Apportare alcune modifiche all'ambiente mondiale
La macchina che avete acquistato vi porterà profitti, ma cambierà anche indirettamente l'ambiente mondiale e darà la possibilità di utilizzare i rifiuti plastici.

Apportare alcune modifiche all'ambiente mondiale

Il mercato globale delle lastre di plastica è destinato a superare $45 miliardi entro il 2028, e la macchina che sceglierete per produrre quelle lastre determinerà se riuscirete a catturare il margine di guadagno o a ridurlo. Questa guida all'acquisto illustra le specifiche esatte, i confronti tra i marchi e le strategie di approvvigionamento necessarie per investire nella giusta macchina estrusore per lastre di plastica nel 2026, sia che stiate lanciando una nuova linea sia che stiate aggiornando le attrezzature obsolete.
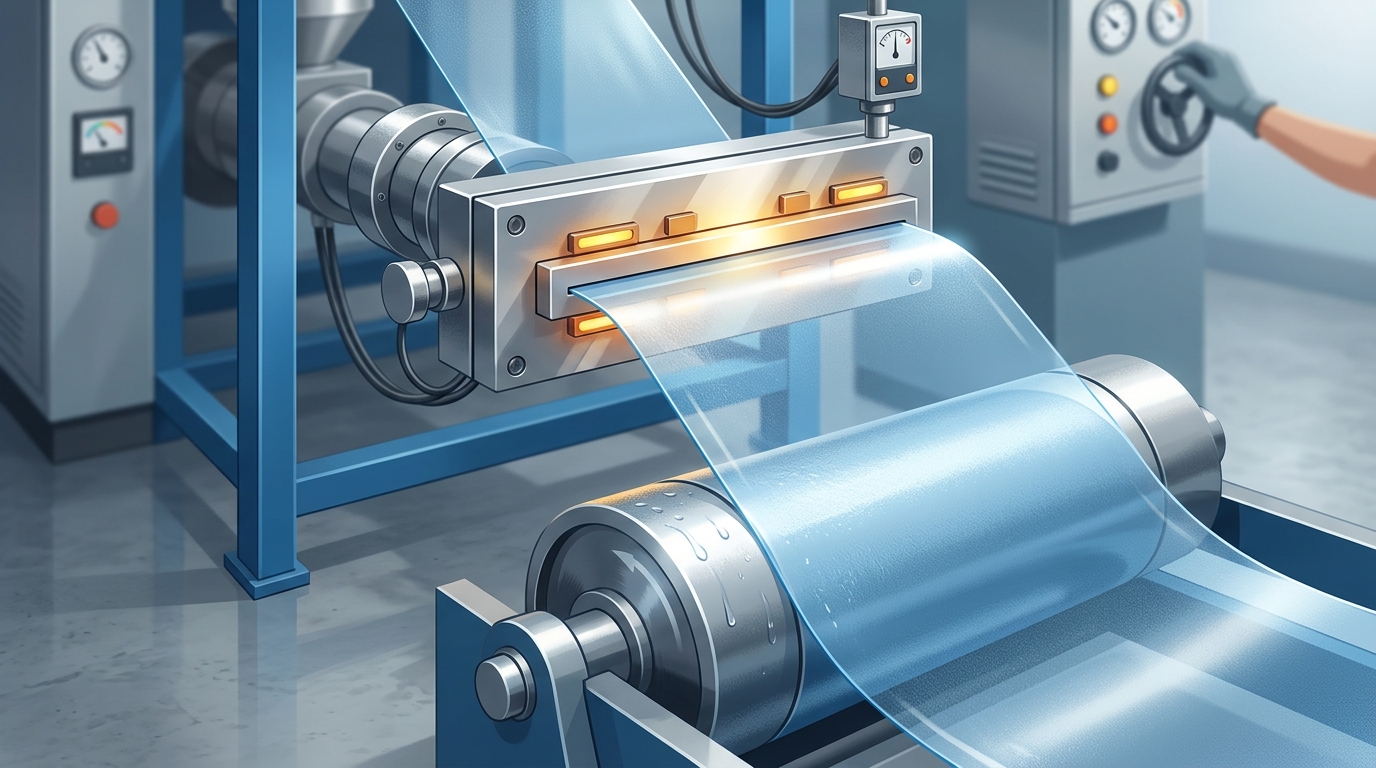
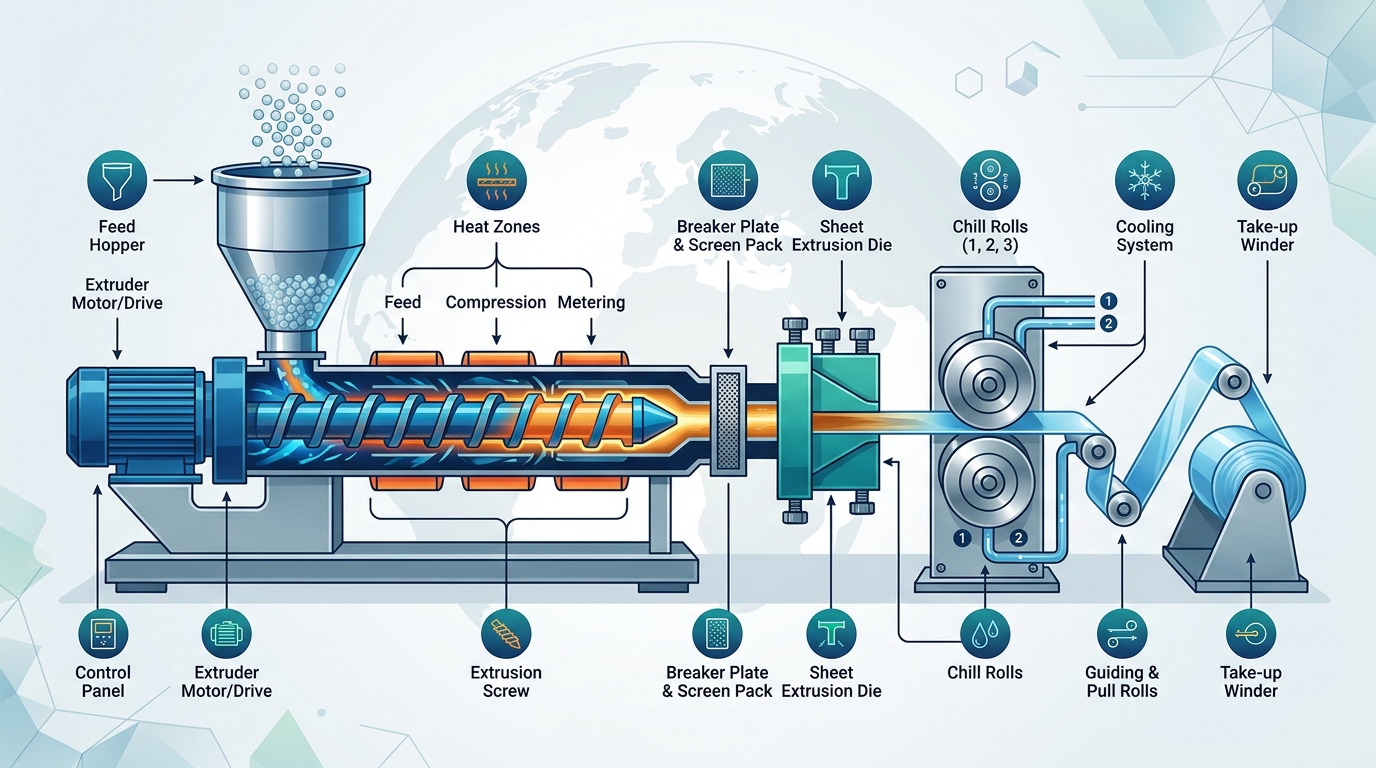
Una macchina estrusore di lastre di plastica fonde la resina polimerica - pellet, scaglie o rimacinato - e forza il materiale fuso attraverso una matrice piatta per produrre lastre continue di spessore uniforme. Il foglio passa poi attraverso una serie di rulli di raffreddamento a temperatura controllata, viene tagliato in larghezza e avvolto in rotoli o tagliato in pannelli piatti. Questo è il processo principale. La complessità sta nel farlo in modo costante, ora dopo ora, con tolleranze di spessore ridotte e scarti minimi.
Queste macchine trattano un'ampia gamma di materiali termoplastici. PP e PE dominano le applicazioni di imballaggio. PET è il punto di riferimento per le vaschette termoformate per alimenti. PVC serve la costruzione e la segnaletica. ABS e HIPS coprono i pannelli interni delle automobili, gli alloggiamenti degli elettrodomestici e gli espositori dei punti vendita. Se si lavorano resine riciclate - e nel 2026 la maggior parte degli acquirenti le prenderà almeno in considerazione - la capacità dell'estrusore di gestire un indice di flusso di fusione variabile diventa fondamentale. Per uno sguardo più approfondito su come i materiali riciclati si integrano nei flussi di lavoro dell'estrusione, vedere questo articolo guida alle macchine per l'estrusione di rifiuti in plastica.
Chi acquista effettivamente queste macchine? L'elenco è più lungo di quanto si pensi:
La decisione di acquisto non riguarda solo l'estrusore in sé. Si tratta dell'intera linea e del costo totale per chilogrammo di lastra finita che si otterrà in un ciclo di vita di 10 anni.
Prima di addentrarci nei dettagli tecnici, ecco un confronto istantaneo di configurazioni rappresentative di estrusori per lastre in diversi livelli di capacità. Queste cifre riflettono i prezzi del mercato 2026 delle principali regioni di produzione e intendono fornire un quadro di partenza realistico, senza sostituire le quotazioni effettive dei fornitori.
| Livello di configurazione | Diametro della vite (mm) | Rapporto L/D | Potenza del motore (kW) | Larghezza massima del foglio (mm) | Produzione (kg/ora) | Applicazione più adatta | Intervallo di prezzo indicativo (USD) |
|---|---|---|---|---|---|---|---|
| Vite singola entry-level | 65 | 30:1 | 37 | 800 | 80-120 | Segnaletica in piccola serie, prototipazione | $35,000–$55,000 |
| Vite singola di fascia media | 90 | 33:1 | 75 | 1,200 | 200-350 | Foglio di termoformatura per imballaggio | $70,000–$120,000 |
| Vite singola ad alta produttività | 120 | 33:1 | 160 | 1,500 | 400-600 | Vaschette per alimenti in PP/PS per grandi volumi | $130,000–$200,000 |
| Vite singola Premium | 150 | 36:1 | 250 | 2,000 | 600-900 | PET a banda larga, pannelli per autoveicoli | $220,000–$350,000 |
| Co-estrusione (A/B/A) | 90+65+90 | 33:1 | 75+37+75 | 1,500 | 350-500 | Foglio barriera multistrato | $180,000–$300,000 |
| Vite doppia (parallela) | 75 | 40:1 | 90 | 1,200 | 250-400 | Foglio riempito/compresso, WPC | $150,000–$250,000 |
| Industriale per impieghi gravosi | 150 | 36:1 | 315 | 2,500 | 800-1,200 | Pannello da costruzione, pannello spesso | $350,000–$550,000 |
Da questi dati emergono alcune cose. Il prezzo per chilogrammo di produzione diminuisce significativamente quando si passa dalle macchine entry-level a quelle di fascia media. Ma una volta entrati nel territorio premium, si paga la precisione - tolleranze di spessore più strette, migliore finitura superficiale e maggiore automazione - e non solo la produzione grezza. Questa distinzione è importante quando il cliente finale è un marchio di prodotti alimentari. Consistenza del calibro +/- 0,02 mm rispetto a un fornitore di costruzioni che accetta +/- 0,1 mm.
Le linee di co-estrusione meritano un'attenzione particolare. Se state producendo imballaggi barriera o avete bisogno di una struttura con anima riciclata e pelle vergine (sempre più comune nel 2026 a causa di Regolamenti UE sugli imballaggi), il premio iniziale si ripaga da solo grazie ai risparmi sui costi dei materiali e all'accesso al mercato.
Le schede tecniche dei produttori possono essere un'esperienza travolgente. Ecco quali sono gli elementi che realmente spostano l'ago della bilancia sulla qualità della produzione e sui costi operativi.
La vite è il cuore di ogni estrusore. Per le applicazioni in lastra, si desidera un rapporto L/D di almeno 30:1, con 33:1-36:1 come punto di forza per la maggior parte dei materiali termoplastici. Le viti più lunghe offrono alla resina un tempo di permanenza maggiore per una fusione e un'omogeneizzazione complete, che si traducono direttamente in un minor numero di gel e in una migliore chiarezza ottica della lastra finita.
Le viti a barriera superano le viti dosatrici convenzionali per l'estrusione di lastre in quasi tutti gli scenari. Separano il letto solido dal bagno di fusione, impedendo alle particelle non fuse di raggiungere la matrice. Se un fornitore vi propone una semplice vite dosatrice per la produzione di lastre di PET, è un segnale di allarme.
Per una ripartizione completa dei tipi di vite e delle configurazioni del cilindro, consultare questo documento Guida alle parti e alle funzioni della macchina estrusore.
La matrice piatta determina la larghezza massima della lastra e, soprattutto, l'uniformità dello spessore trasversale. Cercate stampi con regolazione del flex-lip o della barra di restrizione. Le viti a labbro manuali vanno bene per le produzioni in cui si cambia spessore di rado. I sistemi automatici di avvitatura (termici o servo-attuati) valgono il sovrapprezzo se si eseguono più SKU per turno.
Uniformità del gap dello stampo di +/- 0,01 mm su tutta la larghezza è il punto di riferimento per gli stampi di qualità dei produttori europei e taiwanesi. Gli stampi più economici possono avere un valore di +/- 0,05 mm e la variazione aumenta una volta che la lastra passa sui rulli di raffreddamento.
Le pile a tre rulli sono standard. Il diametro del rullo, la finitura superficiale (lucidatura a specchio o opaca) e la precisione del controllo della temperatura influiscono sulla qualità della lastra. Per il PET e le lastre di grado ottico, sono necessarie bobine con Controllo della temperatura per singola zona preciso a +/- 0,5 gradi Celsius. Se non è così, si vedranno variazioni di foschia in tutto il web.
È qui che gli acquirenti esperti si distinguono dai nuovi arrivati. Chiedete di dati di produzione effettivi, non le specifiche del catalogo. Una macchina che nella brochure dichiara una tolleranza di spessore di +/- 2% potrebbe fornire +/- 5% con la vostra specifica resina alla velocità di linea desiderata. Insistete per vedere i dati di prova con lo stesso polimero che intendete lavorare.
Nel 2026, anche le macchine di fascia media dovrebbero includere un controllo basato su PLC con HMI touchscreen, profilazione automatica della temperatura e dosaggio gravimetrico minimo per l'alimentatore principale. La gestione completa delle ricette, che consente di memorizzare e richiamare le impostazioni per i diversi prodotti, consente di risparmiare ore di tempo per la configurazione ad ogni cambio di prodotto. Le macchine prive di questa funzionalità sono già obsolete per la produzione commerciale.
Questa è una delle domande più comuni che gli acquirenti pongono, e la risposta è più sfumata di quanto la maggior parte dei rappresentanti di vendita ammetta.
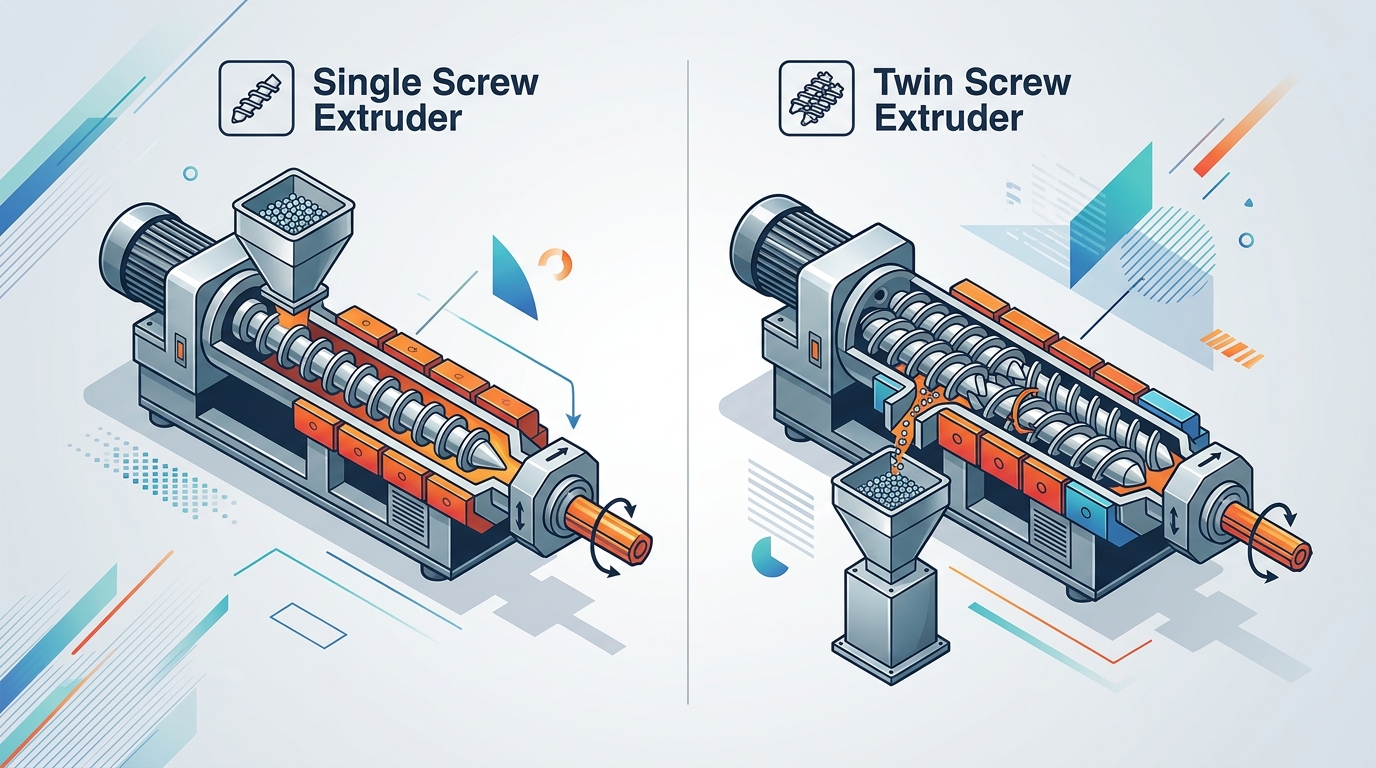
Gli estrusori monovite gestiscono 85-90% di tutte le applicazioni di estrusione di lastre in tutto il mondo. Sono più semplici, meno costose da mantenere, più efficienti dal punto di vista energetico per la lavorazione diretta della resina e hanno una durata di vita più lunga della vite e del cilindro. Se si tratta di PP, PE, PET, HIPS o ABS vergini o di rimacinati puliti di questi materiali, una vite singola è quasi certamente la scelta giusta.
Gli estrusori bivite si guadagnano il loro posto quando è necessaria una miscelazione superiore. Scenari specifici in cui le viti gemelle hanno senso:
La differenza di costo è significativa. Un estrusore bivite con una produzione equivalente costa 40-70% di più di una vite singola, consuma 15-25% più energia per chilogrammo e i costi di sostituzione degli elementi della vite sono sostanzialmente più elevati. Non lasciatevi convincere da nessuno a passare a una doppia vite, a meno che la vostra applicazione non lo richieda veramente.
Un approccio ibrido che si sta affermando nel 2026: l'utilizzo di un compoundatore bivite a monte per preparare la massa fusa, per poi alimentarla direttamente in un estrusore monovite per lastre tramite un tubo di fusione. In questo modo si ottengono i vantaggi della miscelazione senza compromettere le prestazioni della filiera. Si tratta di una soluzione più costosa in termini di capitale, ma che offre il meglio di entrambi i mondi per i materiali più difficili.
La scelta di un marchio di macchine per l'estrusione di lastre è un impegno di 15 anni. La macchina rimarrà sul vostro impianto per almeno un decennio e per tutto questo periodo avrete bisogno di pezzi di ricambio, assistenza tecnica e potenzialmente di aggiornamenti della linea. Ecco come si articola il panorama competitivo per regione.
Marchi tedeschi come Reifenhauser, Battenfeld-Cincinnati e Breyer stabilire il punto di riferimento globale per l'estrusione di precisione delle lastre. Produttori italiani come Bandera e Amut offrono un valore eccellente con un leggero sconto rispetto ai prezzi tedeschi. Queste macchine presentano in genere le tolleranze più strette, l'automazione più avanzata e la durata più lunga. Il prezzo di scambio? Tempi di consegna di 6-9 mesi e prezzi superiori che possono essere 2-3 volte superiori alle alternative cinesi.
Il divario qualitativo tra gli estrusori di lastre cinesi ed europei si è ridotto drasticamente dal 2020. Produttori come JianTai - che vanta una profonda esperienza nelle attrezzature per il riciclaggio della plastica - e altri marchi cinesi affermati producono oggi macchine con automazione PLC, servoazionamenti e qualità costruttiva impensabili un decennio fa. Le macchine cinesi dominano i segmenti entry-level e mid-range e competono sempre di più nelle configurazioni ad alta produttività. Il vantaggio va oltre il prezzo: tempi di consegna di 45-90 giorni e reti di assistenza globali in crescita rendono i fornitori cinesi una scelta pratica per gli acquirenti che hanno bisogno di attrezzature in tempi brevi.
Per gli acquirenti che valutano i produttori cinesi in senso più ampio, questo una carrellata dei principali produttori di macchine per il riciclaggio della plastica in Cina fornisce un utile contesto sul panorama dei fornitori.
Fu Yu (Formosa), Jwell e JSW occupano la via di mezzo: precisione giapponese con prezzi più competitivi rispetto ai marchi europei. I produttori taiwanesi hanno una reputazione particolarmente solida nell'estrusione di lastre di PVC e PET.
Davis-Standard rimane il marchio dominante negli Stati Uniti, con un forte supporto aftermarket in tutta l'America. I loro progetti modulari consentono aggiornamenti più semplici, il che è prezioso se il vostro mix di prodotti è destinato a evolversi.
La mia raccomandazione per la maggior parte degli acquirenti nel 2026: ottenere preventivi da almeno un produttore europeo, uno cinese e uno regionale. Confrontate non solo il prezzo della macchina, ma anche il costo totale dell'installazione, comprensivo di spedizione, messa in servizio, formazione e pacchetto ricambi di 5 anni.
Ecco un errore che vedo ripetutamente: gli acquirenti spendono l'80% del loro budget per l'analisi dell'estrusore e della matrice, poi trattano le apparecchiature a valle come un ripensamento. I componenti a valle determinano la qualità del foglio finito tanto quanto l'estrusore.
Già menzionato in precedenza, ma vale la pena sottolinearlo: la pila di rulli non è un articolo di consumo. Il diametro del rullo influisce sulla velocità di raffreddamento (maggiore = più tempo di contatto = migliore controllo della cristallinità). La finitura superficiale deve corrispondere ai requisiti del prodotto. Inoltre, il sistema di pressione del nip (pneumatico o idraulico) influisce sull'uniformità del calibro ai bordi.
Rulli di trazione rivestiti in gomma con controllo della velocità servoassistito. La velocità di trascinamento rispetto all'uscita della matrice determina lo spessore del foglio attraverso il rapporto di trascinamento. Velocità di trascinamento incoerente = spessore incoerente. Periodo.
I sistemi di rifilatura dei bordi tagliano i bordi irregolari e, cosa fondamentale, dovrebbero reimmettere il rifilo direttamente nell'estrusore tramite una smerigliatrice e un trasportatore pneumatico. Su una linea di 1.500 mm di larghezza, la rifilatura dei bordi può rappresentare 5-8% di portata totale del materiale. Se non lo recuperate in linea, state buttando via soldi ogni ora.
I fogli sottili (sotto 1,5 mm) vengono solitamente avvolti in rotoli. I fogli più spessi vengono tagliati a ghigliottina e impilati. Gli avvolgitori a doppia stazione con cambio automatico sono essenziali per la produzione continua, mentre un avvolgitore a singola stazione comporta l'arresto della linea ogni volta che un rotolo è pieno.
I sistemi di misurazione dello spessore a beta-gauge o a infrarossi forniscono in tempo reale profili di spessore trasversali e in direzione della macchina. I sistemi migliori forniscono un feedback direttamente alla regolazione automatica del labbro della fustella, creando un controllo ad anello chiuso che mantiene Tolleranza di spessore +/- 1% senza l'intervento dell'operatore.
Per un quadro completo di come tutti questi componenti lavorano insieme in un flusso di lavoro da riciclo a foglio, vedere questo documento Guida completa alla configurazione della linea di estrusione.
I costi energetici rappresentano oggi 25-35% dei costi totali di produzione delle lastre nella maggior parte dei mercati, rispetto ai circa 18% di soli cinque anni fa. La macchina che si acquista oggi blocca il profilo di consumo energetico per il prossimo decennio. Non è il caso di risparmiare.
I servomotori idraulici e ad azionamento diretto hanno sostituito in larga misura i tradizionali motori CA con riduttori nelle macchine di fascia alta e media. Il risparmio energetico è reale: 30-50% riduzione del consumo energetico rispetto alle unità convenzionali, secondo i dati forniti da i rapporti sull'efficienza di produzione del Dipartimento dell'Energia degli Stati Uniti.. I servoazionamenti offrono anche un controllo più preciso della velocità, che migliora direttamente la qualità del foglio.
I riscaldatori a fascia in ceramica a infrarossi consentono un risparmio energetico di 20-30% rispetto ai riscaldatori a fascia in mica tradizionali. Le coperte isolanti sulla canna, un'aggiunta a basso costo che molti acquirenti trascurano, possono far risparmiare altri 5-10%. Se un produttore non offre di serie i fusti isolati nel 2026, bisogna chiedersi quanto sia aggiornata la sua progettazione.
Il raffreddamento dei rulli di raffreddamento comporta un notevole consumo di acqua e di energia. I sistemi ad anello chiuso con scambiatori di calore a piastre e pompe di raffreddamento a velocità variabile riducono il consumo di acqua fino a 60% rispetto ai sistemi a torre aperta. Nelle regioni con scarsità d'acqua, questo non è un optional, ma un requisito normativo.
Un cambiamento importante nel 2026: i proprietari di grandi marchi (pensiamo a Unilever, Nestle, P&G) ora impongono un contenuto minimo di materiale riciclato nei fogli di imballaggio. Il vostro estrusore deve gestire la resina riciclata post-consumo (PCR) senza sacrificare la qualità della produzione. Ciò significa una robusta filtrazione del fuso, uno sfiato migliorato e un design della vite che tollera intervalli di viscosità più ampi. Le macchine progettate esclusivamente per la lavorazione di resina vergine stanno diventando commercialmente limitanti.
La linea di attrezzature JianTai riflette questa tendenza: le loro macchine sono state progettate da zero per l'utilizzo di materie prime riciclate, il che offre un vantaggio pratico agli acquirenti che desiderano integrare la sostenibilità nella loro strategia di produzione. Esplorate le loro gamma di attrezzature per il riciclaggio della plastica per maggiori dettagli sulle configurazioni pronte per la resina riciclata.
L'acquisto della macchina è il primo passo. Far funzionare la macchina a pieno regime è il secondo passo, che richiede più tempo di quanto la maggior parte degli acquirenti abbia previsto.
Una tipica linea di lastre di fascia media (estrusore da 90 mm, matrice da 1.200 mm) richiede circa 25-30 metri di lunghezza al suolo, 5-6 metri di larghezza e 4,5 metri di altezza libera.. La fondazione deve sostenere il peso della macchina (8.000-15.000 kg a seconda della configurazione) con cuscinetti antivibranti. I requisiti di alimentazione elettrica variano, ma si prevede che 150-300 kVA per una linea di fascia media. L'aria compressa a 6-8 bar, l'acqua di raffreddamento a 10-15 gradi Celsius e un'adeguata ventilazione per l'estrazione dei fumi sono elementi imprescindibili.
Richiedete al vostro produttore la lista di controllo per la preparazione del sito prima firmare l'ordine di acquisto. Scoprire che l'altezza del soffitto è troppo bassa di 50 cm dopo l'arrivo della macchina è un problema costoso.
Tempistica realistica dalla consegna alla produzione stabile:
Totale: 4-6 settimane dalla consegna alla produzione coerente. Chiunque prometta che sarete a pieno regime in una settimana o sta semplificando troppo o non ha mai commissionato una linea di lastre.
La maggior parte dei produttori affidabili include nel prezzo di acquisto 1-2 settimane di formazione in loco per l'operatore. Tale formazione dovrebbe riguardare le procedure di avvio/arresto, la gestione delle ricette, la risoluzione dei problemi di base e i programmi di manutenzione preventiva. Per quanto riguarda i protocolli di sicurezza specifici dell'apparecchiatura di estrusione, questo risorse per le linee guida sulla sicurezza vale la pena di rivedere prima che il vostro team inizi ad operare.
Raccomando vivamente di inviare il vostro operatore principale presso la fabbrica del produttore per la formazione. prima la macchina viene spedita. Assistere all'assemblaggio e al collaudo della macchina consente di acquisire una comprensione che nessun corso di formazione in loco può replicare.
Dopo aver visto decine di decisioni d'acquisto - alcune brillanti, altre dolorose - ecco gli errori che costano di più agli acquirenti.
Comprare solo sulla base di affermazioni relative al rendimento. Un produttore afferma che il suo estrusore da 90 mm produce 400 kg/ora. Forse è così, con LDPE alla massima velocità della vite e senza preoccuparsi della qualità del foglio. Chiedete i dati di produzione con lo spessore della lastra desiderato, con la resina desiderata e con livelli di qualità accettabili.. Il numero reale potrebbe essere 250 kg/ora. Non si tratta di un inganno, ma della differenza tra la capacità meccanica massima e la capacità produttiva pratica.
Motori di azionamento sottodimensionati. Alcuni produttori scelgono motori più piccoli per ottenere un prezzo inferiore. La macchina funziona bene durante la dimostrazione con la resina a flusso facile. Se invece si utilizza un HIPS ad alta viscosità o un PP caricato, il motore va in sovraccarico. Insistete per vedere il valore di servizio continuo del motore rispetto alla coppia massima richiesta per il materiale più impegnativo.
Ignorare la geografia dell'assistenza post-vendita. Una macchina di un produttore che non ha tecnici di assistenza nel raggio di 12 ore di volo dalla vostra fabbrica significa fermi di produzione di più giorni per qualsiasi problema che richieda un'assistenza diretta. Considerate il costo dei tempi di inattività - in genere $2.000-$10.000 all'ora per una linea di lastre commerciale - e quella macchina “più economica” diventa molto costosa molto rapidamente.
Saltare il test di accettazione in fabbrica (FAT). Insistete sempre, senza eccezioni, per un test di accettazione in fabbrica in cui la macchina lavora la vostra resina reale con le specifiche desiderate. Recatevi presso lo stabilimento del produttore per assistervi. Questo singolo passo previene più controversie post-consegna di qualsiasi clausola contrattuale.
Trascurare l'inventario dei ricambi. Le punte delle viti, i nastri riscaldanti, le termocoppie, le guarnizioni e i bulloni di regolazione del labbro dello stampo devono essere presenti sullo scaffale fin dal primo giorno. Una termocoppia $15 che si guasta il venerdì sera non dovrebbe bloccare la produzione del lunedì. Ordinate un kit di ricambi iniziale insieme alla macchina: la maggior parte dei produttori li offre con uno sconto se abbinati all'acquisto dell'apparecchiatura.
La maggior parte degli estrusori di lastre produce lastre da Spessore da 0,2 mm a 12 mm, anche se la gamma pratica dipende dalla progettazione dello stampo e dalle attrezzature a valle. Le lamiere sottili (sotto 1 mm) richiedono spazi precisi tra i rulli di raffreddamento e alte velocità di traino. Le lamiere spesse (sopra i 6 mm) richiedono velocità di linea più basse e una maggiore capacità di raffreddamento. Alcune macchine per impieghi gravosi possono produrre lastre fino a 25-30 mm, ma si tratta di configurazioni specializzate.
Con una corretta manutenzione e con resine non abrasive (PP, PE, PET), un set di viti e barili in acciaio nitrurato dura 15.000-25.000 ore di funzionamento. I riempimenti abrasivi come la fibra di vetro o il carbonato di calcio riducono la durata a 5.000-10.000 ore. I barilotti bimetallici e le viti in acciaio per utensili prolungano notevolmente la durata nelle applicazioni abrasive, ma costano 40-60% di più in anticipo.
Sì, ma con delle avvertenze. Un estrusore monovite ben progettato con una vite barriera di uso generale può lavorare PP, PE, HIPS e ABS con modifiche alla ricetta. Il PET richiede una diversa geometria della vite (rapporto di compressione inferiore) e un essiccatore a monte. Il PVC richiede un design della vite completamente diverso, una metallurgia resistente alla corrosione e un controllo della temperatura specifico. Non credete a chi sostiene che una vite sia in grado di gestire tutto allo stesso modo.
Produttori cinesi: 45-90 giorni. Taiwanese: 90-120 giorni. Europeo: 6-9 mesi. Si tratta di medie del 2026 e possono variare in base al livello di personalizzazione e ai vincoli di approvvigionamento dei componenti.
Gli estrusori di lastre utilizzano matrici piane e pile di rulli di raffreddamento per produrre materiali rigidi o semirigidi, in genere di spessore superiore a 0,2 mm. Gli estrusori di film utilizzano film soffiato (matrice circolare con anello d'aria) o film fuso (matrice piatta con rullo di raffreddamento molto veloce) per produrre materiale flessibile di spessore inferiore a 0,2 mm. I progetti delle viti degli estrusori, le geometrie delle matrici e le attrezzature a valle sono fondamentalmente diversi.
Marchio CE è obbligatorio per i mercati europei e ampiamente previsto a livello globale. Elenco UL per le installazioni in Nord America. ISO 9001 la certificazione del produttore indica la presenza di sistemi di gestione della qualità. Per la produzione di fogli a contatto con gli alimenti, assicurarsi che i componenti della macchina che entrano in contatto con la massa fusa siano Conforme alla FDA (in genere acciaio inox 304 o 316 per applicazioni alimentari).
Avete fatto le ricerche. Ora è il momento di tradurre questa conoscenza in azione. Ecco un processo concreto per passare dalla valutazione all'acquisto.
La richiesta di offerta deve includere, come minimo:
Una RFQ dettagliata vi fa ottenere proposte dettagliate. Una RFQ vaga porta a prezzi vaghi e a sorprese successive.
Qualsiasi produttore serio offrirà una prova presso il proprio stabilimento utilizzando la vostra resina. Spedite loro 500-1.000 kg del vostro materiale di produzione attuale e specificate le dimensioni delle lastre di cui avete bisogno. Durante la prova, documentate tutto: la produzione effettiva, il consumo energetico (kWh per kg), le misure dello spessore del nastro in più punti, la qualità della superficie e il tempo di cambio tra i prodotti, se applicabile. Questi dati diventano il punto di riferimento per il test di accettazione in fabbrica.
Creare un foglio di calcolo del costo totale di proprietà (TCO) che includa:
Se si considera tutto questo, la macchina “più economica” sul foglio delle offerte spesso non è la macchina più economica da possedere. E quella più costosa potrebbe offrire il costo più basso per chilogrammo di lamiera finita nel corso della sua vita.
Prima di firmare l'ordine di acquisto, confermate di essere in possesso di: Conferma scritta della capacità produttiva in base alle specifiche della resina e della lastra. Condizioni di test di accettazione in fabbrica concordate nel contratto. Elenco delle parti di ricambio con prezzi bloccati per 24 mesi. Tempi di messa in servizio chiari con clausole di penalizzazione per i ritardi. Garanzie sui tempi di risposta dei tecnici dell'assistenza per la vostra regione. Termini di pagamento legati a tappe fondamentali (in genere 30% di deposito, 30% prima della spedizione, 30% dopo la messa in funzione, 10% dopo un periodo di accettazione di 30 giorni).
Il mercato dell'estrusione di lastre di plastica nel 2026 offre macchine più capaci a prezzi più competitivi che mai. Che si tratti di scalare un'operazione di imballaggio, di entrare nella catena di fornitura automobilistica o di aggiungere valore a un'attività di riciclaggio, l'estrusore giusto è là fuori. Gli acquirenti che ottengono i risultati migliori sono quelli che investono tanto nel processo di selezione quanto nella macchina stessa. Iniziate oggi stesso con la vostra RFQ e assicuratevi che rifletta tutto ciò che avete imparato qui.


