Внесите некоторые изменения в окружающую среду
Купленная вами машина не только принесет вам прибыль, но и косвенно изменит окружающую среду и даст отходам пластика шанс быть использованными.

Внесите некоторые изменения в окружающую среду

Прогнозируется, что мировой рынок пластиковых листов превысит $45 миллиардов к 2028 году, От того, какую машину вы выберете для производства этих листов, будет зависеть, получите ли вы маржу или упустите ее. В этом руководстве покупателя представлены точные технические характеристики, сравнение брендов и стратегии закупок, необходимые для инвестиций в правильную машину для экструзии пластиковых листов в 2026 году - независимо от того, запускаете ли вы новую линию или модернизируете устаревшее оборудование.
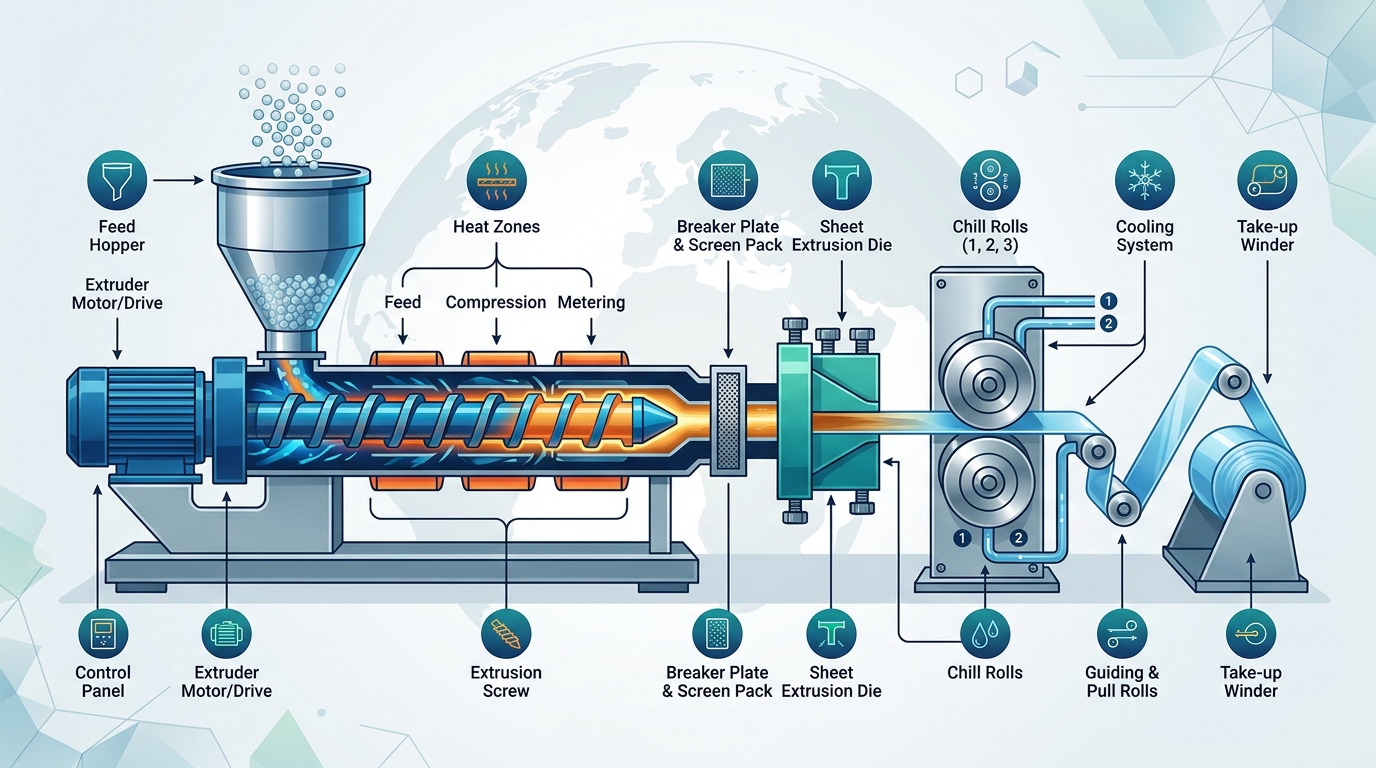
Экструдер для производства пластиковых листов расплавляет полимерную смолу - гранулы, хлопья или повторное измельчение - и прогоняет расплавленный материал через плоскую фильеру для получения непрерывных листов равномерной толщины. Затем лист проходит через ряд охлаждающих валков с регулируемой температурой, обрезается по ширине и либо сматывается в рулоны, либо разрезается на плоские панели. Это основной процесс. Сложность заключается в том, чтобы делать это последовательно, час за часом, с жесткими допусками по толщине и минимальными отходами.
Эти машины работают с широким спектром термопластов. ПП и ПЭ доминируют в упаковочных приложениях. ПЭТ является лучшим поставщиком термоформованных лотков для пищевых продуктов. ПВХ обслуживает конструкции и вывески. ABS и HIPS покрывают внутренние панели автомобилей, корпуса бытовой техники и витрины магазинов. Если вы перерабатываете вторичные смолы - а в 2026 году большинство покупателей, по крайней мере, рассматривают такую возможность - способность экструдера работать с переменным индексом текучести расплава становится критически важной. Для более глубокого изучения того, как переработанные материалы интегрируются в рабочие процессы экструзии, см. руководство по машинам для экструзии отходов пластмасс.
Кто на самом деле покупает эти машины? Список длиннее, чем многие предполагают:
Решение о покупке принимается не только в отношении самого экструдера. Речь идет обо всей линии - и об общей стоимости килограмма готового листа, которую вы получите в течение 10-летнего жизненного цикла оборудования.
Прежде чем погрузиться в технические подробности, приведем сравнительный анализ репрезентативных конфигураций листовых экструдеров различных уровней производительности. Эти цифры отражают рыночные цены на 2026 год в основных регионах производства и предназначены для создания реалистичной стартовой основы, а не для замены реальных предложений поставщиков.
| Уровень конфигурации | Диаметр винта (мм) | Соотношение L/D | Мощность двигателя (кВт) | Максимальная ширина листа (мм) | Производительность (кг/час) | Наиболее подходящее приложение | Ориентировочный диапазон цен (USD) |
|---|---|---|---|---|---|---|---|
| Одновинтовая модель начального уровня | 65 | 30:1 | 37 | 800 | 80-120 | Мелкосерийные вывески, создание прототипов | $35,000–$55,000 |
| Одновинтовой средний диапазон | 90 | 33:1 | 75 | 1,200 | 200-350 | Упаковочный термоформовочный лист | $70,000–$120,000 |
| Высокопроизводительный одношнековый | 120 | 33:1 | 160 | 1,500 | 400-600 | Пищевые лотки из ПП/ПС для больших объемов | $130,000–$200,000 |
| Одновинтовой винт премиум-класса | 150 | 36:1 | 250 | 2,000 | 600-900 | Широкополосный ПЭТ, автомобильные панели | $220,000–$350,000 |
| Совместная экструзия (A/B/A) | 90+65+90 | 33:1 | 75+37+75 | 1,500 | 350-500 | Многослойный барьерный лист | $180,000–$300,000 |
| Двухшнековый (параллельный) | 75 | 40:1 | 90 | 1,200 | 250-400 | Наполненный/комбинированный лист, ДПК | $150,000–$250,000 |
| Промышленные тяжелые условия | 150 | 36:1 | 315 | 2,500 | 800-1,200 | Строительные плиты, толстые панели | $350,000–$550,000 |
Из этих данных можно сделать несколько выводов. Цена за килограмм пропускной способности значительно снижается по мере перехода от станков начального уровня к станкам среднего класса. Но как только вы переходите на территорию премиум-класса, вы платите за точность - более жесткие допуски по толщине, лучшую обработку поверхности и большую степень автоматизации - а не просто за сырую производительность. Это различие имеет значение, когда ваш конечный клиент - пищевой бренд, требующий Постоянство калибровки +/- 0,02 мм по сравнению с поставщиком строительных материалов, который примет +/- 0,1 мм.
Соэкструзионные линии заслуживают особого внимания. Если вы производите барьерную упаковку или вам нужна структура с переработанным сердечником и девственной кожей (все более распространенная в 2026 году из-за Правила ЕС по упаковке), первоначальная премия окупается за счет экономии на стоимости материалов и доступа на рынок.
Технические характеристики от производителей могут оказаться непосильными. Вот что на самом деле влияет на качество производства и эксплуатационные расходы.
Шнек - это сердце любого экструдера. Для листовых материалов необходимо соотношение L/D не менее 30:1, При этом для большинства термопластов оптимальным является соотношение от 33:1 до 36:1. Более длинные шнеки дают смоле больше времени для тщательного расплавления и гомогенизации, что напрямую приводит к уменьшению количества гелей и улучшению оптической прозрачности готового листа.
Шнеки барьерного типа превосходят обычные дозирующие шнеки для экструзии листового материала практически во всех сценариях. Они отделяют твердый слой от бассейна расплава, предотвращая попадание нерасплавленных частиц в фильеру. Если поставщик предлагает вам простой дозирующий шнек для производства листового ПЭТ, это тревожный сигнал.
Полное описание типов винтов и конфигураций стволов можно найти здесь Руководство по частям и функциям экструдера.
Плоский штамп определяет максимальную ширину листа и, что еще важнее, равномерность толщины поперечного полотна. Ищите штампы с регулировка гибкой скобы или ограничительной планки. Ручные кромкооблицовочные болты отлично подходят для тиражей, где толщина меняется нечасто. Автоматические системы кромкооблицовочных болтов (с термическим или сервоприводом) стоит приобрести, если вы выполняете несколько SKU в смену.
Равномерность зазора между матрицами +/- 0,01 мм по всей ширине является эталоном качества штампов европейских и тайваньских производителей. Более дешевые штампы могут иметь спецификацию +/- 0,05 мм, и это отклонение увеличивается, когда лист попадает на охлаждающие валы.
Стандартными являются трехвалковые стеки. Диаметр валков, обработка поверхности (зеркально-полированная или матовая) и точность температурного контроля влияют на качество листа. Для производства листов ПЭТ и оптических листов необходимы валы с индивидуальный зональный контроль температуры с точностью до +/- 0,5 градусов Цельсия. Если меньше, то вы увидите разброс дымки по всему полотну.
Именно здесь опытные покупатели отделяют себя от новичков. Спросите фактические производственные данные, а не каталожные характеристики. Машина, заявляющая в брошюре допуск по толщине +/- 2%, может обеспечить +/- 5% с вашей конкретной смолой при заданной скорости линии. Настаивайте на том, чтобы увидеть данные тестовых испытаний с тем же полимером, который вы планируете обрабатывать.
В 2026 году даже машины среднего класса должны иметь управление на базе ПЛК с сенсорным экраном HMI, автоматическое профилирование температуры и, как минимум, гравиметрическое дозирование для основного питателя. Полное управление рецептами - сохранение и вызов настроек для различных продуктов - экономит часы времени на настройку при переналадке. Машины без этой функции уже устарели для коммерческого производства.
Это один из самых распространенных вопросов, которые задают покупатели, и ответ на него более тонкий, чем признают большинство торговых представителей.
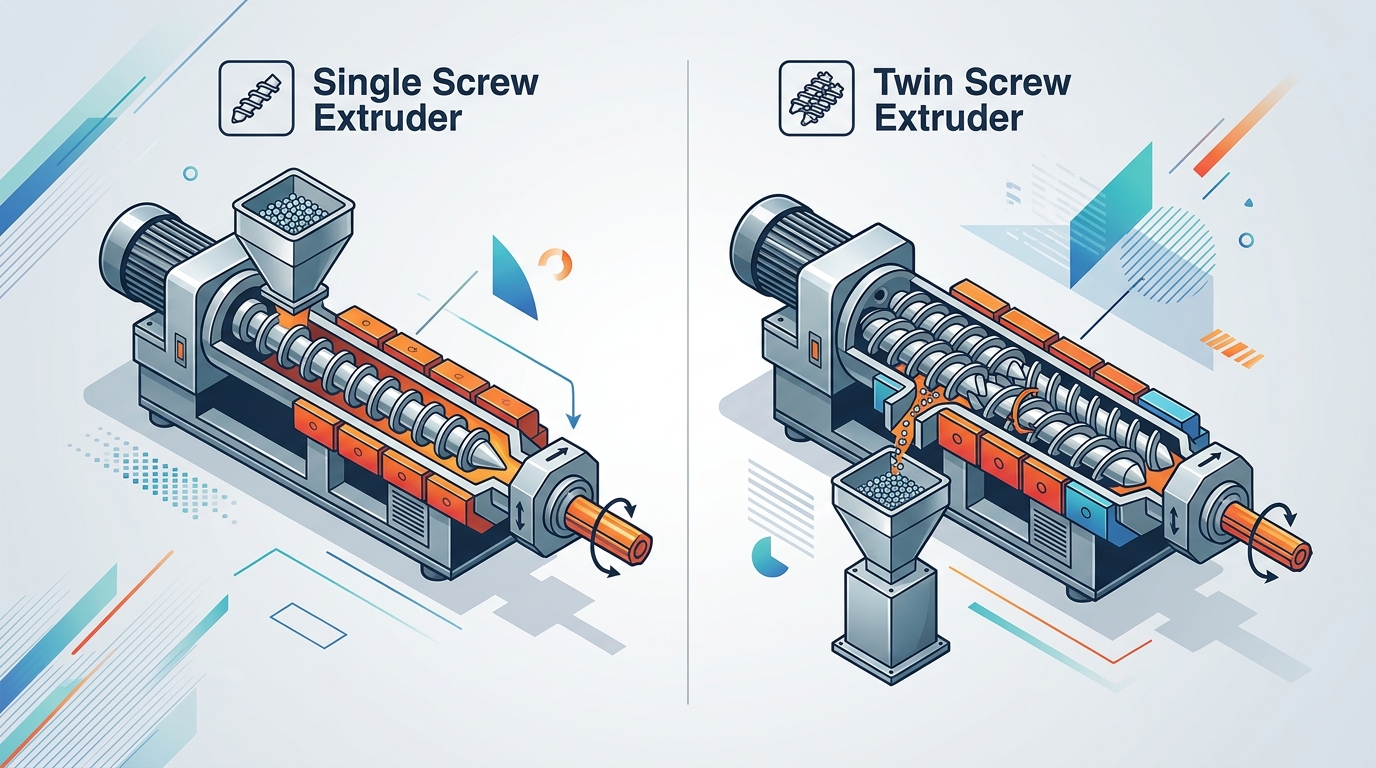
Одношнековые экструдеры выполняют 85-90% всех операций по экструзии листового материала во всем мире. Они проще, дешевле в обслуживании, более энергоэффективны при переработке простых смол и имеют более длительный срок службы шнека и бочки. Если вы используете первичный ПП, ПЭ, ПЭТ, HIPS или ABS - или чистый регенерированный материал - одношнековый шнек почти наверняка будет правильным выбором.
Двухшнековые экструдеры занимают достойное место, когда вам требуется превосходное смешивание. Конкретные сценарии, в которых двухшнековые экструдеры имеют смысл:
Разница в стоимости очень существенна. Двухшнековый экструдер с эквивалентной производительностью стоит 40-70% подробнее чем один винт, потребляет на 15-25% больше энергии на килограмм, а затраты на замену элементов винта значительно выше. Не позволяйте никому перепродавать вам двухшнековый шнек, если только ваша задача действительно этого не требует.
Один из гибридных подходов, набирающих обороты в 2026 году: использование двухшнекового компаундера для подготовки расплава, а затем подача его непосредственно в одношнековый листовой экструдер по трубе расплава. Это дает преимущества смешивания без ущерба для производительности листового штампа. Это более капиталоемкий способ, но для сложных материалов он обеспечивает лучшее из двух миров.
Выбор бренда оборудования для экструзии листового металла - это обязательство на 15 лет. Машина будет стоять у вас на производстве не менее десяти лет, и в течение всего этого времени вам будут нужны запасные части, техническая поддержка и, возможно, модернизация линии. Вот как распределяется конкурентная среда по регионам.
Немецкие бренды, такие как Райфенхаузер, Баттенфельд-Цинциннати и Брейер устанавливают мировой стандарт точности экструзии листового проката. Итальянские производители, такие как Бандера и Амут предлагают отличную стоимость с небольшой скидкой по сравнению с немецкими ценами. Эти станки, как правило, имеют самые жесткие допуски, самую современную автоматику и самый долгий срок службы. Компромисс? Сроки изготовления 6-9 месяцев и более высокая цена, которая может в 2-3 раза превышать китайские альтернативы.
С 2020 года разрыв в качестве между китайскими и европейскими листовыми экструдерами значительно сократился. Такие производители, как ЦзяньТай - которая обладает глубоким опытом в области оборудования для переработки пластика, и другие известные китайские бренды сегодня производят машины с ПЛК, сервоприводами и качеством сборки, которые еще десять лет назад были бы немыслимы. Китайские машины доминируют в сегментах начального и среднего уровня и все чаще конкурируют в конфигурациях с высокой производительностью. Преимущество не ограничивается только ценой: сроки изготовления 45-90 дней и растущие глобальные сервисные сети делают китайских поставщиков практичным выбором для покупателей, которым нужно оборудование быстро.
Для покупателей, оценивающих китайских производителей в более широком смысле, это обзор лучших производителей машин для переработки пластика в Китае содержит полезные сведения о поставщиках.
Фу Ю (Формоза), Jwell и JSW занимают промежуточное положение - японская точность при более конкурентоспособных ценах, чем у европейских брендов. Тайваньские производители особенно хорошо зарекомендовали себя в области экструзии ПВХ и ПЭТ листов.
Дэвис-Стандарт остается доминирующим американским брендом с сильной послепродажной поддержкой по всей Америке. Их модульные конструкции позволяют легко модернизировать оборудование, что очень важно, если ваш ассортимент продукции может меняться.
Моя рекомендация для большинства покупателей в 2026 году: получить ценовые предложения как минимум от одного европейского, одного китайского и одного регионального производителя. Сравните не только цену машины, но и общую стоимость установки, включая доставку, ввод в эксплуатацию, обучение и 5-летний пакет запасных частей.
Вот ошибка, которую я постоянно вижу: покупатели тратят 80% анализ бюджета на экструдер и фильеру, а к последующему оборудованию относятся как к чему-то второстепенному. Компоненты последующей обработки определяют качество готового листа не меньше, чем экструдер.
Уже упоминалось выше, но стоит подчеркнуть: штабель валков - это не товарная позиция. Диаметр валков влияет на скорость охлаждения (больше = больше времени контакта = лучше контроль кристалличности). Обработка поверхности должна соответствовать требованиям вашего продукта. А система давления прижима - пневматическая или гидравлическая - влияет на равномерность калибровки по краям.
Тянущие валы с резиновым покрытием и сервоприводным управлением скоростью. Скорость протяжки относительно выхода штампа определяет толщину листа через коэффициент вытяжки. Непостоянная скорость протяжки = непостоянная толщина. Период.
Системы обрезки кромок обрезают неровные края и, что очень важно, подают обрезки непосредственно в экструдер с помощью шлифовальной машины и пневматического конвейера. На линии шириной 1 500 мм обрезка кромок может представлять собой 5-8% от общей пропускной способности материала. Если вы не возвращаете его на место, вы выбрасываете деньги на ветер каждый час.
Тонкий лист (менее 1,5 мм) обычно сматывается в рулоны. Более толстый лист разрезается гильотиной и укладывается в штабель. Двухстанционные намотчики с автоматическим переключением необходимы для непрерывного производства - одностанционный намотчик означает остановку линии каждый раз, когда рулон заполняется.
Бета-измерительные или инфракрасные системы измерения толщины позволяют в режиме реального времени получать профили толщины в поперечном и машинном направлениях. Лучшие системы напрямую передают данные на автоматическую регулировку кромки штампа, создавая замкнутый контур управления, который поддерживает Допуск по толщине +/- 1% без вмешательства оператора.
Полное представление о том, как все эти компоненты работают вместе в рабочем процессе переработки в лист, можно получить здесь полное руководство по настройке экструзионной линии.
Расходы на электроэнергию в настоящее время составляют 25-35% от общих затрат на производство листа на большинстве рынков, по сравнению с примерно 18% всего пять лет назад. Машина, которую вы покупаете сегодня, фиксирует ваш профиль энергопотребления на ближайшее десятилетие. Это не то место, где можно срезать углы.
Сервогидравлические двигатели и сервомоторы с прямым приводом в значительной степени заменили традиционные двигатели переменного тока с редукторами в машинах премиум- и среднего класса. Экономия энергии реальна: 30-50% снижение энергопотребления по сравнению с обычными дисками, согласно данным отчеты Министерства энергетики США об эффективности производства. Сервоприводы также обеспечивают более точное управление скоростью, что напрямую улучшает качество листа.
Инфракрасные керамические ленточные нагреватели обеспечивают экономию энергии на 20-30% по сравнению с обычными слюдяными ленточными нагревателями. Изоляционные одеяла на бочках - недорогое дополнение, которое многие покупатели упускают из виду, - могут сэкономить еще 5-10%. Если производитель не предлагает изолированные бочки в качестве стандартного оборудования в 2026 году, задайтесь вопросом, насколько актуальны его разработки.
На охлаждение валков приходится значительное потребление воды и энергии. Системы замкнутого цикла с пластинчатыми теплообменниками и охлаждающими насосами с регулируемой скоростью снижают потребление воды до 60% по сравнению с системами с открытыми градирнями. В регионах с дефицитом воды это не является опцией - это нормативное требование.
В 2026 году произойдут значительные изменения: крупные владельцы брендов (например, Unilever, Nestle, P&G) теперь требуют минимального содержания вторичного сырья в упаковочном листе. Ваш экструдер должен работать со смолой, переработанной после потребителя (PCR), без ущерба для качества продукции. Это означает надежную фильтрацию расплава, улучшенную вентиляцию и конструкцию шнеков, допускающих более широкий диапазон вязкости. Машины, разработанные исключительно для переработки первичной смолы, становятся коммерчески ограниченными.
Модельный ряд оборудования JianTai отражает эту тенденцию - их машины разработаны с нуля для работы с переработанным сырьем, что дает им практическое преимущество для покупателей, внедряющих экологичность в свою производственную стратегию. Изучите их ассортимент оборудования для переработки пластмасс для получения более подробной информации о конфигурациях, готовых к переработке смолы.
Покупка машины - это первый шаг. Запуск ее на полную мощность - шаг второй, и он занимает больше времени, чем планируют большинство покупателей.
Типичная линия по производству листового материала среднего класса (90 мм экструдер, 1 200 мм фильера) требует приблизительно 25-30 метров в длину, 5-6 метров в ширину и 4,5 метра свободного пространства над головой.. Фундамент должен выдерживать вес машины (8 000-15 000 кг в зависимости от конфигурации) с антивибрационными прокладками. Требования к электроснабжению различны, но ожидается, что 150-300 кВА для линии среднего класса. Сжатый воздух под давлением 6-8 бар, охлаждающая вода температурой 10-15 градусов Цельсия и достаточная вентиляция для удаления дыма - обязательные условия.
Получите контрольный список подготовки площадки от производителя до вы подписываете заказ на покупку. Обнаружить, что высота потолка на 50 см слишком низкая после доставки машины, - дорогостоящая проблема.
Реалистичные сроки от поставки до начала стабильного производства:
Всего: С момента поставки до начала производства проходит 4-6 недель. Тот, кто обещает, что вы выйдете на полную мощность через неделю, либо слишком упрощает, либо никогда не вводил в эксплуатацию листовую линию.
Большинство известных производителей включают в стоимость покупки 1-2 недели обучения оператора на месте. Оно должно охватывать процедуры запуска/остановки, управление рецептами, основные способы устранения неисправностей и графики профилактического обслуживания. Что касается протоколов безопасности, специфичных для экструзионного оборудования, то здесь ресурс с рекомендациями по безопасности стоит изучить до того, как ваша команда приступит к работе.
Моя настоятельная рекомендация: отправьте вашего ведущего оператора на завод производителя для обучения до машина отгружается. Наблюдение за сборкой и испытанием машины способствует пониманию, которое не сможет повторить ни одно обучение на месте.
После десятков решений о покупке - некоторые из них были блестящими, некоторые болезненными - вот ошибки, которые стоят покупателям больше всего денег.
Покупайте только на основании требований к пропускной способности. Один производитель утверждает, что его 90-миллиметровый экструдер производит 400 кг/час. Возможно, так оно и есть - при работе с ПЭВД на максимальной скорости шнека, не заботясь о качестве листа. Запросите данные о производительности при заданной толщине листа, с использованием вашей смолы, с приемлемым уровнем качества. Реальная цифра может составлять 250 кг/час. Это не обман, это разница между максимальной механической мощностью и практической производственной мощностью.
Неразмерные приводные двигатели. Некоторые производители ставят меньшие двигатели, чтобы снизить цену. Во время демонстрации машина отлично работает с легкотекучей смолой. Поместите в нее высоковязкий HIPS или наполненный PP, и двигатель перегрузится. Настаивайте на том, чтобы узнать, какова продолжительность работы двигателя в режиме непрерывной нагрузки по отношению к максимальному крутящему моменту, требуемому для вашего самого требовательного материала.
Игнорирование географии послепродажной поддержки. Машина от производителя, у которого нет сервисных инженеров в радиусе 12 часов полета от вашего завода, означает многодневные остановки производства для решения любой проблемы, требующей практической поддержки. Учитывайте стоимость простоя - обычно $2,000-$10,000 в час для коммерческой листовой линии - и эта “более дешевая” машина быстро становится очень дорогой.
Пропуск заводских приемочных испытаний (FAT). Всегда - без исключения - настаивайте на проведении заводских приемочных испытаний, в ходе которых машина обрабатывает вашу реальную смолу в соответствии с вашими целевыми характеристиками. Поезжайте на предприятие производителя, чтобы стать свидетелем этого. Этот шаг предотвратит больше споров после поставки, чем любой пункт контракта.
Пренебрежение инвентаризацией запасных частей. Винтовые наконечники, нагревательные ленты, термопары, уплотнения и болты для регулировки кромки матрицы должны быть на вашей полке с первого дня. Термопара $15, вышедшая из строя в пятницу вечером, не должна останавливать производство в понедельник. Закажите вместе с машиной стартовый комплект запасных частей - большинство производителей предлагают их со скидкой, если они идут в комплекте с оборудованием.
Большинство листовых экструдеров производят листы из Толщина от 0,2 мм до 12 мм, Хотя практический диапазон зависит от конструкции штампа и последующего оборудования. Тонколистовой прокат (менее 1 мм) требует точных зазоров между охлаждающими валами и высокой скорости транспортировки. Толстый лист (более 6 мм) требует более низкой скорости линии и повышенной мощности охлаждения. Некоторые сверхмощные машины могут производить картон толщиной до 25-30 мм, но это специализированные конфигурации.
При правильном уходе и использовании неабразивных смол (PP, PE, PET), шнека из азотированной стали и бочки комплект длится 15 000-25 000 часов работы. Абразивные наполнители, такие как стекловолокно или карбонат кальция, сокращают этот срок службы до 5 000-10 000 часов. Биметаллические стволы и винты из инструментальной стали значительно продлевают срок службы в абразивных условиях, но стоят на 40-60% дороже.
Да, но с оговорками. Хорошо спроектированный одношнековый экструдер с барьерным шнеком общего назначения может перерабатывать ПП, ПЭ, ХИПС и АБС без изменения рецептуры. Для ПЭТ требуется другая геометрия шнека (меньшая степень сжатия) и осушитель с влагопоглотителем. ПВХ требует совершенно иной конструкции шнека, коррозионностойкой металлургии и специального температурного контроля. Не верьте ни одному поставщику, который утверждает, что один шнек одинаково хорошо справляется со всеми задачами.
Китайские производители: 45-90 дней. Тайваньский: 90-120 дней. Европейский: 6-9 месяцев. Эти данные являются усредненными на 2026 год и могут меняться в зависимости от уровня кастомизации и ограничений на поставку компонентов.
Листовые экструдеры используют плоские фильеры и стеки охлаждающих валков для производства жесткого или полужесткого материала толщиной, как правило, более 0,2 мм. Экструдеры для производства пленки используют либо выдувную пленку (круглая фильера с воздушным кольцом), либо литую пленку (плоская фильера с очень быстрым охлаждающим валом) для производства гибкого материала толщиной менее 0,2 мм. Конструкции шнеков экструдеров, геометрия фильер и оборудование для последующей обработки принципиально отличаются.
Маркировка CE является обязательным для европейских рынков и широко ожидается во всем мире. UL-листинг для североамериканских установок. ISO 9001 Сертификация производителя свидетельствует о наличии системы управления качеством. При производстве листов, контактирующих с пищевыми продуктами, убедитесь, что компоненты машины, контактирующие с расплавом, имеют следующие характеристики Соответствует требованиям FDA (как правило, из нержавеющей стали 304 или 316 для пищевых продуктов).
Вы провели исследование. Теперь пришло время воплотить эти знания в жизнь. Вот конкретный процесс перехода от оценки к покупке.
Ваш запрос на котировку должен включать, как минимум:
Подробный RFQ позволяет получить подробные предложения. Расплывчатый RFQ дает расплывчатые цены - и сюрпризы впоследствии.
Любой серьезный производитель предложит вам провести пробную партию на своем предприятии с использованием вашей смолы. Отправьте им 500-1000 кг вашего фактического производственного материала и укажите размеры листа, которые вам нужны. Во время испытаний документируйте все: фактическую производительность, потребление энергии (кВт/ч на кг), измерения толщины полотна в нескольких точках, качество поверхности и время перехода с одного продукта на другой, если это применимо. Эти данные станут эталоном для приемочных испытаний на заводе.
Постройте таблицу общей стоимости владения (TCO), включающую:
Если все это проанализировать, то окажется, что “самая дешевая” машина, указанная в листе с расценками, часто не является самой дешевой. А самая дорогая машина может обеспечить самую низкую стоимость килограмма готового листа за весь срок службы.
Прежде чем подписать заказ на покупку, убедитесь, что вы: Письменное подтверждение производительности при конкретных характеристиках смолы и листа. Условия заводских приемочных испытаний, оговоренные в контракте. Список запасных частей с фиксированными ценами на 24 месяца. Четкий график ввода в эксплуатацию с оговорками о штрафах за задержку. Гарантии времени реагирования сервисных инженеров в вашем регионе. Условия оплаты, привязанные к этапам (обычно 30% депозит, 30% перед отгрузкой, 30% после ввода в эксплуатацию, 10% после 30-дневного периода приемки).
Рынок экструзии листового пластика в 2026 году предлагает более мощные машины по более конкурентоспособным ценам, чем когда-либо прежде. Если вы хотите расширить производство упаковки, войти в цепочку поставок автомобилей или повысить ценность бизнеса по переработке отходов, то подходящий экструдер уже есть. Покупатели, которые добиваются наилучших результатов, вкладывают в процесс выбора столько же усилий, сколько и в саму машину. Начните составлять RFQ уже сегодня - и убедитесь, что в нем отражено все, что вы узнали здесь.


