Внесите некоторые изменения в окружающую среду
Купленная вами машина не только принесет вам прибыль, но и косвенно изменит окружающую среду и даст отходам пластика шанс быть использованными.

Внесите некоторые изменения в окружающую среду

По прогнозам Grand View Research, мировой рынок переработки пластмасс к 2028 году достигнет $50,36 млрд. Однако почти 40% предприятий по переработке сообщают о несоответствии оборудования, что снижает производительность и увеличивает эксплуатационные расходы. Выбор правильного машина для переработки пластика сводится к трем факторам: типы смол, которые вы перерабатываете, качество продукции, которое требуют ваши покупатели, и ежедневный тоннаж, который должен обрабатывать ваш завод. В этом руководстве рассматривается каждая категория оборудования, его технические характеристики и ориентиры стоимости, чтобы вы могли с уверенностью инвестировать, а не исправлять дорогостоящую ошибку.
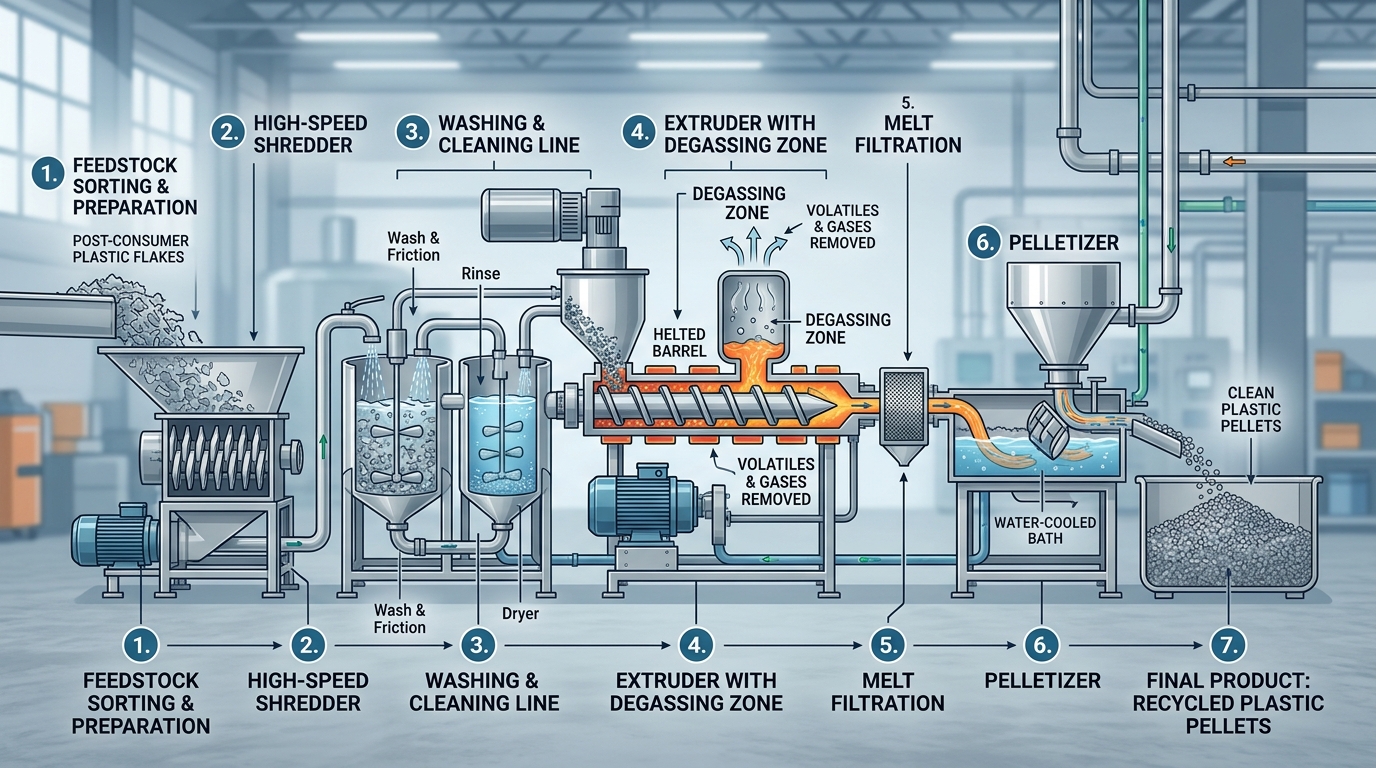
A машина для переработки пластика Компания "Альянс" берет отходы - бутылки после потребления, обрезки пленки, бракованные формованные детали - и превращает их в гранулы, хлопья или гранулы, пригодные для повторного использования, которые производители могут снова подавать на производственные линии. Основной процесс включает сортировку, измельчение (шрединг или гранулирование), промывку, сушку и, наконец, экструзию или гранулирование. На каждом этапе удаляются загрязнения и полимер приобретает форму, практически идентичную первичной смоле.
Что значит “почти одинаковые”? Это полностью зависит от выбранного вами оборудования.
Если выбрать неправильную машину, последствия будут стремительно нарастать. Недостаточная пропускная способность означает узкие места, которые тормозят всю работу. Плохая фильтрация расплава приводит к получению гранул с примесями, что снижает их рыночную стоимость на 20-40% по сравнению с чистым регриндом. Несоответствие геометрии шнека целевой смоле - например, прогон пленки ПЭВД через систему, предназначенную для жесткого ПЭНД, - приводит к чрезмерной деградации и несоответствию индекса текучести расплава. Согласно отчету Grand View Research за 2023 год, мировой рынок переработки пластика достигнет $50,36 миллиарда к 2030 году, что означает усиление конкуренции за высококачественный вторсырьевой материал. Покупатели вашей продукции без колебаний отвергнут некачественный материал.
Риск капитала также реален. Средняя линия гранулирования стоит $80 000-$300 000 в зависимости от производительности и уровня автоматизации. Время простоя из-за несоответствия компонентов или частой замены лезвий может съесть 15-25% вашего годового операционного бюджета. Это не гипотетические цифры - это разница между прибыльным предприятием по переработке отходов и тем, которое приносит убытки.
Самая разумная инвестиция - это не самая дорогая машина для переработки пластика, а та, которая точно соответствует вашим требованиям к сырью, объему и конечному продукту.
В этом руководстве вы узнаете обо всех переменных, которые влияют на принятие решения, - от типов машин и совместимости материалов до контрольных показателей рентабельности инвестиций. Если вы хотите начать с понимания того, какие производители поставляют надежные системы, ознакомьтесь с нашими сравнение ведущих производителей оборудования для переработки пластмасс для ознакомления с контекстом, прежде чем погружаться в спецификации.
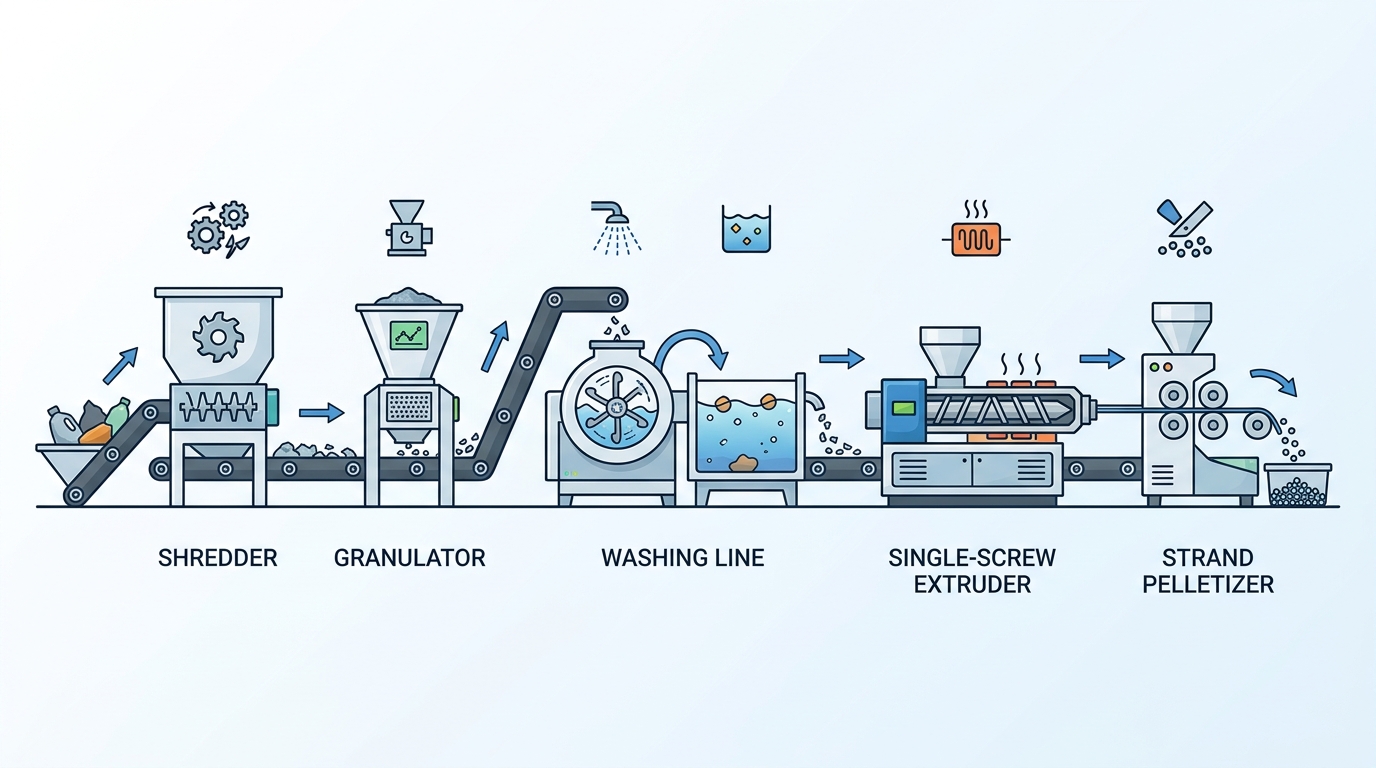
Не каждая машина для переработки пластика представляет собой единый агрегат, который обрабатывает все - от грязных тюков до готовых гранул. Большинство операций по переработке опирается на последовательность специализированного оборудования, каждое из которых выполняет одну из стадий процесса. Понимание этих категорий позволяет избежать самой дорогостоящей ошибки покупателей: покупки гранулятора, когда на самом деле им нужна целая линия мойки и экструзии.
| Тип машины | Основная функция | Автономный или компонентный? |
|---|---|---|
| Измельчитель | Разбивает крупногабаритные отходы на грубые куски 20-80 мм | Часто используется отдельно для уменьшения объема |
| Гранулятор | Измельчает материал на равномерные хлопья размером 6-12 мм | Компонент - промывка или экструзия кормов |
| Линия стирки | Удаляет загрязнения (этикетки, клей, грязь). | Интегрированная система с несколькими блоками |
| Экструдер | Расплавляет и гомогенизирует хлопья в непрерывный расплав | Компонент - требует предварительной подготовки |
| Гранулятор | Разрезает расплавленные нити на равномерные гранулы | Компонент - всегда в паре с экструдером |
Шредеры - это та категория, которая часто приобретается отдельно. Компании, занимающиеся утилизацией отходов, используют их просто для уменьшения объема перед прессованием или транспортировкой - дальнейшая обработка не требуется. Грануляторы, напротив, редко работают в одиночку; их продукция поступает непосредственно в линию мойки или экструдер.
Например, полная линия по переработке ПЭТ-бутылок в гранулы объединяет все пять стадий: измельчение → гранулирование → горячая мойка при 85°C → экструзия → гранулирование. Пропустите стадию промывки, и ваш экструдер засорится в течение нескольких часов. Поэтому выбор производителя кто разрабатывает линии "под ключ", а не только отдельные машины, часто экономит 15-25% на стоимости интеграции по сравнению с закупкой каждой единицы отдельно.
Правило: если ваше сырье - это чистые отходы собственного производства, вам может понадобиться только гранулятор и экструдер. Если же вы перерабатываете отходы после потребления, выделите средства на полную линейку.
С уменьшения размеров начинается настоящая работа каждой линии по переработке. Сырые пластиковые отходы - громоздкие барабаны, спутанная пленка, жесткие контейнеры - должны быть разделены на части, прежде чем будет обеспечена эффективная промывка, сушка или экструзия. На этом этапе доминируют две машины, и их путаница - одна из самых дорогостоящих ошибок покупателей.
Промышленные шредеры работают на низких скоростях (обычно 15-30 об/мин) с очень высоким крутящим моментом, часто приводятся в действие гидравлическими или редукторными электродвигателями мощностью от 30 кВт до 200 кВт. Они разрывают крупное сырье неправильной формы - прессованные бутылки, автомобильные бамперы, контейнеры IBC, даже загрязненную сельскохозяйственную пленку - и измельчают его до грубых кусков размером 30-80 мм. Конфигурация ножей может быть различной: одновальные модели обеспечивают контролируемый размер выходного материала с помощью встроенного сита, а двухвальные модели справляются с большими объемами без него.
Выбирайте шредер, если поступающие материалы громоздки, противоречивы или сильно загрязнены. Это рабочая лошадка, которая превращает хаос в нечто управляемое.
Грануляторы с открытым или закрытым ротором вращаются со скоростью 400-600 оборотов в минуту, производя однородные хлопья или измельченную массу размером 6-12 мм. Они требуют более чистого, предварительно отсортированного сырья - именно поэтому они обычно располагаются вниз по течению измельчителя. Размер ячеек сита контролирует конечный размер частиц, что делает грануляторы незаменимыми, если ваш экструдер или гранулятор требует постоянного размера сырья для стабильного потока расплава.
В большинстве серьезных линий по переработке пластика используется двухступенчатый подход: сначала измельчитель для грубого измельчения, затем гранулятор для точного определения размера. Пропуск измельчителя и подача крупных кусков непосредственно в гранулятор приводит к повреждению ножей, перегрузке двигателя и дорогостоящим простоям. В обратном случае - полагаясь только на измельчитель - вы получаете неравномерные хлопья, которые забивают загрузочные горловины экструдеров.
| Характеристика | Измельчитель | Гранулятор |
|---|---|---|
| Скорость | 15-30 ОБ/МИН | 400-600 ОБ/МИН |
| Размер выхода | 30-80 мм | 6-12 мм |
| Лучшее для | Сыпучие, загрязненные, смешанные отходы | Предварительно измельченное, более чистое сырье |
| Типичная мощность | 30-200 кВт | 15-75 кВт |
При оценке оборудования из ведущие поставщики промышленного оборудования для переработки пластмасс, Всегда проверяйте, рассчитаны ли измельчитель и гранулятор на работу в паре - согласованная пропускная способность предотвращает возникновение узких мест, которые спокойно убивают вашу часовую производительность.
Когда пластиковые хлопья выходят из гранулятора, они все еще остаются сырьем - не продуктом, который можно продавать или формовать. Экструдер - это место, где происходит преобразование. Он плавит, гомогенизирует, фильтрует и превращает эти хлопья в однородные гранулы, готовые для литья под давлением, выдувного формования или производства пленки. Ошибитесь с экструдером, и вся ваша машина для переработки пластика линия производит пеллеты, которые никто не хочет покупать.
Одношнековые экструдеры используются примерно в 80% случаев переработки отходов. Они проще, дешевле в обслуживании и прекрасно подходят для чистых однополимерных потоков, таких как послепромышленный ПЭНД или ПП. Производительность обычно составляет от 200 до 1 000 кг/час в зависимости от диаметра шнека (обычно 90-180 мм).
Двухшнековые экструдеры стоят на 30-50% дороже, но заслуживают этой цены. Их перекрещивающиеся шнеки обеспечивают превосходное смешивание, что делает их незаменимыми при работе с загрязненным сырьем, многослойными пленками или составами, требующими добавок, таких как карбонат кальция или цветные суперконцентраты. Если вы перерабатываете смешанные послепотребительские отходы, двухшнековая конфигурация не является дополнительной - она необходима.
Влага и летучие загрязняющие вещества, попавшие в переработанные хлопья, вызывают образование пузырьков, пустот и поверхностных дефектов в гранулах. Вентиляционные отверстия для вакуумной дегазации - обычно в один или два этапа вдоль ствола - вытягивают эти газы под отрицательным давлением. Без надлежащей дегазации качество гранул резко падает, а уровень брака на выходе может превышать 15%. Для более детального ознакомления с комплексными экструзионными установками см. руководство по перерабатывающим экструзионным линиям.
| Метод | Лучшее для | Форма гранул | Охлаждение |
|---|---|---|---|
| Гранулирование нитей | ПЭ, ПП, ПС - чистые потоки | Цилиндрические | Водяная баня |
| Подводное гранулирование | Высокопроизводительные линии, ПЭТ, инженерные пластики | Сферическая | Вода под давлением |
| Штамповка с воздушным охлаждением | Чувствительные к влаге полимеры, небольшие партии | Лентикулярный | Принудительный воздух |
Подводное гранулирование позволяет получить гранулы с наиболее стабильной геометрией и является предпочтительным для покупателей в упаковочном и автомобильном секторах. Резка прядей остается рабочей лошадкой для бюджетных предприятий по переработке полиолефинов. От вашего выбора напрямую зависит, примут ли конечные потребители вашу продукцию как материал, эквивалентный первому сорту, или как материал со скидкой.
Ошибка с производительностью - самая дорогая ошибка покупателей. Слишком большая машина для переработки пластика тратит капитал и энергию, работая ниже своего эффективного диапазона загрузки, в то время как заниженная машина создает узкие места, загромождающие все ваше производство. Для определения оптимальной мощности требуется простой расчет, который большинство покупателей пропускают.
Начните с объема доступного сырья в килограммах в месяц. Разделите это количество на планируемое время работы - обычно 20-24 часа в день в течение 25-28 рабочих дней. Для предприятия, перерабатывающего 300 тонн лома ПЭНД в месяц при двухсменном (16-часовом) графике работы, эффективная производительность должна составлять примерно 750 кг/час. Это ваше базовое число.
Но не останавливайтесь на достигнутом. Учитывайте реальное время простоя на чистку, замену лезвий и смену материала - обычно 10-15% от запланированных часов. Реальное время работы окажется меньше, чем вы думаете, поэтому соответственно увеличьте требуемую норму кг/час.
Правило: если ваша машина для переработки пластика постоянно работает на уровне выше 85% от номинальной мощности, вы уже слишком близко к потолку для долгосрочной надежности.
Прежде чем принимать решение, запросите у производителей проверенные данные о производительности для вашего типа смолы и уровня загрязнения, а не просто данные лаборатории по чистоте материала. Номинальная производительность хлопья ПЭТ значительно отличается от смешанной постконсьюмерской пленки. Чтобы посмотреть на то, как ведущие поставщики специфицируют свои линии, ознакомьтесь с этой статьей сравнение ведущих производителей оборудования для переработки пластмасс.
Тип смолы определяет практически все технические параметры вашей линии переработки - температуру в бочке, геометрию шнека, размер фильтрующей сетки и требования к сушке. A машина для переработки пластика сконфигурированная для жестких бутылок из ПЭВП (температура плавления ~130°C), будет разрушать ПЭТ-хлопья, требующие обработки при температуре выше 260°C, и заклинит гибкую пленку из ПЭВД, которая наматывается на медленные валы шредера. Выбор на основе одной лишь производительности, без подбора смолы, гарантирует низкое качество гранул и чрезмерное время простоя.
Почему это так важно? ПЭТ чрезвычайно чувствителен к влаге - даже 0,02% остаточной влаги вызывает гидролитическую деградацию во время экструзии, в результате чего получаются хрупкие, мутные гранулы. ПЭНД и ПП гораздо лучше переносят влагу, но для обеспечения однородности расплава им требуется разное соотношение L/D шнека. Смешанные пластиковые потоки представляют собой худший из миров: несовместимые точки плавления, различные уровни загрязнения и перекрытия по плотности, которые приводят в замешательство сепарационные емкости с поплавковой раковиной.
| Смола | Температура плавления | Устойчивость к влаге | Требования к ключевым машинам |
|---|---|---|---|
| ПЭТ | ~260°C | Очень низкий (<0,02%) | Кристаллизатор + осушительная сушилка перед экструзией |
| ПНД | ~130°C | Умеренный | Высокомоментный измельчитель для толстостенных контейнеров |
| PP | ~165°C | Умеренный | Тонкая фильтрация (частое содержание пыли/наполнителей) |
| Пленка ПВД | ~115°C | Низкий (задерживает поверхностные воды) | Компактор/агломератор + прессовальная сушилка |
| Смешанные пластики | Переменная | Переменная | БИК-сортировка + многозонный контроль температуры |
Гибкие пленки - это та категория смол, которая ставит в тупик большинство покупателей. Пленки LDPE и LLDPE требуют наличия компактора или агломератора перед экструдером - без него материал с низкой насыпной плотностью забивает загрузочную горловину и вызывает скачки производительности. Авторитетный сайт производители оборудования для переработки пластмасс В описании линий указывается, являются ли они жесткими, гибкими или и теми, и другими - всегда проверяйте это перед подписанием заказа на покупку.
Правило: если ваше сырье включает более двух типов смол, инвестируйте в сортировку на этапе производства (БИК или по плотности), а не рассчитывайте на то, что один экструдер справится со всеми задачами. Гранулы из смешанных смол продаются со значительными скидками - часто на 40-60% ниже, чем при переработке одной смолы, что быстро сводит на нет вашу рентабельность инвестиций.
Технические характеристики могут выглядеть подавляюще - десятки цифр, аббревиатур и заявлений о производительности борются за ваше внимание. Не все из них имеют одинаковое значение. Ниже приведены характеристики, которые действительно отделяют надежную машину для переработки пластика от той, которая опустошит ваш бюджет в течение первого года.
Мощность двигателя (измеряется в кВт) напрямую влияет на производительность и диапазон перерабатываемых материалов. Для измельчителя жестких барабанов из ПНД обычно требуются двухвальные двигатели мощностью 30-75 кВт, в то время как гранулятор для тонкой полипропиленовой пленки может эффективно работать при мощности 15-30 кВт. Излишне мощные двигатели расходуют электроэнергию впустую, а недостаточно мощные - пробуксовывают под нагрузкой и сжигают подшипники. Спрашивайте номинальный крутящий момент на низких оборотах, а не только пиковую мощность - крутящий момент - это то, что фактически протаскивает загрязненные тюки через режущие камеры.
Дешевые ножи обходятся дороже дорогих. Инструментальная сталь D2 (твердость 60-62 HRC) сохраняет кромку на 3-4 часа дольше, чем обычная углеродистая сталь, что сокращает время простоя на заточку. Для абразивного сырья, такого как загрязненная песком сельскохозяйственная пленка, стоит отдать предпочтение лезвиям SKD-11 или со стеллитовым наконечником. Всегда уточняйте, заменяются ли ножи по отдельности или требуют полной замены ротора - разница в стоимости обслуживания существенна.
Размер ячеек сита определяет однородность частиц на выходе. Большинству предприятий требуются сменные сита размером от 8 до 20 мм. Если ваш покупатель требует жестких допусков на гранулы, отдавайте предпочтение машинам с быстросменными ситами, а не болтовым конструкциям, замена которых занимает 45 минут.
Небольшие предприятия (менее 200 кг/час) часто могут отказаться от полной автоматизации и инвестировать больше средств в качество ножей и надежность двигателей. На заводах с большим объемом производства (500+ кг/час) приоритетом должна быть интеграция ПЛК и энергоэффективность - эти характеристики позволяют ежегодно экономить шестизначные суммы. Для более глубокого сравнения того, какие производители обеспечивают эти характеристики, см. лучшие производители машин для переработки пластика по сравнению.
Разговоры о бюджете срывают больше сделок, чем технические спецификации. Вот реалистичная разбивка, чтобы вы могли составить обоснованное экономическое обоснование перед запросом котировок.
| Уровень системы | Пропускная способность | Приблизительная стоимость (USD) |
|---|---|---|
| Линия мойки и гранулирования начального уровня | 200-500 кг/час | $80,000–$180,000 |
| Интегрированная линейка среднего класса | 500-1,000 кг/час | $200,000–$500,000 |
| Высокопроизводительная установка под ключ | 1,000-3,000 кг/час | $500,000-$1.5 млн+ |
Эти цифры относятся только к основному оборудованию. Покупатели обычно недооценивают вспомогательные расходы, которые добавляют 20-40% к общей сумме:
Предположим, что средняя машина по переработке пластика перерабатывает 800 кг/час хлопьев ПЭВП, работая в две 8-часовые смены ежедневно, 25 дней в месяц. Это дает примерно 320 метрических тонн гранул в месяц. При цене гранул из переработанного ПНД в среднем $800-$1 100 за тонну (по рыночным данным ICIS) и стоимости сырья около $150-$300 за тонну послепромышленного лома, валовая прибыль находится в пределах $500-$800 за тонну до оплаты труда и коммунальных услуг.
При 320 тоннах в месяц и консервативной марже в $550 за тонну ежемесячная валовая прибыль достигает ~$176 000. Инвестиции в систему в размере $400,000 окупаются менее чем за три месяца - даже после учета расходов на оплату труда, энергии и технического обслуживания в размере $25,000 в месяц.
Сроки окупаемости растягиваются до 12-18 месяцев для линий после переработки, поскольку мойка и сортировка требуют дополнительных затрат труда и воды. По производственным меркам это все равно очень выгодно. Чтобы сравнить цены на оборудование в разных странах лучшие поставщики промышленного оборудования для переработки пластика, Запрашивайте детализированные расценки, в которых основное оборудование отделено от вспомогательных систем - именно здесь появляются скрытые разрывы в стоимости.
Машина для переработки пластика стоимостью $200 000 может выйти из строя, как и машина стоимостью $2 000, если игнорировать ее техническое обслуживание. Отложенное обслуживание не экономит деньги - оно переводит расходы на незапланированные простои, выпуск брака и преждевременную замену компонентов, что может в 3-5 раз превышать стоимость планового обслуживания.
| Компонент | Интервал осмотра | Ключевое действие |
|---|---|---|
| Ножи для измельчителя/гранулятора | Каждые 200-400 часов работы | Заточить или повернуть; заменить при износе 60% |
| Экраны и перфорированные пластины | Еженедельный визуальный контроль | Прочистите засоры; замените, если отверстия удлинились >10% |
| Ствол и шнек экструдера | Каждые 2,000-3,000 часов | Измерьте зазор при износе с помощью щупа; повторно натрите или замените |
| Подшипники и редукторы | Ежемесячная смазка; ежеквартальный анализ вибрации | Отслеживайте температурные тенденции; меняйте при первых признаках игры |
| Гидравлические системы | Каждые 500 часов | Замена фильтра, проверка загрязненности жидкости |
Один заклинивший экран на линии гранулирования может остановить производство на 4-8 часов. При производительности 500 кг/ч и марже на гранулы $0,15/кг одно такое событие обходится примерно в $300-$600 потерянных единиц продукции - до учета аварийной рабочей силы и ускоренной доставки запчастей. Если умножить эту сумму на год пренебрежительного обслуживания, то потери легко превысят $15 000-$25 000.
Изношенные шнеки и бочки также бесшумно снижают качество продукции. Изношенный шнек снижает степень сжатия, что приводит к неравномерному давлению расплава и гранулам с пустотами или неравномерным цветом. Покупатели переработанной смолы сразу же отказываются от таких партий.
Совет: держите на месте запасной комплект ножей и критических быстроизнашивающихся деталей. Двухнедельное ожидание поставок из-за рубежа превращает 30-минутную замену в производственную катастрофу. Авторитетные производители - вы можете сравнить их поддержку запчастей в этом разделе руководство по сравнению производителей - часто поставляют запасные комплекты для своих машин по переработке пластика.
Последовательное профилактическое обслуживание продлевает срок службы оборудования на 30-50%, согласно данным по надежности, опубликованным Обществом специалистов по техническому обслуживанию и надежности (SMRP). Это напрямую означает годы дополнительного производства до того, как возникнет необходимость в крупных капитальных вложениях.
Каковы минимальные инвестиции для создания небольшой линии по переработке отходов?
Ожидайте потратить $15 000-$50 000 за базовую установку производительностью 100-300 кг/час - обычно это измельчитель, промывочный бак и простой экструдер-гранулятор. Линии китайского производства находятся на нижней границе, а оборудование европейского производства может удвоить эту цифру. Заложите в бюджет дополнительные 10-15% на установку, электромонтажные работы и фрахт.
Может ли одна машина обрабатывать несколько видов пластика?
Один экструдер может перерабатывать ПЭНД, ПЭВД и ПП с помощью шнека и регулировки температуры, но для ПЭТ требуется специальная ступень кристаллизатора-сушилки и разные температуры в бочках. Смешивание несовместимых смол - например, ПВХ в потоке ПЭТ - ухудшает качество гранул и повреждает оборудование. Сначала сортируйте, затем обрабатывайте.
Сколько времени требуется, чтобы увидеть ROI?
Большинство операторов окупают свои инвестиции в течение 12-24 месяцев, в зависимости от стоимости сырья и цены реализации rPellet. Чистый послепромышленный лом окупается быстрее, поскольку затраты на мойку и сортировку минимальны. Подробные показатели окупаемости инвестиций были приведены выше в разделе "Затраты".
Какие сертификаты следует искать у производителя?
Как минимум, требуется ISO 9001 для управления качеством и маркировка CE для безопасности оборудования. Для производства пищевого rPET линия должна иметь письмо FDA об отсутствии возражений или одобренный EFSA процесс обеззараживания. Проверьте наш руководство по выбору производителя машин для переработки пластика чтобы получить более подробную информацию о тревожных сигналах сертификации.
Нужна ли мне моечная линия, если мое сырье - чистый послепромышленный лом?
Не всегда. Если уровень загрязнения не превышает 1-2%, а материал поступает в виде однородных обрезков или кусков для очистки, его можно подавать непосредственно в комбинацию шредер-экструдер. Пропустив линию промывки, вы сократите капитальные затраты и расход воды примерно на 30%. Однако даже “чистый” лом перед подачей в гранулятор должен пройти металлодетектор - один болт может разрушить ротор за считанные секунды.
Все решения в этом руководстве сводятся к четырем переменным. Проранжируйте их, прежде чем связаться с одним поставщиком.
| Критерии принятия решений | Ключевой вопрос | Где искать |
|---|---|---|
| Тип сырья | Какую смолу (смолы) вы будете перерабатывать - ПЭТ, ПНД, ПП, пленку или смешанные потоки? | Раздел 6: Совместимость материалов |
| Объем | Какая производительность (кг/час) вам нужна сейчас и где вы будете через 3 года? | Раздел 5: Соответствие возможностей |
| Бюджет | Можете ли вы инвестировать $80K-$150K в стартовую линию или $300K+ в систему "под ключ"? | Раздел 8: Затраты и окупаемость инвестиций |
| Цели выпуска | Нужны ли покупателям промытые хлопья, гранулы rPET или гранулы? | Раздел 4: Экструдеры и грануляторы |
Начните с сырья - оно сразу же исключает возможность выбора оборудования 40-60%. У предприятия, перерабатывающего только бутылки из ПНД, потребности в измельчителях, мойках и экструдерах кардинально отличаются от потребностей предприятия, перерабатывающего смешанную пленку после потребления. Разберитесь сначала с этим, и все последующие варианты станут проще.
Объем стоит на втором месте, потому что он определяет ценовой уровень. Переизбыток даже на 30% увеличивает капитальные затраты, потребление энергии и бремя обслуживания. Недостаточный объем ограничивает доход в момент роста спроса. В первый же день работы поставьте себе цель использовать 70-80% с возможностью масштабирования.
Не покупайте машину. Купите проверенное решение: сырье на входе, товарный продукт на выходе, с цифрами, доказывающими, что оно окупается в течение 18-24 месяцев.
Готовы действовать дальше? Запросите подробную смету, попросите предоставить информацию о местах, где перерабатываются аналогичные материалы, и настаивайте на пробном запуске с вашими реальными отходами. Этот единственный шаг отделяет покупателей, которые получают прибыль, от тех, кто сожалеет.


