Make some changes to the world environment
The machine you bought will bring you profits, but it will also indirectly change the world environment and give waste plastics a chance to be utilized.

Make some changes to the world environment

A plastic profile extrusion machine transforms raw polymer materials into continuous, custom-shaped profiles used in construction, automotive, medical, and consumer goods industries — and the global market for these machines is projected to exceed $8.2 billion by 2026. Whether you are scaling up an existing production facility or launching a new extrusion line, selecting the right machine determines your product quality, throughput, and long-term profitability. This comprehensive buyer’s guide covers every critical factor — from working principles and machine types to cost analysis, troubleshooting, and the latest 2026 technology trends — so you can make a confident, informed purchasing decision.
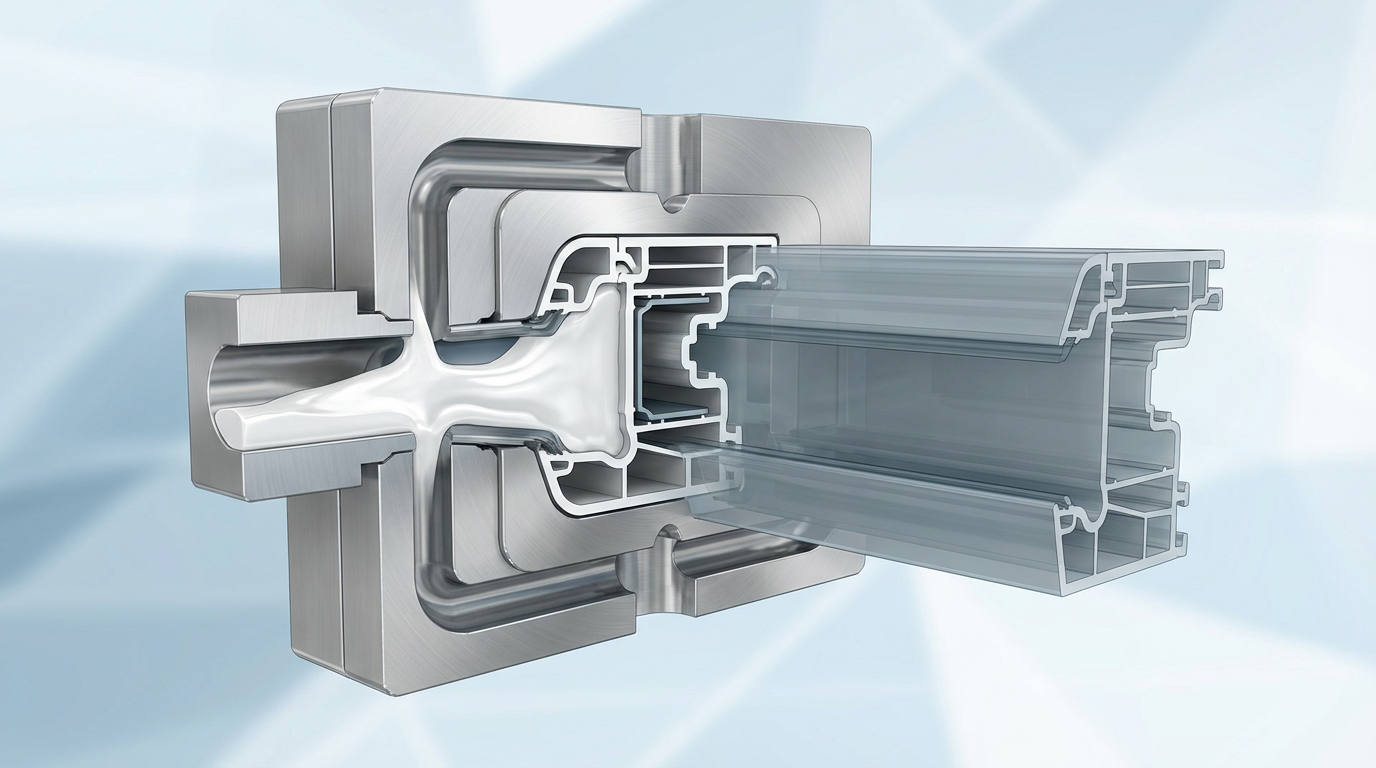
A plastic profile extrusion machine is a specialized manufacturing system that continuously forces molten thermoplastic material through a shaped die to produce profiles with a consistent cross-sectional geometry. Unlike injection molding, which creates discrete parts in a closed mold, profile extrusion generates continuous lengths of material — think window frames, cable channels, decorative trim, and medical tubing — that are then cut to the required size downstream.
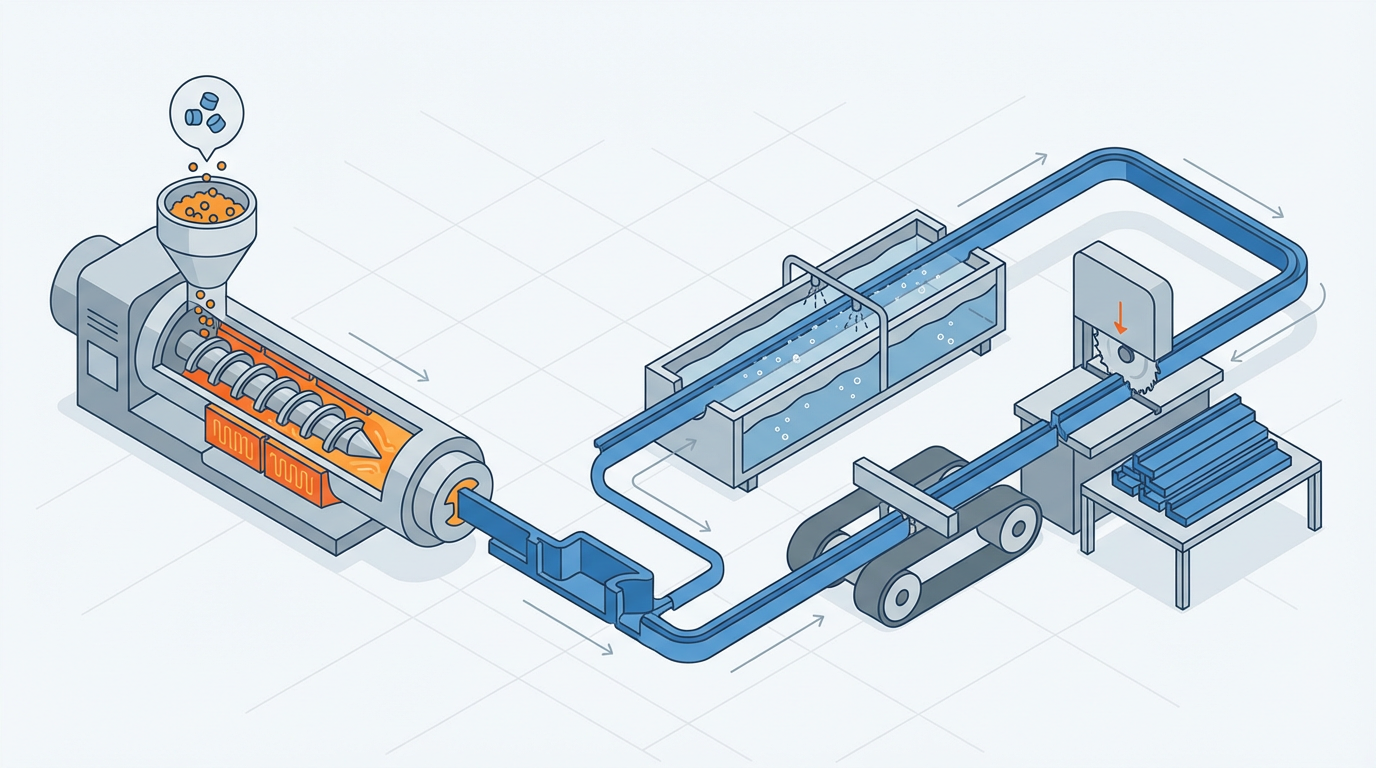
At its core, the machine relies on one fundamental principle: a rotating screw inside a heated barrel melts plastic pellets or granules, builds pressure, and pushes the homogeneous melt through a precision-engineered die opening. The extrudate exits the die in a semi-molten state, passes through a calibration and cooling section that locks in its final dimensions, and is pulled at a controlled speed by a haul-off unit before an automated cutter produces finished pieces.
Profile extrusion machines differ from standard sheet or film extrusion lines primarily in their die design and downstream calibration equipment. Because profiles can feature complex hollow sections, multi-chamber geometries, and tight dimensional tolerances, the calibration stage is far more critical. Vacuum calibration tanks, spray cooling baths, and precision sizing sleeves all work together to ensure the profile matches design specifications within fractions of a millimeter.
Key Takeaway: A plastic profile extrusion machine is purpose-built for producing continuous, custom-shaped plastic profiles. Its value lies in delivering high-volume, dimensionally consistent output at relatively low per-unit cost — making it indispensable for industries ranging from construction to healthcare.
In our experience working with recycling-grade feedstocks, we have found that modern profile extrusion machines can also process recycled plastic materials effectively when the line is configured with proper filtration and degassing systems. This capability is increasingly important as manufacturers face stricter sustainability mandates heading into 2026.
Understanding the step-by-step extrusion process helps buyers evaluate which machine configurations match their production requirements. While the basic principle is straightforward — melt plastic, push it through a die, cool and cut — the details at each stage directly impact product quality, throughput, and waste rates.
The process begins with raw material in pellet, granule, or powder form being loaded into a hopper mounted above the extruder barrel. For many profile applications, the feedstock includes additives such as stabilizers, colorants, fillers, and impact modifiers that are pre-blended or dosed via gravimetric feeders. Consistent feeding is critical: even minor fluctuations in material supply cause density variations and dimensional inconsistencies in the finished profile.
When working with recycled plastics, a pre-drying step is often necessary to remove residual moisture that would otherwise cause bubbles and surface defects. Facilities that run plastic extrusion machines for recycling typically integrate dehumidifying dryers directly into the feed system.
Once inside the barrel, the rotating screw conveys the material forward through three functional zones:
Barrel temperatures are precisely controlled in multiple zones, typically ranging from 160 to 220 degrees Celsius for PVC profiles and up to 260 degrees Celsius for engineering plastics like polycarbonate. The screw speed, usually measured in RPM, directly controls output rate and must be balanced against melt quality.
The homogeneous melt enters the extrusion die — a precision-machined steel tool that shapes the polymer flow into the desired cross-sectional profile. Die design is arguably the most specialized aspect of profile extrusion. Engineers must account for:
Immediately after exiting the die, the still-soft extrudate enters a vacuum calibration tank. Internal vacuum pressure pulls the profile against precision-machined sizing sleeves, locking in the exact dimensions. Simultaneously, water cooling solidifies the outer skin of the profile. For complex hollow profiles, multiple calibration stages may be required.
A caterpillar or belt-type haul-off unit grips the cooled profile and pulls it at a constant, precisely controlled speed. This speed must match the extruder output exactly — too fast causes stretching and thinning, too slow causes buckling. Finally, an automated saw or guillotine cutter trims the profile to specified lengths, and a stacking or collection system organizes the finished pieces.
Simplified Process Flow: Hopper Feeding → Screw Melting & Homogenization → Die Shaping → Vacuum Calibration & Cooling → Haul-Off → Cutting → Stacking/Collection
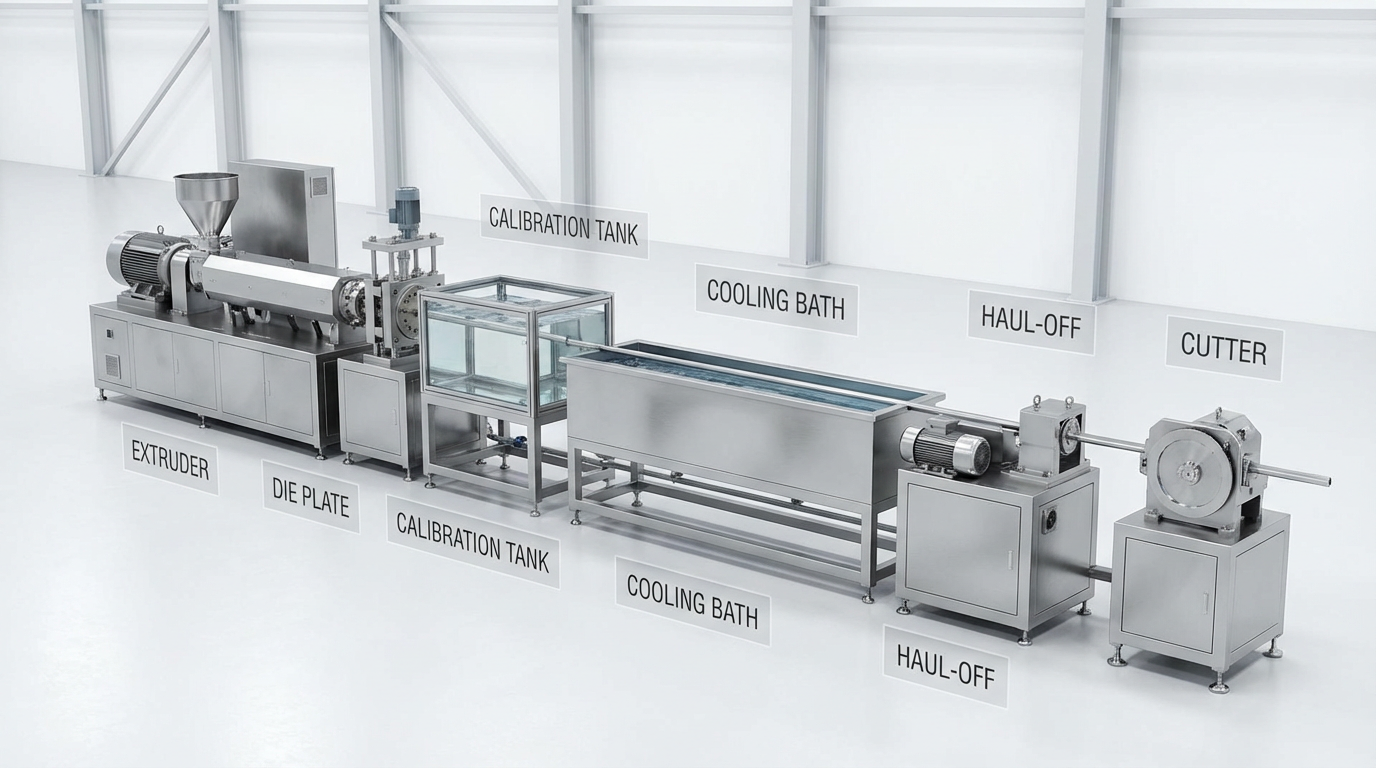
A complete profile extrusion line is not a single machine — it is an integrated system of specialized components that must work in harmony. Understanding each component helps buyers identify where to invest in quality and where cost savings are possible without compromising output.
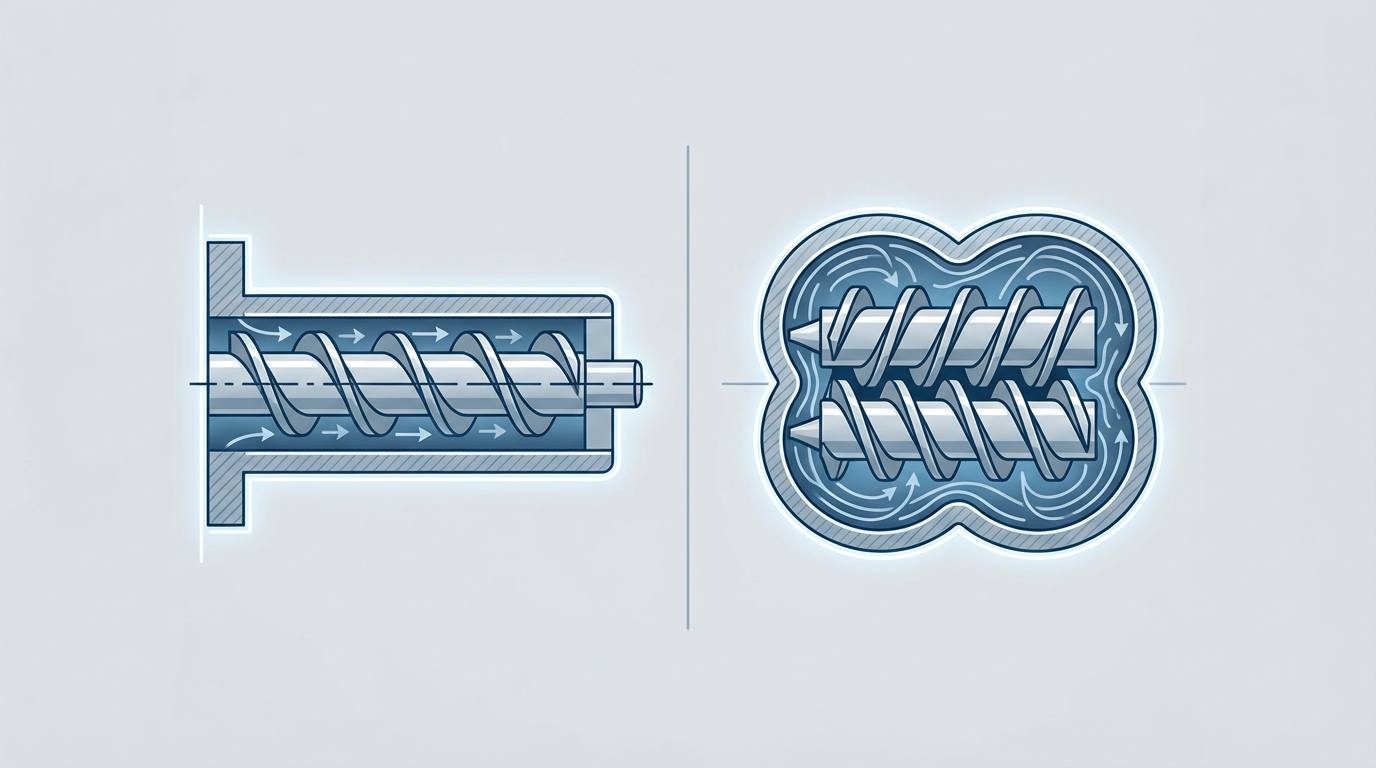
The extruder is the heart of the line. Single-screw extruders are simpler, less expensive, and well-suited for processing pre-compounded materials like PE, PP, and ABS pellets. Twin-screw extruders — particularly counter-rotating conical twin-screw designs — excel at processing PVC powder blends directly, offering superior mixing, degassing, and temperature control. In 2026, approximately 65% of PVC profile extrusion lines worldwide use twin-screw extruders, according to industry data from Plastics Today.
The die determines the profile shape and is custom-manufactured for each product. High-quality dies are machined from hardened tool steel (often H13 or equivalent) with polished flow channels. A well-designed die can last 5 to 10 years with proper maintenance, though complex profiles with thin walls or multiple chambers require more frequent inspection.
This component applies external vacuum and water cooling to size and solidify the profile. Tanks are typically constructed from stainless steel and feature adjustable vacuum zones. For longer profiles or thicker walls, multiple calibration tanks may be arranged in series.
After initial calibration, additional cooling is often needed to fully solidify the profile core. Spray cooling tanks or immersion baths bring the profile temperature down to near-ambient levels before it reaches the haul-off.
The haul-off provides the pulling force and speed control that determines profile dimensions and surface quality. Modern servo-driven haul-offs offer speed accuracy within plus or minus 0.1%, which is essential for maintaining tight tolerances on high-precision profiles.
Depending on the profile material and geometry, cutting systems include planetary saws (for PVC), flying saws (for continuous cutting without stopping the line), and guillotine cutters (for softer materials). Dust extraction and chip collection are integrated for clean operation.
A centralized PLC or HMI-based control system coordinates all line components. In 2026, advanced lines feature touchscreen interfaces with recipe storage, real-time process monitoring, and remote diagnostics capability.
| Component | Primary Function | Key Specification to Watch |
|---|---|---|
| Extruder | Melting and conveying plastic | Screw diameter, L/D ratio, motor power |
| Die | Shaping the profile cross-section | Material grade, flow channel design |
| Vacuum Calibration Tank | Sizing and initial cooling | Vacuum capacity, tank length |
| Cooling Bath | Full solidification | Cooling water temperature, flow rate |
| Haul-Off | Pulling profile at constant speed | Speed accuracy, clamping force |
| Cutter | Cutting profile to length | Cut accuracy, cycle time |
| Control System | Line coordination and monitoring | PLC brand, HMI features, IoT connectivity |
Not all profile extrusion machines are created equal. The right type depends on your target material, profile complexity, production volume, and budget. Here is a breakdown of the four main categories dominating the market in 2026.
Single-screw machines remain the workhorse for processing pre-compounded thermoplastics including PE, PP, ABS, and PMMA. They offer a lower purchase price, simpler maintenance, and reliable performance for straightforward profile geometries. Typical screw diameters range from 30 mm to 150 mm, with L/D ratios between 25:1 and 36:1.
Best suited for: Simple solid profiles, edge banding, cable conduit, and decorative trim made from pre-compounded pellets.
Counter-rotating conical twin-screw extruders dominate PVC profile extrusion — the largest segment of the profile market. Their superior mixing capability allows direct processing of PVC dry-blend powder, eliminating the need for a separate compounding step. Parallel co-rotating twin-screw extruders are used for specialty compounds and filled materials.
Best suited for: PVC window profiles, door frames, cable trunking, WPC (wood-plastic composite) decking profiles, and any application requiring in-line compounding.
Co-extrusion lines use two or more extruders feeding into a single die to produce profiles with multiple material layers. A common example is a PVC window profile with a weather-resistant ASA or PMMA cap layer for UV protection. Co-extrusion adds complexity and cost but delivers significant performance advantages.
Best suited for: Multi-layer profiles requiring different material properties on the surface versus the core, such as colored cap layers, recycled-core profiles, and soft-touch sealing strips.
These specialized machines produce very small cross-section profiles — often with dimensions under 5 mm — for medical tubing, fiber optic conduit, and precision industrial applications. They feature miniaturized screws, ultra-precise temperature control, and high-resolution haul-off systems.
Best suited for: Medical catheters, micro-tubing, optical fiber buffer tubes, and precision sealing gaskets.
Buyer Tip: If you plan to process recycled plastic alongside virgin material, look for twin-screw extruders with enhanced degassing ports and melt filtration. This configuration handles the inconsistencies inherent in recycled feedstock far better than a basic single-screw setup. For more on recycling-grade extrusion, see our guide on plastic extrusion equipment picks.
Material selection is one of the first decisions in any profile extrusion project, and it directly influences machine configuration, processing parameters, and final product performance. Here are the materials that dominate profile extrusion in 2026.
PVC accounts for the largest share of extruded profiles worldwide — estimated at over 50% of total profile extrusion output. Its popularity stems from excellent rigidity, fire resistance, weatherability, and low cost. Both rigid PVC (uPVC) for window frames and flexible PVC for sealing strips are widely extruded. PVC is typically processed on conical twin-screw extruders at temperatures between 160 and 200 degrees Celsius.
ABS delivers a strong balance of impact resistance, surface finish quality, and dimensional stability. It is commonly used for automotive trim, appliance profiles, and furniture edging. ABS processes well on single-screw extruders and requires pre-drying to below 0.05% moisture content.
Both polyolefins are lightweight, chemically resistant, and cost-effective. PE profiles appear in cable protection, agricultural applications, and packaging. PP is favored for profiles requiring higher temperature resistance. These materials are straightforward to extrude on single-screw machines, and recycled PE and PP grades are increasingly available from plastic pelletizing operations.
Polycarbonate profiles offer exceptional transparency, impact strength, and heat resistance. Applications include LED light diffuser covers, safety glazing channels, and electronic enclosures. PC requires higher processing temperatures (around 260 to 300 degrees Celsius) and thorough pre-drying.
WPC combines wood fiber or flour with thermoplastic (usually PE or PVC) to create profiles that mimic the appearance of natural wood while offering superior moisture resistance and durability. WPC profile extrusion has seen double-digit growth in the decking and cladding markets, driven by sustainability trends. Processing WPC demands robust twin-screw extruders with high torque capacity.
| Material | Typical Processing Temp | Recommended Extruder Type | Common Applications |
|---|---|---|---|
| PVC (rigid) | 160-200 C | Conical twin-screw | Window frames, cable trunking |
| ABS | 200-240 C | Single-screw | Automotive trim, furniture edging |
| PE | 160-230 C | Single-screw | Cable conduit, agricultural profiles |
| PP | 200-250 C | Single-screw | Packaging profiles, lab equipment |
| PC | 260-300 C | Single-screw (vented) | LED diffusers, safety glazing |
| WPC | 160-190 C | Parallel twin-screw | Decking, cladding, fencing |
Extruded plastic profiles are everywhere — often in places you would not immediately notice. The versatility of the extrusion process, combined with the wide range of available polymers, makes profile extrusion relevant to virtually every manufacturing sector. Here are the major application areas driving demand in 2026.
This is the single largest market for extruded profiles. PVC window and door systems, cable trunking, skirting boards, rainwater gutters, corner protectors, and decorative moldings are all produced via profile extrusion. The global push toward energy-efficient buildings has increased demand for multi-chamber insulated window profiles, which require sophisticated co-extrusion technology.
Automotive manufacturers use extruded profiles for weather seals, door edge guards, dashboard trim, cable management channels, and bumper inserts. The shift toward electric vehicles is creating new demand for lightweight extruded profiles that replace heavier metal components.
Cable conduit, wire trunking, LED lighting channels, and connector housings are commonly extruded. The ongoing expansion of data center infrastructure and renewable energy installations continues to drive demand for flame-retardant cable management profiles.
Medical-grade profile extrusion produces tubing, catheter components, drainage channels, and device housings from materials like medical PVC, TPU, and silicone. This sector demands the highest levels of precision, cleanliness, and material traceability.
Edge banding, shelf trim, handle profiles, drawer slides, and decorative strips are mass-produced through profile extrusion. Customization options including surface textures, co-extruded colors, and wood-grain finishes are increasingly popular in 2026.
Greenhouse profiles, irrigation channel covers, fencing components, and animal enclosure trim are cost-effectively produced via extrusion. UV-stabilized PE and PP formulations ensure long outdoor service life.
2026 Industry Trend: According to Grand View Research, the global plastic extrusion market is expected to grow at a CAGR of 4.7% through 2030, with construction and automotive segments leading demand. Sustainability regulations are also pushing manufacturers toward profiles incorporating recycled content — a trend that directly impacts machine specifications and material handling requirements.
Choosing the wrong extrusion machine is an expensive mistake that can take years to recover from. We have seen facilities invest heavily in oversized lines that sit idle at 40% capacity, and others purchase budget machines that cannot maintain the tolerances their customers demand. Here is a practical, experience-based checklist for making the right choice.
Before contacting any manufacturer, document these specifications:
As discussed earlier, PVC powder blends demand twin-screw extruders, while pre-compounded PE, PP, and ABS work well on single-screw machines. Choosing the wrong extruder type for your material results in poor melt quality, excessive scrap, and shortened equipment life.
Extruder output is primarily determined by screw diameter and motor power. A 65 mm conical twin-screw might deliver 150 to 250 kg/hr of PVC, while a 92 mm machine can reach 400+ kg/hr. Size your machine for your projected demand over the next 3-5 years, not just today’s orders. Oversizing by 20-30% provides growth headroom without excessive capital expenditure.
Modern extrusion lines offer varying degrees of automation:
Higher automation reduces labor costs and improves consistency but increases the initial investment. For high-volume, tight-tolerance applications, the payback on automation is typically under 2 years.
Energy is one of the largest ongoing costs in extrusion. Look for machines with high-efficiency servo motors, infrared or induction barrel heating, and insulated barrels. A modern energy-efficient line can consume 15-25% less electricity than a conventional design — savings that compound significantly over the machine’s 15-20 year lifespan.
A machine is only as good as the support behind it. Evaluate:
Pro Tip: Request references from existing customers running similar profiles on the machine you are considering. A 30-minute conversation with an actual user reveals more about real-world performance than any sales brochure.
The profile extrusion industry is evolving rapidly, driven by digitalization, sustainability mandates, and the demand for higher precision at lower operating costs. Here are the technology trends reshaping the sector in 2026.
Artificial intelligence is moving from buzzword to practical tool in extrusion. AI algorithms analyze real-time sensor data — melt pressure, temperature, haul-off speed, profile dimensions — and automatically adjust process parameters to maintain optimal quality. Early adopters report scrap rate reductions of 30-50% and faster startup times when switching between profile recipes.
Internet of Things connectivity allows plant managers and machine manufacturers to monitor line performance from anywhere in the world. Dashboards display OEE (Overall Equipment Effectiveness), energy consumption per kilogram, and predictive maintenance alerts. This is particularly valuable for manufacturers operating multiple extrusion lines across different facilities.
Servo motors have largely replaced hydraulic and pneumatic drives in modern haul-off and cutting units. The benefits include higher speed accuracy, lower energy consumption, reduced maintenance, and quieter operation. Servo-driven flying saws enable cutting without stopping the line, maximizing throughput.
Infrared barrel heaters and induction heating systems are replacing traditional resistance band heaters. These technologies deliver heat more efficiently, reduce warm-up times, and provide more precise temperature control. Combined with insulating barrel jackets, total heating energy consumption can drop by 20-40%.
Driven by Extended Producer Responsibility (EPR) legislation and circular economy goals, more profile manufacturers are incorporating post-consumer and post-industrial recycled content. Modern extrusion lines accommodate this through enhanced melt filtration, multi-stage degassing, and co-extrusion systems that place recycled material in the core while maintaining a virgin-quality surface layer. Understanding the complete plastic extrusion process is essential for optimizing recycled content integration.
Digital twin simulations allow engineers to model the entire extrusion process virtually before cutting steel for a new die or commissioning a new line. This reduces die development time and cost, minimizes trial-and-error on the factory floor, and accelerates time-to-market for new profile designs.
The quality of your extrusion machine depends heavily on the manufacturer behind it. In 2026, the market includes established European brands, competitive Chinese manufacturers, and specialized niche players. Here is how to evaluate them.
Several manufacturers have built strong reputations for profile extrusion technology:
Beyond brand recognition, use these criteria to make a shortlist:
For a broader overview of leading machinery suppliers in the Chinese market, our roundup of top plastic recycling machine manufacturers in China provides additional context on companies that also offer profile extrusion solutions.
Buyer Insight: In our experience, the “best” manufacturer is not always the most expensive one. We have seen mid-range Chinese manufacturers deliver excellent machines when the buyer specifies requirements clearly and conducts thorough factory audits. The key is matching the manufacturer’s strengths to your specific production needs rather than simply chasing brand prestige.
Pricing for plastic profile extrusion machines varies enormously depending on configuration, capacity, automation level, and manufacturer origin. Understanding the cost landscape helps you budget accurately and avoid overpaying — or underinvesting.
| Machine Category | Typical Price Range (USD) | Output Capacity |
|---|---|---|
| Small single-screw line (30-45 mm) | $25,000 – $60,000 | 20-80 kg/hr |
| Mid-range single-screw line (50-75 mm) | $60,000 – $150,000 | 80-200 kg/hr |
| Conical twin-screw PVC line (55-65 mm) | $80,000 – $200,000 | 150-300 kg/hr |
| Large twin-screw PVC line (80-92 mm) | $180,000 – $400,000 | 300-600 kg/hr |
| Co-extrusion system (2-3 extruders) | $200,000 – $600,000+ | Varies by configuration |
| Micro-profile extrusion line | $50,000 – $180,000 | 5-50 kg/hr |
Note: These prices represent the complete downstream line (extruder, die, calibration, cooling, haul-off, cutter, and control system). Die tooling is often quoted separately and can range from $3,000 to $30,000+ depending on profile complexity.
The purchase price is only part of the equation. Smart buyers evaluate total cost of ownership (TCO) over the machine’s expected lifespan:
Cost-Saving Tip: Consider machines designed to process recycled plastic feedstock alongside virgin material. The price differential between virgin and quality recycled pellets can be 30-50%, offering substantial raw material savings. Check the economics of recycled plastic to understand the financial opportunity.
Even well-configured extrusion lines encounter problems. Knowing how to diagnose and resolve common issues quickly minimizes downtime, scrap, and customer complaints. Here are the most frequent profile extrusion defects and their practical solutions.
Possible causes:
Solutions: Increase barrel temperature in the metering zone by 5-10 degrees Celsius increments. Verify feedstock moisture levels and add pre-drying if needed. Inspect and polish die flow surfaces. Install or upgrade the melt screen pack.
Possible causes:
Solutions: Adjust die flow restrictors or choker bars to balance material flow. Check and recalibrate barrel and die zone heaters. Realign calibration sleeves and vacuum tank. Verify haul-off servo drive performance and belt/pad condition.
Possible causes:
Solutions: Increase melt temperature to reduce elasticity. Reduce screw speed to lower shear rate. Use a die with longer land length. Adjust vacuum calibration to compensate for swell.
Possible causes:
Solutions: Optimize cooling water distribution in the calibration tank. Extend calibration length to ensure complete solidification. Check haul-off belt alignment and pressure. For asymmetric profiles, consider post-extrusion annealing.
Possible causes:
Solutions: Calibrate the gravimetric dosing system. Increase screw speed slightly to improve mixing (while monitoring melt temperature). Verify temperature stability across all barrel zones. Perform thorough purging between color changes.
Troubleshooting Best Practice: Change only one variable at a time when diagnosing extrusion problems. Adjusting multiple parameters simultaneously makes it impossible to identify the root cause and often creates new issues.
A well-maintained profile extrusion line can operate productively for 15 to 25 years. Neglected machines, on the other hand, suffer from declining output quality, increasing energy consumption, and eventual catastrophic failures that can cost tens of thousands of dollars in emergency repairs and lost production.
| Component | Typical Lifespan | Replacement Indicator |
|---|---|---|
| Screw and barrel | 3-7 years (material dependent) | Output drop, increased energy consumption |
| Heater bands | 2-4 years | Resistance deviation, hot spots |
| Thermocouples | 1-2 years | Slow response, reading drift |
| Haul-off belts/pads | 6-12 months | Visible wear, slipping, marking on profile |
| Vacuum pump vanes | 1-2 years | Reduced vacuum level |
| Gearbox oil | Annual change | Oil analysis results |
Maintenance Insight: We have found that facilities with documented maintenance schedules and trained operators consistently achieve 20-30% longer equipment lifespan and 40-60% fewer unplanned shutdowns compared to those that operate on a “fix it when it breaks” philosophy. The upfront investment in preventive maintenance pays for itself many times over.
Both processes use extruders to push molten plastic through a die, but the key differences lie in the die design and downstream equipment. Pipe extrusion produces round, typically hollow cross-sections using annular dies with internal mandrels and sizing through external vacuum or internal pressure. Profile extrusion produces non-circular, often complex cross-sections — including irregular shapes with multiple chambers, channels, and varying wall thicknesses — using flat or shaped dies with vacuum calibration sizing. Profile extrusion generally requires more sophisticated die design and calibration tooling due to the geometric complexity.
Yes, a single extruder can produce different profiles by changing the die and calibration tooling. This is standard practice in most profile extrusion facilities. However, each die change requires a setup period — typically 1 to 4 hours depending on profile complexity — for die installation, temperature stabilization, and process optimization. The extruder itself, haul-off, and cutter are generally universal, while the die and calibration tools are profile-specific.
Production speed varies widely depending on the profile size, material, and wall thickness. Typical ranges include:
Output in kilograms per hour is often a more meaningful metric than line speed, as it accounts for profile weight per meter.
A well-manufactured extrusion die made from quality tool steel (H13 or equivalent) can last 5 to 10 years in continuous production with proper maintenance. Factors that shorten die life include processing abrasive filled materials (glass fiber, mineral fillers), running at excessively high temperatures, and inadequate cleaning. Regular polishing and inspection can significantly extend die service life.
Absolutely. Modern profile extrusion lines can process recycled plastics effectively, provided the machine is equipped with appropriate melt filtration, degassing capability, and the feedstock is properly prepared (washed, dried, and pelletized). Co-extrusion technology allows manufacturers to use recycled material in the profile core while maintaining a virgin-quality surface — achieving both sustainability goals and product quality standards.
Most die manufacturers do not impose a minimum order quantity for custom dies — you can order a single die for a new profile design. However, the die cost (typically $3,000 to $30,000+) must be amortized over production volume, so very low-volume profiles may not be economically viable unless the per-unit selling price supports the tooling investment.
Purchasing a plastic profile extrusion machine is one of the most consequential capital investments a plastics manufacturer can make. The machine you choose will define your production capabilities, product quality ceiling, operating costs, and competitive positioning for the next decade or more.
Here are the core takeaways from this guide:
The profile extrusion landscape in 2026 offers more options, better technology, and stronger sustainability integration than ever before. Whether you are producing PVC window systems, automotive trim, medical tubing, or WPC decking, the right machine — properly specified, well-maintained, and expertly operated — will deliver reliable returns for years to come.
Ready to take the next step? Request detailed quotations from at least three qualified manufacturers, specify your exact profile and material requirements, and arrange factory visits or video demonstrations before making your final decision. If you are exploring machines that also support recycled plastic processing, our definitive guide to plastic recycling machines provides additional insights to help you build a sustainable, profitable production line.


