Schmelze durch einen schraubenförmigen Pfad zwingen, der den Strom umverteilt, bevor er den Ausgang erreicht.
Die komplexeste Kategorie. Hier werden nicht-kreisförmige, nicht-flache Formen hergestellt - Fensterrahmen, Terrassendielen, Automobilverkleidungen, Kabelkanäle, was auch immer. Jede Profilmatrize ist im Wesentlichen für die spezifische Produktgeometrie maßgeschneidert.
Bei der Konstruktion von Profilwerkzeugen müssen das unterschiedliche Quellen der Form (unterschiedliche Wandstärken quellen unterschiedlich schnell), die Schrumpfung bei der Abkühlung und die Tendenz asymmetrischer Formen zur Verformung berücksichtigt werden. Es ist üblich, dass eine neue Profilmatrize 3-5 Konstruktionsversuche durchläuft, bevor sie akzeptable Teile produziert. Aus diesem Grund sind Profilwerkzeuge teuer - je nach Komplexität zwischen $5.000 und $50.000+.
Bei Recyclingverfahren hat die Düse häufig die Form einer Mehrloch-Strangdüse oder einer Unterwasser-Granulierplatte. Strangdüsen drücken die Schmelze durch Dutzende kleiner Löcher und bilden spaghettiartige Stränge, die in einem Wasserbad abgekühlt und zu Granulat zerkleinert werden. Unterwassergranulierdüsen schneiden die Stränge direkt an der Düse ab und erzeugen gleichmäßige, kugelförmige Granulate. Die Wahl zwischen diesen beiden Verfahren wirkt sich auf die Pelletform, die Kühleffizienz und den Durchsatz aus.
Das Antriebssystem ist der Muskel hinter der Schraube. Es besteht aus drei Hauptkomponenten: dem Elektromotor, dem Getriebe (Untersetzungsgetriebe) und dem Drehzahlregelungssystem. Gemeinsam bestimmen sie, wie schnell sich die Schraube dreht und wie viel Drehmoment sie liefert.
Der Motor muss ein ausreichendes Drehmoment liefern, um die Schnecke gegen den Widerstand des Komprimierens und Scherens des geschmolzenen Polymers zu drehen - und der ist beträchtlich. Ein Einschneckenextruder mit 90 mm Durchmesser, der HDPE verarbeitet, könnte einen 75-110 kW-Motor benötigen. Bei einer 150-mm-Schnecke für Recycling mit hohem Durchsatz sind es 200-350 kW.
AC-Motoren mit frequenzgeregelten Antrieben (VFDs) im Jahr 2026 die alten Gleichstrommotoren vollständig ersetzt haben. Und ehrlich gesagt: Gut, dass wir sie los sind. Gleichstrommotoren mussten mit Bürsten gewartet werden, hatten einen begrenzten Drehzahlbereich und waren bei Teillast Energiefresser. Ein moderner VFD-gesteuerter AC-Motor bietet Ihnen:
Die Getriebe sitzt zwischen dem Motor und der Schraube. Seine Aufgabe ist es, die hohe Drehzahl des Motors auf die niedrigere Drehzahl zu reduzieren, die die Schnecke benötigt, und gleichzeitig das Drehmoment zu erhöhen. Ein typisches Untersetzungsverhältnis ist 15:1 bis 20:1. Ein Motor, der sich mit 1.500 U/min dreht, treibt die Schraube also mit 75-100 U/min an, allerdings mit dem 15-20-fachen Drehmoment.
Ich wünschte, mehr Betreiber würden das verstehen: Das Getriebe ist oft das teuerste Einzelteil im Antriebsstrang. Der Austausch eines Getriebes kann $20.000-$50.000 kosten und Wochen in Anspruch nehmen. Dennoch sehe ich regelmäßig Getriebe, die mit altem Öl, falschem Ölstand oder ohne jegliche Temperaturüberwachung laufen. Prüfen Sie den Ölstand Ihres Getriebes wöchentlich. Wechseln Sie das Öl in den vom Hersteller empfohlenen Intervallen - in der Regel alle 5.000-8.000 Betriebsstunden. Überwachen Sie die Öltemperatur. Wenn das Öl heißer als normal läuft, ist im Inneren des Getriebes etwas abgenutzt.
Die Axiallagereinheit-oft in das Getriebe integriert- verdient besondere Erwähnung. Sie nimmt die enorme Axialkraft auf, die von der Schnecke erzeugt wird, die die Schmelze gegen den Widerstand der Düse vorwärts drückt. Bei einem großen Extruder kann diese Schubkraft mehr als 50 Tonnen. Der Ausfall von Axiallagern ist katastrophal und lässt sich bei ordnungsgemäßer Schmierung und Überwachung fast immer vermeiden.
Ich habe einmal eine Anlage betreten, in der der Bediener einen Recyclingextruder mit nichts anderem als den Zylindertemperaturanzeigen und seinem Bauchgefühl betrieb. Keine Schmelzedruckmessung. Kein Schmelzetemperatursensor. Keine Überwachung der Stromstärke. Er machte das schon seit Jahren so und dachte, alles sei in Ordnung.
Das war es nicht. Seine Ausschussrate betrug 12%. Der Branchendurchschnitt für diese Anwendung lag unter 3%.
Die Steuertafel ist das Gehirn des Extruders, und die Sensoren sind sein Nervensystem. Ohne genaue Echtzeitdaten sind Sie aufgeschmissen. Hier ist, was ein richtig instrumentierter Extruder überwachen sollte:
Fass-Thermoelemente (in der Regel vom Typ J oder K) sind in jeder Heizzone eingebaut, um die Fasswandtemperatur zu messen. Diese Daten werden an die Temperaturregler weitergeleitet, die die Heizungen und Kühlgebläse so schalten, dass die Sollwerte eingehalten werden. Aber denken Sie daran - Fasstemperatur ist nicht Schmelztemperatur.
Thermoelemente schmelzen werden durch die Zylinderwand eingeführt, so dass die Spitze in den Schmelzestrom hineinragt, normalerweise in der Nähe des Düsenadapters. Dadurch erhält man die tatsächliche Temperatur des Polymers. Der Unterschied zwischen dem Zylinder-Sollwert und der tatsächlichen Schmelzetemperatur kann 20-40 Grad Celsius betragen, und dieser Unterschied ändert sich je nach Schneckendrehzahl, Material und Durchsatz. Wenn Sie nur ein Schmelzethermoelement an Ihrem Extruder haben, bringen Sie es hier an.
Schmelzedrucksensoren (in der Regel Dehnungsmessstreifen oder piezoelektrische Sensoren) werden am Ende des Zylinders, vor der Brecherplatte und manchmal nach dem Siebpaket angebracht. Sie sagen es Ihnen:
Ein plötzlicher Druckanstieg kann auf eine Verstopfung oder Verunreinigung hinweisen. Ein allmählicher Anstieg bedeutet, dass Ihre Siebe mit Verunreinigungen beladen sind und ausgetauscht werden müssen. Druckdaten sind Ihr Frühwarnsystem - ignorieren Sie sie auf eigene Gefahr.
Moderne Extruder verwenden eine Speicherprogrammierbare Steuerung (PLC) zur Koordinierung aller Regelkreise - Temperatur, Druck, Schneckendrehzahl, Fördergeschwindigkeit - und einer Mensch-Maschine-Schnittstelle (HMI) Touchscreen, über den die Bediener alles anzeigen und einstellen können. Gute HMI-Software protokolliert historische Daten, zeigt Trendgrafiken an und löst Alarme aus, wenn Parameter außerhalb der zulässigen Bereiche liegen.
Im Jahr 2026 werden mehr Extruderhersteller die IoT-Konnektivität und Cloud-basierte Überwachung. Das bedeutet, dass Sie den Status Ihres Extruders von Ihrem Telefon aus überprüfen können, Warnungen erhalten, wenn ein Heizer um 2 Uhr morgens ausfällt, und die Trends der Produktionsdaten über Monate hinweg analysieren können, um den Wartungsbedarf vorherzusagen, bevor es zu Ausfällen kommt. Laut Kunststoffe heute, Über 40% der im Jahr 2025 neu ausgelieferten industriellen Extruder verfügten über irgendeine Form von Fernüberwachungsfunktion, und diese Zahl steigt schnell.
Es ist notwendig, jedes Teil einzeln zu verstehen. Aber die eigentliche Fähigkeit - das, was erfahrene Bediener von Anfängern unterscheidet - besteht darin zu verstehen, wie all diese Komponenten als System zusammenwirken. Wenn ein Fehler in Ihrem Produkt auftritt, ist die Ursache fast nie eine einzelne Komponente, die allein agiert. Es ist eine Kettenreaktion.
Ich möchte Ihnen einige häufige Fehler und die ihnen zugrunde liegenden Wechselwirkungen der Komponenten erläutern:
Die Dicke des Extrudats pulsiert rhythmisch. Die meisten Leute geben sofort der Schnecke die Schuld. Doch das Schwanken ist meist eine Fütterungsproblem. Ein ungleichmäßiger Materialfluss aus dem Trichter (Brückenbildung oder ein teilweise verstopfter Einfüllstutzen) führt dazu, dass die Schnecke abwechselnd verhungert und geflutet wird. Das Ergebnis sind zyklische Druckschwankungen an der Düse.
Behebung: Überprüfen Sie zuerst den Trichter und den Einfüllstutzen. Läuft das Kühlwasser im Einfüllstutzen? Wird das Material überbrückt? Arbeitet die Stopfbuchszuführung (falls vorhanden) gleichmäßig? Erst wenn Sie Probleme mit der Einspeisung beseitigt haben, sollten Sie nach Problemen mit dem Schneckenverschleiß oder dem Temperaturprofil suchen.
Die Oberfläche des Extrudats sieht rau, wellig oder “haifischhautartig” aus. Dies geschieht, wenn die Schmelze mit einer Scherrate durch die Düse gepresst wird, die die kritische Scherspannung des Polymers überschreitet. Es handelt sich um ein Problem mit der Düse und ein Temperaturproblem.
Abhilfe: Erhöhen Sie die Düsentemperatur (verringert die Viskosität der Schmelze, reduziert die Scherspannung). Reduzieren Sie die Extrusionsrate. Vergrößern Sie die Steglänge der Düse. Verwenden Sie eine Düse mit einem größeren Spalt. Einige Anwender fügen dem Harz eine kleine Menge Verarbeitungshilfsmittel (Fluorpolymer-Zusatz) zu - es wandert zur Düsenoberfläche und wirkt als Schmiermittel.
Winzige dunkle Partikel im Extrudat. Dabei handelt es sich um abgebautes Polymermaterial, das zu lange an einem toten Punkt bei hoher Temperatur gelegen hat und verkohlt ist. Die Schuldigen sind in der Regel tote Zonen in der Düse, ein schlecht konstruierter Adapter zwischen Zylinder und Düse oder altes abgebautes Material, das im Siebwechsler stecken geblieben ist.
Dies ist besonders häufig nach Material- oder Farbwechseln der Fall. Eine gründliche Spülung zwischen den Durchläufen ist unerlässlich. Und wenn Ihre Form bekanntermaßen tote Stellen aufweist (fragen Sie den Hersteller), sollten Sie eine Neugestaltung der Fließkanäle in Betracht ziehen oder zumindest eine regelmäßige Demontage und Reinigung der Form vornehmen.
Kleine Blasen oder streifige Oberflächenfehler. Das Material ist nass in den Extruder gelangt. Der Trichtertrockner hat versagt, war nicht auf die richtige Temperatur eingestellt, oder das Material hatte nicht genügend Verweilzeit im Trockner. Bei hygroskopischen Harzen wie PET und Nylon ist dies das wichtigste Qualitätsproblem.
Für Recyclingbetriebe, die gewaschene Flocken verarbeiten, ist die restliche Oberflächenfeuchtigkeit ein ständiger Kampf. Mechanische Entwässerung und thermische Trocknung vor dem Extruder sind von entscheidender Bedeutung - deshalb ist eine Kunststoff-Wasch- und Trockenleine stromaufwärts des Extruders so viel ausmacht.
Sichtbare Linien, die entlang der Extrusionsrichtung auf der Produktoberfläche verlaufen. Diese werden durch Kratzer, Kerben oder Anhaftungen an der Düsenlippe verursacht. Selbst eine winzige Unvollkommenheit von 0,01 mm auf der Oberfläche der Düsenlippe zeigt sich als sichtbare Linie auf dem Produkt. Regelmäßiges Reinigen und Polieren der Formlippen ist daher unerlässlich. Behandeln Sie die Komponenten der Matrize mit Sorgfalt - eine heruntergefallene Matrizenlippe ist ein teurer Fehler.
Ich will es ganz offen sagen: Die meisten Extruderausfälle, die ich in der Praxis erlebt habe, wären vermeidbar gewesen. Nicht durch teure Upgrades oder ausgefallene Technologien, sondern durch eine grundlegende, konsequente Wartung, die jemand unterlassen hat, weil die Produktion “zu beschäftigt war, um anzuhalten”.”
Hier ist ein praktischer Wartungsrahmen, der tatsächlich funktioniert:
Ein weiterer Tipp, der mich mehr als einmal gerettet hat: bewahren Sie eine Ersatzschraube auf. Die Erneuerung einer Schraube dauert 4-8 Wochen. Wenn Ihre einzige Schnecke ausfällt oder verschlissen ist, steht Ihre Leitung für diesen Zeitraum still. Mit einer Ersatzschnecke - auch einer überholten - können Sie die Anlage austauschen und weiterlaufen lassen, während die abgenutzte Schnecke repariert wird. Bei einer Recyclinganlage mit hohem Durchsatz, die $10.000-$20.000 Produkte pro Tag herstellt, machen sich die Kosten für eine Ersatzschnecke schon beim ersten Einsatz bezahlt.
Die Schraube. Punktum. Jede andere Komponente unterstützt die Funktion der Schnecke. Ein perfekt gewarteter Zylinder, eine perfekt gewartete Düse und ein perfekt gewartetes Kontrollsystem können eine schlecht konstruierte oder verschlissene Schnecke nicht kompensieren. Die Schnecke bestimmt die Schmelzleistung, die Mischqualität, die Ausstoßleistung und die Homogenität der Schmelze. Wenn Ihr Budget nur die Aufrüstung einer Komponente zulässt, sollten Sie die Schnecke aufrüsten.
Das hängt von dem zu verarbeitenden Material ab. Wenn Sie ungefüllte Polyolefine auf einer nitrierten Schnecke verarbeiten, erhalten Sie möglicherweise 5-8 Jahre bevor der Verschleiß kritisch wird. Bei der Verarbeitung von mit Glasfasern gefüllten Materialien oder abrasivem Recyclingmaterial hält eine Standardschnecke möglicherweise nur 12-24 Monate. Der Schlüssel ist das Messen - nicht das Raten. Verfolgen Sie vierteljährlich die Messungen des Gängigkeitsdurchmessers und ersetzen oder erneuern Sie sie, wenn das Spiel die Herstellertoleranz überschreitet, d. h. wenn der Außendurchmesser der Schnecke um 0,2-0,3 mm vom Nennwert abweicht.
Die häufigsten Ursachen, in der Reihenfolge ihrer Häufigkeit nach meiner Erfahrung:
Beginnen Sie die Fehlersuche am Trichter und arbeiten Sie sich vorwärts. Das Problem ist meist einfacher, als Sie denken.
Auf jeden Fall, und es ist oft die klügste Investition, die Sie tätigen können. Übliche Upgrades sind:
Sie müssen keinen neuen Extruder kaufen, um die Leistung eines neuen Extruders zu erhalten. Gezielte Upgrades der richtigen Komponenten können den Durchsatz um 15-25% steigern und den Ausschuss um die Hälfte reduzieren.
Die Hauptaufgabe eines Plastifizierextruders besteht darin, das Polymer aufzuschmelzen und zu homogenisieren. Ein Formgebungsextruder formt die Schmelze durch die Düse zu einer bestimmten Produktgeometrie. In vielen Anlagen - insbesondere in Recyclinganlagen - handelt es sich um ein und dieselbe Maschine. In Tandem-Extrusionssystemen jedoch schmilzt ein Extruder und ein zweiter Extruder (oder eine Zahnradpumpe) dosiert die Schmelze zur Düse, wobei die beiden Funktionen zur besseren Kontrolle getrennt werden.
Eine höhere Schneckendrehzahl erhöht den Durchsatz, erhöht aber auch die Schererwärmung, verkürzt die Verweilzeit und kann zu unvollständigem Aufschmelzen führen, wenn sie zu weit getrieben wird. Es gibt immer einen optimalen Bereich. Für die meisten Recyclinganwendungen liegt der optimale Bereich meiner Meinung nach bei 60-80% der maximalen Nenndrehzahl der Schraube. Ein höherer Wert führt in der Regel zu einer geringfügigen Steigerung des Durchsatzes auf Kosten einer erheblichen Qualitätsverschlechterung. Unterhalb von 40% besteht die Gefahr, dass die Scherung für ein ordnungsgemäßes Schmelzen nicht ausreicht. Finden Sie den Sweet Spot für Ihre spezifische Material- und Werkzeugkombination und dokumentieren Sie ihn.
Jedes Bauteil in einer Kunststoffextruder-Maschine hat seinen Grund, und alle beeinflussen sich gegenseitig. Der Trichter speist die Schnecke. Die Schnecke schmilzt und pumpt im Zylinder. Die Brecherplatte und die Siebe filtern und bauen Druck auf. Die Düse formt das Endprodukt. Das Antriebssystem liefert Energie. Das Steuersystem verknüpft alles mit Daten.
Wenn ein Teil nicht mehr richtig funktioniert - sei es durch Verschleiß, schlechtes Design oder vernachlässigte Wartung -, wirkt sich das auf das gesamte System aus. Aus diesem Grund ist das Verständnis der Funktion jeder Komponente nicht nur akademisches Wissen. Es ist die Grundlage für eine schnellere Fehlersuche, eine intelligentere Wartung und eine bessere Produktion.
Nach einem Jahrzehnt der Arbeit mit diesen Maschinen in Dutzenden von Anlagen weiß ich Folgendes mit Sicherheit: Die Bediener und Ingenieure, die ihren Extruder auf Komponentenebene verstehen, sind denen, die ihn als Blackbox behandeln, durchweg überlegen. Sie erkennen Probleme früher, treffen bessere Kaufentscheidungen und verschwenden weniger Material und Geld.
Wenn Sie eine Kunststoffrecyclinganlage einrichten oder optimieren und Beratung bei der Auswahl der richtigen Extruderkonfiguration für Ihren spezifischen Materialstrom benötigen, Entdecken Sie JianTai's Lösungen für Recyclinganlagen oder wenden Sie sich an das technische Team, um eine auf Ihre Produktionsziele zugeschnittene Beratung zu erhalten.


