Apportare alcune modifiche all'ambiente mondiale
La macchina che avete acquistato vi porterà profitti, ma cambierà anche indirettamente l'ambiente mondiale e darà la possibilità di utilizzare i rifiuti plastici.

Apportare alcune modifiche all'ambiente mondiale
Una linea completa di estrusione per il riciclo della plastica nel 2026 costa tipicamente tra $80.000 e $1,5 milioni di euro, Il sistema si ripaga in 14-36 mesi, a seconda della materia prima e della produzione, ed è composto da cinque-otto macchine interconnesse che trasformano i rifiuti plastici contaminati in pellet pronti per il mercato. Questa guida mette a confronto i principali produttori, analizza i costi reali e fornisce un quadro concreto per scegliere la configurazione giusta per il vostro impianto, il vostro budget e il vostro materiale di destinazione.
L'espressione “impianto completo” viene usata in modo poco chiaro in questo settore. Alcuni fornitori chiamano “linea completa” un estrusore e una pellettizzatrice. Non si tratta di una linea completa. Una linea di estrusione per il riciclaggio della plastica veramente completa nel 2026 comprende ogni fase di trasformazione da rifiuti plastici in balle o sfusi a pellet finiti e testati per la qualità, pronti per la rivendita o il riutilizzo diretto nella produzione.
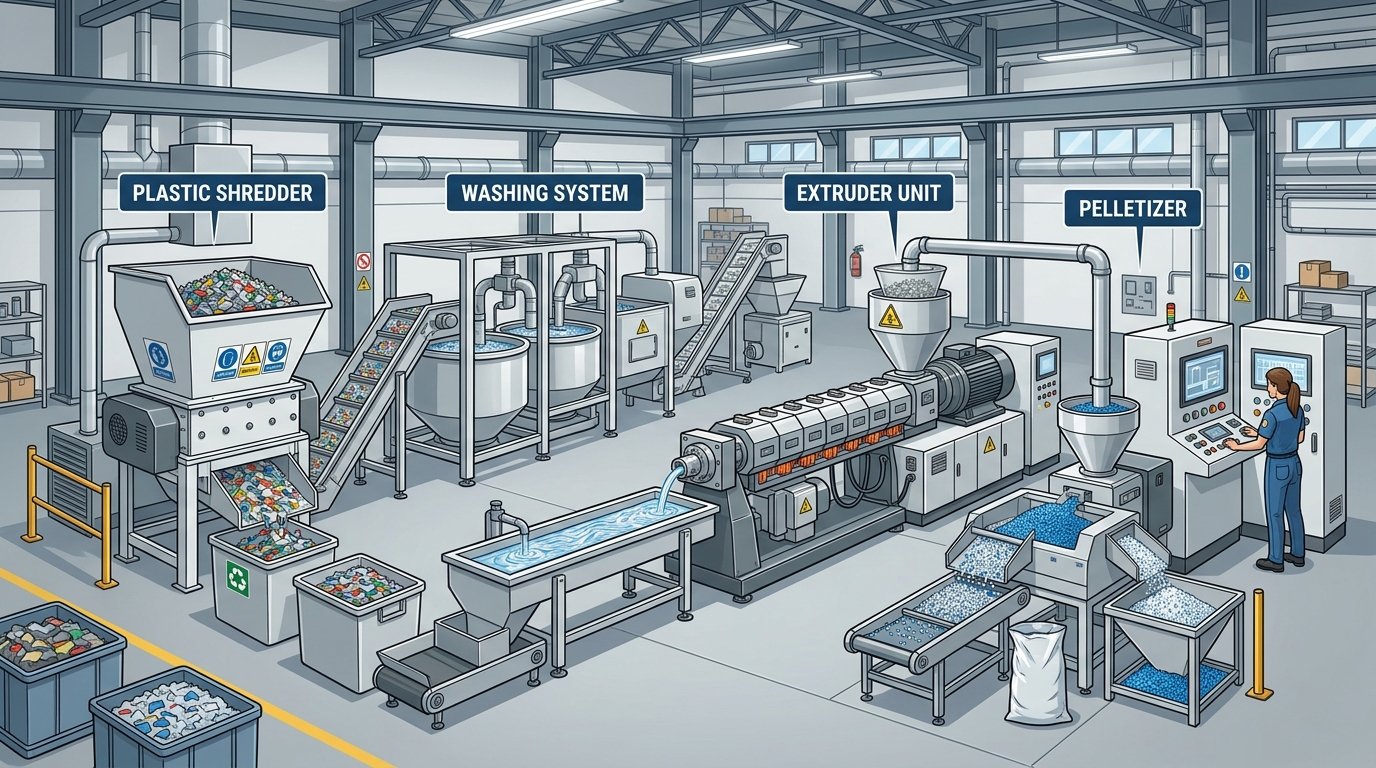
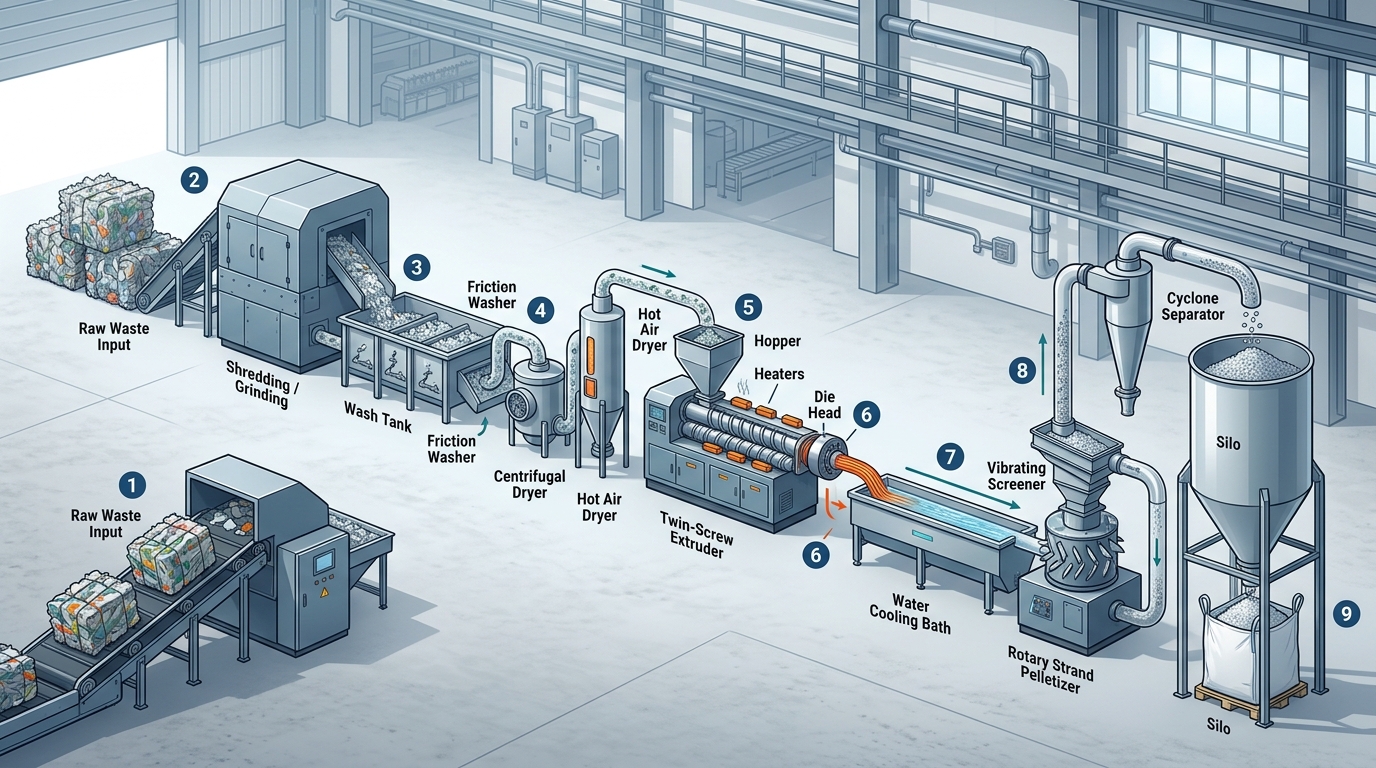
Ecco la sequenza completa richiesta dalla maggior parte delle operazioni commerciali:
Se si salta una di queste fasi, si compromette la qualità del pellet, la costanza della produzione o entrambe. La sola fase di lavaggio è responsabile di circa 30-40% della qualità finale del pellet - un dettaglio che molti acquirenti alle prime armi sottovalutano perché si fissano sulle specifiche dell'estrusore.
Un cambiamento che si è accelerato nel 2026: i sistemi di controllo integrati. Invece di far funzionare ogni macchina in modo indipendente con PLC separati, i principali produttori offrono oggi piattaforme SCADA unificate che monitorano l'intera linea da un unico cruscotto. Non si tratta più di un lusso. Gli acquirenti che saltano i controlli integrati finiscono per spendere 15-20% in più per la risoluzione dei problemi e i tempi di inattività entro il primo anno.
Ogni macchina della linea ha un compito specifico e la comprensione di ciò che fa - e di ciò che accade quando non funziona - fa la differenza tra un'operazione redditizia e un costoso mal di testa.
Il macchina trituratrice per plastica è il primo punto di contatto con i rifiuti in entrata. I trituratori monoalbero funzionano bene per i film e gli imballaggi flessibili. I trituratori a doppio albero gestiscono meglio le plastiche rigide, i contenitori a parete spessa e i flussi misti. Le dimensioni delle particelle in uscita devono essere comprese tra 10 e 50 mm prima del lavaggio, a seconda dell'apparecchiatura a valle.
Un frantoio segue il trituratore in molte configurazioni, riducendo ulteriormente le dimensioni delle scaglie a 8-12 mm uniformi. Perché l'uniformità è così importante? Perché una dimensione incoerente dei fiocchi causa una fusione non uniforme nel cilindro dell'estrusore, che porta a catene polimeriche degradate e a pellet deboli. Il trituratore non è affascinante, ma stabilisce il tetto per tutto ciò che sta a valle.
È qui che viene rimossa la contaminazione: etichette, adesivi, residui di cibo, sporco e polimeri incompatibili. Un robusto sistema di lavaggio della plastica In genere comprende:
Saltare il lavaggio a caldo? È possibile farlo per i rifiuti puliti post-industriali. Per i rifiuti post-consumo, in particolare gli imballaggi alimentari, il solo lavaggio a freddo lascia una quantità di contaminazione sufficiente a causare gel, macchie nere e problemi di odore nei pellet finali. Questi difetti possono far scendere il prezzo di vendita di $50-120 per tonnellata metrica.
L'umidità è un nemico dell'estrusione. L'acqua presente nella massa fusa provoca bolle, schiume e una formazione incoerente dei fili. La disidratazione meccanica (essiccatori centrifughi o presse a compressione) riduce l'umidità a circa 5-8%. Gli essiccatori termici, in genere ad aria calda o a infrarossi, portano l'umidità al di sotto di 3%, che è la soglia specificata dalla maggior parte dei produttori di estrusori per un funzionamento pulito.
È il cuore della linea. La scelta tra estrusori monovite e bivite è una delle decisioni più importanti da prendere.
Estrusori monovite sono più semplici, più economiche e perfettamente adeguate per materie prime pulite e preselezionate, come i film di PE post-industriali o il rimacinato di PP. Costano 30-50% in meno rispetto a unità bivite comparabili e hanno requisiti di manutenzione inferiori.
Estrusori bivite sono eccellenti nel trattamento di materie prime contaminate, miste o con umidità variabile. Le viti intersecanti garantiscono una miscelazione, un degasaggio e una capacità di autopulizia superiori. Se lavorate plastiche miste post-consumo, una bivite non è un optional: è l'unico modo per ottenere una qualità costante della fusione. Per un'analisi più approfondita del funzionamento del processo di estrusione, si consiglia di consultare il documento Guida al processo di estrusione passo dopo passo copre la meccanica in modo dettagliato.
La maggior parte delle linee di riciclo di fascia media nel 2026 utilizza estrusori monovite con rapporti L/D tra 32:1 e 38:1. Le linee ad alte prestazioni si spingono fino a 42:1 o utilizzano configurazioni tandem (due estrusori in serie) per ottenere la massima degassificazione e filtrazione.
I cambiafiltri e i filtri di fusione rimuovono i contaminanti solidi (fibre di carta, particelle di legno, frammenti di metallo, gomma) dalla colata di polimeri. I cambiafiltri continui (a pistone idraulico o backflush) consentono di cambiare i filtri senza interrompere la produzione, il che è fondamentale per le linee che funzionano più di 20 ore al giorno.
La finezza del filtro è importante. Per i pellet di rPET di alta qualità, è necessaria una filtrazione fino a 60-80 micron. Per l'rPP o l'rPE destinati ad applicazioni non alimentari, spesso sono sufficienti 120-150 micron.
I volatili intrappolati - umidità, inchiostri di stampa, solventi residui - devono essere estratti dalla massa fusa prima della pellettizzazione. Le porte di degassificazione a vuoto sul cilindro dell'estrusore sono standard. Le linee avanzate aggiungono una seconda zona di degassificazione o utilizzano una configurazione di estrusori in cascata (tandem) in cui il secondo estrusore opera principalmente come fase di degassificazione e omogeneizzazione.
Per i rifiuti di film pesantemente stampati o per gli imballaggi post-consumo, la degassificazione in una sola fase è spesso insufficiente. Il risultato? Pellet con vuoti visibili o fuoriuscite di gas durante la lavorazione a valle, che vengono rifiutati dagli acquirenti.
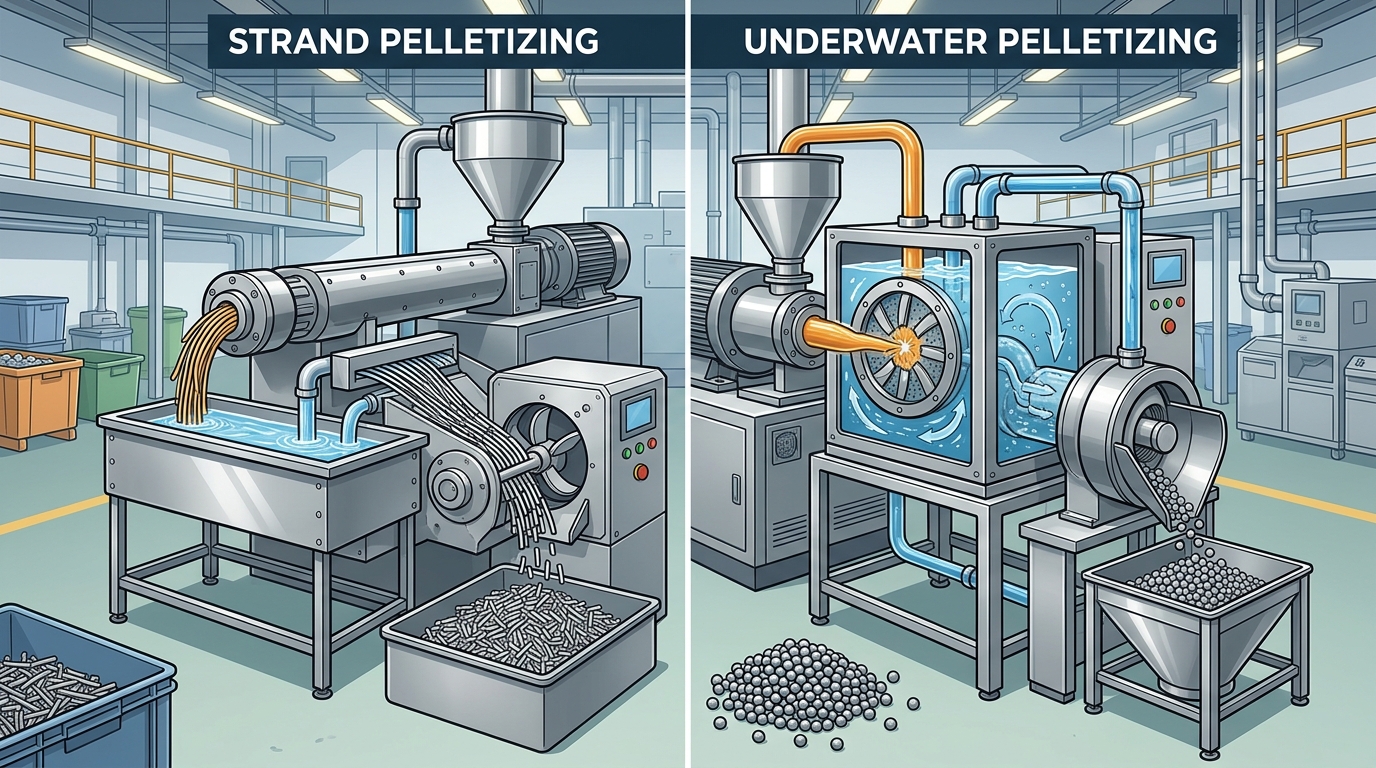
Nel 2026 dominano tre tecnologie principali:
| Tipo di pellettizzatore | Il migliore per | Forma del pellet | Costo relativo |
|---|---|---|---|
| Pellettizzatrice a trefoli | PE, PP, PS - materie prime pulite | Cilindrico | Basso |
| Pellettizzatore subacqueo (UWP) | PET, PA, tecnopolimeri | Sferico | Alto |
| Pellettizzatrice ad anello d'acqua | PE, PP - contaminazione moderata | Lenticolare/sferico | Medio |
Le pellettizzatrici subacquee producono i pellet più uniformi e privi di polvere e hanno il prezzo di rivendita più alto. Ma costano 2-3 volte di più delle pellettizzatrici a trefoli e richiedono una maggiore manutenzione. Per l'rPE e l'rPP di qualità comune, una pellettizzatrice a trefoli ben mantenuta offre risultati perfettamente accettabili. Il Guida alla macchina per la pellettizzazione della plastica approfondisce i criteri di selezione.
La scelta di un produttore non riguarda solo le specifiche della macchina. È una questione di assistenza post-vendita, disponibilità di ricambi nella vostra regione, politiche di aggiornamento del software e se l'azienda esisterà ancora e supporterà la vostra linea tra 10 anni. Ecco una ripartizione onesta dei sette produttori che domineranno il mercato globale nel 2026.
Il punto di riferimento del settore. Le linee INTAREMA e VACUREMA di Erema stabiliscono lo standard per il riciclaggio di rPET e poliolefine. La loro tecnologia Controcorrente e la filtrazione integrata della colata sono davvero le migliori della categoria. Il lato negativo? Il prezzo. Le linee Erema costano in genere 40-70% di più rispetto alle alternative cinesi o taiwanesi. Ma per l'rPET di grado alimentare o l'rPE ad alte specifiche, il sovrapprezzo è spesso giustificato dalla qualità dei pellet e dall'affidabilità dei tempi di attività.
La linea recoSTAR di Starlinger è particolarmente forte per il riciclaggio di sacchi in PP intrecciati e per le applicazioni da bottiglia a bottiglia in PET. La tecnologia di alimentazione FIFO gestisce meglio della maggior parte dei concorrenti le materie prime incoerenti. Forte presenza in Europa e nel Sud-Est asiatico. L'assistenza post-vendita è eccellente in Europa, discreta ma più lenta nelle altre regioni.
Herbold è specializzata nella parte a monte - lavaggio, separazione ed essiccazione - piuttosto che nell'estrusione stessa. Se la vostra materia prima è costituita da rifiuti post-consumo fortemente contaminati, le linee di lavaggio di Herbold sono tra le più efficaci disponibili. Spesso collaborano con i produttori di estrusori per soluzioni chiavi in mano.
Un'opzione forte per il mercato medio. Genius offre linee complete per il riciclaggio di PE, PP e PS a prezzi inferiori di 30-40% rispetto ai produttori europei. La qualità costruttiva è solida e le combinazioni taglierina-compattatore-estrusore sono ben collaudate nei mercati asiatici e sudamericani. Il compromesso: funzionalità di automazione e controllo intelligente meno sofisticate rispetto a Erema o Starlinger.
Le linee Repro-Flex e Repro-Direct di Polystar sono molto apprezzate per il riciclaggio dei film. Il loro design integrato taglierina-compattatore-estrusore riduce l'ingombro a terra di circa 25% rispetto alle configurazioni convenzionali. Buon rapporto qualità-prezzo. I pezzi di ricambio sono disponibili a prezzi ragionevoli. Non è la scelta migliore per il PET o i tecnopolimeri.
ACERETECH ha fatto passi da gigante nel segmento della gamma medio-alta. La serie ACS-H è in grado di competere in modo credibile con le linee europee per il riciclaggio delle poliolefine e il suo prezzo è tipicamente 50-60% inferiore di Erema a parità di produttività. L'azienda ha investito molto in automazione e funzioni IoT nelle linee di prodotti 2025-2026. Vale la pena di prendere in seria considerazione gli acquirenti che hanno bisogno di prestazioni solide senza prezzi europei.
I trituratori Micromat di Lindner sono leader nel settore e la loro recente espansione in linee di riciclaggio complete (attraverso partnership e acquisizioni) ha prodotto offerte competitive chiavi in mano. Particolarmente forte per i rifiuti plastici misti e per le applicazioni di combustibile derivato dai rifiuti. La linea WashTech si sta affermando sul mercato europeo.
| Produttore | Origine | Il migliore per | Gamma di produzione (kg/ora) | Fascia di prezzo (linea completa) | Controlli intelligenti | Valutazione post-vendita |
|---|---|---|---|---|---|---|
| Erema | Austria | rPET, poliolefine per uso alimentare | 300-3,000+ | $500K-$2M+ | Eccellente | Eccellente |
| Starlinger | Austria | PET, PP intrecciato | 200-2,500 | $400K-$1,5M | Molto buono | Molto buono |
| Herbold Meckesheim | Germania | Sistemi di lavaggio/separazione | 500-5,000 | $200K-$800K (linea di lavaggio) | Buono | Molto buono |
| Macchinario Genius | Taiwan | Riciclaggio di PE, PP, PS | 150-1,500 | $150K-$600K | Buono | Buono |
| Stella polare | Taiwan | Riciclaggio dei film | 100-1,000 | $100K-$400K | Moderato | Buono |
| ACERETECH | Cina | Riciclaggio delle poliolefine | 200-2,000 | $120K-$500K | Molto buono | Buono |
| Lindner | Austria | Plastica mista, triturazione | 300-3,000 | $350K-$1.2M | Molto buono | Molto buono |
Una nota sui produttori cinesi in generale: il divario di qualità tra i fornitori cinesi di alto livello e i marchi europei si è ridotto drasticamente dal 2022. Aziende come JianTai, che si concentra sulla fornitura di prodotti efficienti ed ecocompatibili, hanno fatto la differenza. attrezzature per il riciclaggio della plastica, rappresentano un segmento crescente di produttori che offrono linee complete affidabili a prezzi significativamente inferiori. Il produttori di macchine per il riciclaggio della plastica in Cina La guida fornisce una panoramica più ampia di questo segmento di mercato.

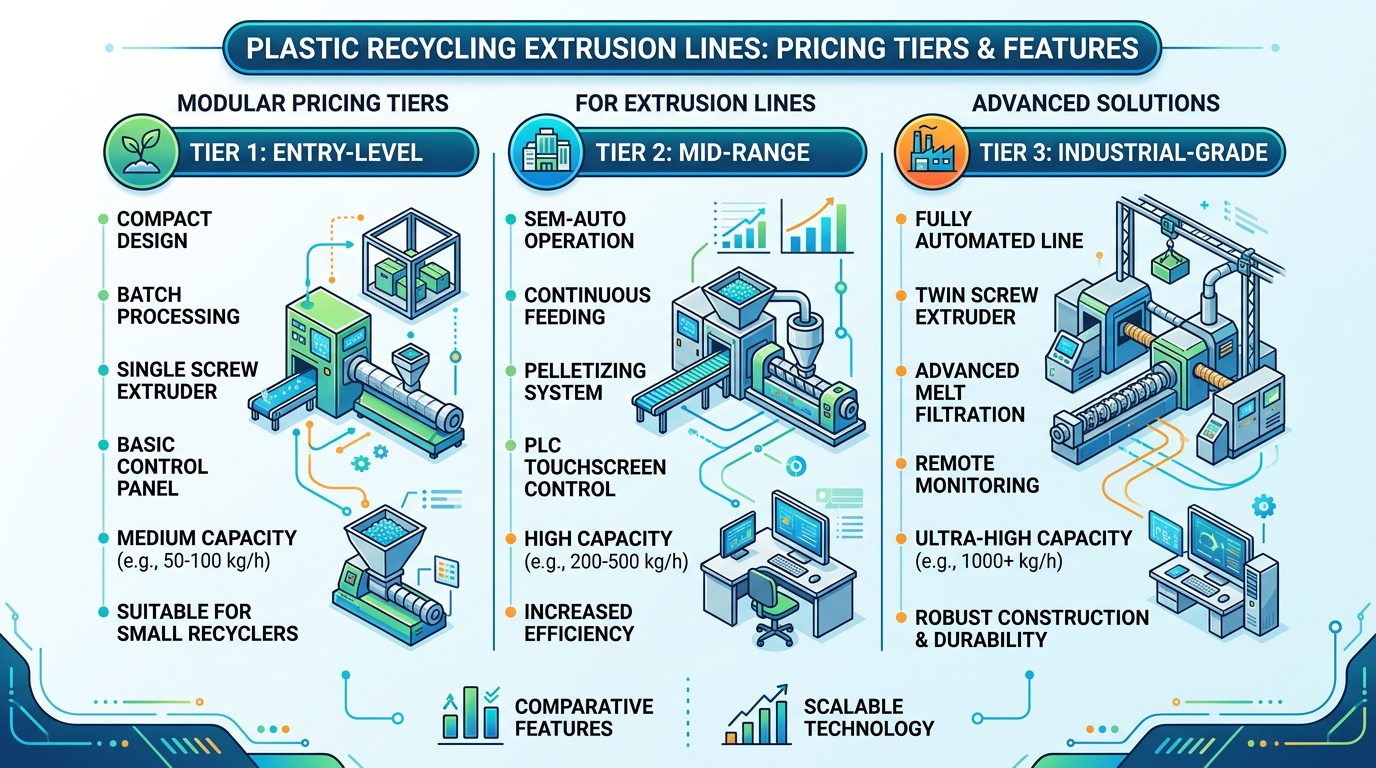
Permettetemi di essere schietto: chiunque vi indichi un prezzo per una “linea completa di estrusione per il riciclaggio” senza conoscere il tipo di materia prima, la produzione target e i requisiti di qualità dell'output non è serio. Detto questo, il mercato nel 2026 si divide in tre fasce di prezzo ragionevolmente distinte.
A questo livello, si tratta di linee di lavorazione 100-300 kg/ora di materie prime relativamente pulite e preselezionate, in genere film di PE post-industriale, rimacinato di PP o flussi di rifiuti monopolimerici. Le attrezzature sono prevalentemente di produttori cinesi o taiwanesi. L'automazione è elementare: cambio manuale dei filtri, semplici controlli PLC, registrazione limitata dei dati.
Questa soluzione è praticabile per le operazioni su piccola scala, per le start-up che testano la redditività del mercato o per i riciclatori che trattano i propri scarti di produzione. Non aspettatevi di far passare i rifiuti post-consumo fortemente contaminati attraverso una linea $80K e di ottenere pellet vendibili.
Il punto di forza per la maggior parte delle riciclatrici commerciali. Le linee di questa gamma gestiscono 300-1.000 kg/ora, Il sistema di lavaggio a caldo, i cambiafiltri continui, il degasaggio sottovuoto e i controlli semiautomatici. È possibile lavorare PE e PP post-consumo con livelli di contaminazione ragionevoli e produrre pellet adatti ad applicazioni di stampaggio a iniezione, film soffiato ed estrusione di tubi.
I produttori di questo livello includono ACERETECH, Polystar, Genius Machinery e diversi fornitori cinesi affermati. Anche alcune configurazioni entry-level di Starlinger ed Erema rientrano nella fascia alta di questa gamma.
Elaborazione di linee ad alta velocità 1.000-3.000+ kg/ora con automazione completa, capacità di decontaminazione alimentare, filtrazione avanzata e monitoraggio integrato della qualità. Questo è il territorio di Erema INTAREMA, Starlinger recoSTAR PET e le configurazioni di alta gamma di Lindner e Herbold.
A questo livello non si acquistano solo macchine, ma un sistema di produzione con metriche di prestazione garantite, programmi di formazione completi, monitoraggio remoto e contratti di assistenza pluriennali.
Cinque fattori spiegano 90% la variazione dei prezzi:
Bilancio di realtà: Oltre al prezzo dell'apparecchiatura, è necessario considerare l'installazione, la preparazione del sito, l'infrastruttura elettrica e l'inventario iniziale dei ricambi. Gli acquirenti che si limitano a preventivare solo le macchine sforano sempre il budget.
Il ROI è la domanda che conta di più ed è quella a cui la maggior parte dei produttori risponde con un vago ottimismo. Ecco i numeri concreti basati sulle condizioni di mercato del 2026.
I tempi di recupero dipendono da quattro fattori:
| Scenario | Linea Investimenti | Produttività | Materia prima | Ricavo del pellet/tonnellata | Margine lordo mensile | Periodo di ritorno dell'investimento |
|---|---|---|---|---|---|---|
| Piccola linea di film LDPE | $150K | 200 kg/ora | Film post-industriale @ $80/ton | $620 | ~$18,000 | ~14 mesi |
| Linea HDPE di medie dimensioni | $450K | 500 kg/ora | HDPE post-consumo a $200/tonnellata | $750 | ~$32,000 | ~18 mesi |
| Linea mista PP di grandi dimensioni | $800K | 1.000 kg/ora | PP misto @ $180/tonn. | $700 | ~$48,000 | ~22 mesi |
| Linea rPET per uso alimentare | $1.2M | 1.500 kg/ora | Bottiglie in PET a $250/tonnellata | $1,100 | ~$75,000 | ~20 mesi |
Ipotesi: 20 ore di funzionamento al giorno, 25 giorni al mese, tempo di attività di 88%, costo dell'energia di $0,08-0,12/kWh, 2-3 operatori per turno.
Lo scenario dei film LDPE di piccole dimensioni mostra il recupero più rapido perché gli scarti di film post-industriali sono economici e relativamente puliti. La linea di rPET per uso alimentare presenta i margini assoluti più elevati, ma richiede il maggiore investimento iniziale e un controllo di qualità più rigoroso.
Ecco cosa molti calcolatori di ROI omettono opportunamente: i primi 2-3 mesi di funzionamento funzionano in genere a 50-70% della capacità nominale mentre gli operatori imparano a conoscere la linea, i parametri vengono messi a punto e le catene di approvvigionamento delle materie prime si stabilizzano. Inserite questo periodo di avvio nelle vostre proiezioni finanziarie.
Da notare anche la fluttuazione dei prezzi dell'rPellet. Nel 2024, l'rHDPE è sceso di 15% nel terzo trimestre prima di riprendersi nel quarto. Il modello di ROI dovrebbe essere sottoposto a stress-test in caso di calo dei prezzi di 20% per garantire che l'investimento abbia ancora senso in condizioni di mercato avverse.
L'energia è il secondo costo operativo in ordine di grandezza dopo la materia prima. Nel 2026, con prezzi dell'elettricità industriale che vanno da $0,06/kWh in alcune parti dell'Asia a $0,18/kWh nell'Europa occidentale, la differenza tra una linea efficiente dal punto di vista energetico e una affamata di energia può significare $30.000-$80.000 all'anno nella variazione dei costi operativi.
Il parametro standard del settore è il chilowattora per tonnellata di produzione (kWh/ton). Ecco dove si collocano le principali configurazioni:
| Configurazione | kWh/ton tipico | Migliore della classe kWh/ton | Caratteristica chiave dell'efficienza |
|---|---|---|---|
| Linea PE/PP monovite | 280-350 | 220-260 | Motori IE4 ad alta efficienza |
| Plastica mista bivite | 350-450 | 280-330 | Geometria della vite ottimizzata |
| Taglierina-compattatore + estrusore | 250-320 | 200-250 | Il preriscaldamento per attrito riduce il carico dell'estrusore |
| Linea di decontaminazione PET | 400-550 | 320-400 | Recupero di calore dal cristallizzatore |
La configurazione della taglierina-compattatore merita un'attenzione particolare. Utilizzando il calore di attrito per predensificare e fondere parzialmente il materiale di alimentazione di film e fibre prima che entri nell'estrusore, questi sistemi riducono il carico energetico dell'estrusore di 20-30%. Sia Polystar che Erema utilizzano questo approccio, anche se le loro implementazioni differiscono notevolmente in termini di sofisticazione.
Non tutte le dichiarazioni di “risparmio energetico” sono uguali. Tre caratteristiche garantiscono risparmi misurabili e verificati:
Preriscaldamento a infrarossi della materia prima - riduce l'energia termica che l'estrusore deve fornire, riducendo i costi di riscaldamento del cilindro di 10-15%. La linea INTAREMA di Erema integra efficacemente questo aspetto.
Motori ad alta efficienza IE4/IE5 - l'aggiornamento da motori IE2 a IE4 su una linea completa consente di risparmiare 8-12% sul consumo energetico del motore. Con più di 4.000 ore di funzionamento all'anno, questo risparmio si accumula rapidamente.
Sistemi intelligenti di recupero dell'energia - catturando il calore di scarto dalla canna dell'estrusore e dal circuito dell'acqua di pellettizzazione per preriscaldare l'acqua di lavaggio o asciugare il materiale in entrata. La linea recoSTAR di Starlinger è una delle implementazioni più mature di questa tecnologia. Secondo Notizie sulle materie plastiche in Europa, Questi sistemi possono recuperare 15-25% dell'energia termica totale immessa.
Che cosa NON fa risparmiare energia in modo significativo, nonostante le dichiarazioni di marketing? “Isolamento ottimizzato della canna”: il risparmio è reale ma insignificante (2-3%). E “azionamenti a frequenza variabile su tutti i motori”: i VFD saranno uno standard nel 2026, non un elemento di differenziazione.
È qui che si verifica la maggior parte degli errori di acquisto. Gli acquirenti si innamorano del video dimostrativo di un produttore, si lasciano impressionare dai numeri di produttività e ordinano una linea che non corrisponde alle loro reali condizioni operative. Ecco un quadro decisionale che evita tutto ciò.
La variabile più importante è ciò che si intende elaborare. Siate specifici. “Plastica mista” non è abbastanza specifico.
Prima di richiedere un singolo preventivo, rispondete onestamente a queste domande:
Che cosa chiedono i vostri acquirenti? Questo determina le specifiche di filtrazione, degassificazione e pellettizzazione più di ogni altra cosa.
Se vendete pellet per tubi di drenaggio neri, la filtrazione a 150 micron e la pellettizzazione a trefoli vanno benissimo. Se invece vi rivolgete ai trasformatori di imballaggi alimentari, avete bisogno di una filtrazione a 60 micron, di un degasaggio a doppio stadio e di una pellettizzazione subacquea con convalida di decontaminazione conforme a FDA/EFSA. La differenza di costo dell'apparecchiatura tra questi due scenari può essere di 3-5x.
Il mio consiglio: parlate con i vostri acquirenti di pellet target prima di specificare la vostra linea. Mettete per iscritto le loro specifiche sui materiali. Poi, partendo da queste specifiche, determinate i requisiti delle vostre attrezzature. Troppi riciclatori costruiscono prima la linea e poi scoprono che i loro pellet non soddisfano i requisiti del mercato.
L'industria del riciclaggio è stata lenta nell'adottare l'Industria 4.0 rispetto alla lavorazione dei polimeri vergini. Questo divario si è rapidamente ridotto. Nel 2026, le capacità di automazione disponibili anche sulle linee di fascia media sono davvero trasformative, ma non tutte valgono la pena di essere pagate.
Monitoraggio della produzione abilitato dall'IoT - cruscotti in tempo reale che mostrano la produzione, il consumo energetico, la pressione di fusione, la temperatura di fusione e la produzione di pellet all'ora. Questa è la posta in gioco ora. Qualsiasi produttore che non offra queste informazioni nel 2026 è in ritardo. Il valore non sta nel cruscotto in sé, ma nei dati storici che genera. Dopo 3-6 mesi, è possibile identificare gli schemi: quali lotti di materie prime causano picchi di pressione di filtrazione, quali turni hanno tempi di inattività maggiori, dove si verificano gli sprechi energetici.
Regolazione automatica della pressione di fusione - Sistemi guidati dall'intelligenza artificiale che regolano la velocità della vite, le temperature del cilindro e la velocità di avanzamento in risposta alle fluttuazioni della pressione della colata. La tecnologia Smart Start di Erema e i moduli di controllo intelligenti di ACERETECH svolgono entrambi efficacemente questa funzione. Il vantaggio pratico è che quando la qualità della materia prima varia (come accade sempre con i rifiuti post-consumo), il sistema compensa automaticamente invece di richiedere all'operatore di regolare manualmente i parametri. Questo da solo può migliorare la costanza della resa di 8-15%.
Avvisi di manutenzione preventiva - sensori di vibrazione sui cuscinetti, monitoraggio della corrente sui motori e tracciamento dell'usura sugli elementi della vite che segnalano la necessità di manutenzione prima che si verifichino guasti. I tempi di fermo non programmati su una linea di estrusione per il riciclaggio costano $500-$2.000 all'ora in termini di perdita di produzione. La manutenzione predittiva riduce i fermi non programmati del 40-60% secondo i dati di Tecnologia della plastica.
Funzionamento completamente autonomo - alcuni produttori commercializzano il riciclaggio “a luci spente”. La realtà nel 2026? Avrete ancora bisogno di operatori. La variabilità delle materie prime nel riciclaggio è fondamentalmente diversa dalla lavorazione dei polimeri vergini. La qualità delle balle cambia, i livelli di contaminazione fluttuano e si verificano inceppamenti meccanici. L'automazione riduce il numero di operatori necessari (da 4-5 per turno a 2-3 su una linea ben automatizzata), ma il riciclaggio senza operatori non è ancora realistico.
Tracciabilità dei materiali basata su Blockchain - pochi produttori offrono l'integrazione della blockchain per tracciare il contenuto riciclato attraverso la catena di fornitura. Il concetto è valido e la pressione normativa (in particolare i requisiti del Passaporto Digitale di Prodotto dell'UE) lo renderà necessario. Ma nel 2026 i sistemi sono immaturi, costosi da implementare e la maggior parte degli acquirenti di pellet non richiede ancora la verifica della blockchain. Aspettate a farlo, a meno che non vi rivolgiate specificamente ai proprietari di marchi dell'UE che lo richiedono.
Diagnostica remota - utile in teoria. In pratica, il valore dipende interamente dai tempi di risposta del produttore. Erema e Starlinger hanno team di assistenza remota dedicati che possono effettivamente risolvere i problemi entro poche ore. Alcuni produttori più piccoli offrono una “diagnostica remota” che equivale a un tecnico che esamina i vostri dati due giorni dopo. Prima di pagare un sovrapprezzo per questa funzione, chiedete di conoscere gli SLA specifici sui tempi di risposta.
L'acquisto della linea è la parte più semplice. Installarla, metterla in funzione e farla funzionare alla capacità nominale è il momento in cui i progetti vanno a rotoli. Ecco una tempistica realistica e le insidie che causano ritardi.
Iniziate la preparazione del cantiere nel momento in cui firmate l'ordine di acquisto, non quando arrivano le macchine. Questa è la causa principale dei ritardi nei progetti.
Attività critiche di preparazione del sito:
| Fase | Durata (Produttore europeo) | Durata (cinese/taiwanese) |
|---|---|---|
| Tempi di produzione | 4-7 mesi | 2-4 mesi |
| Spedizione (trasporto marittimo) | 2-6 settimane a seconda della destinazione | 3-8 settimane |
| Installazione meccanica | 2-4 settimane | 2-4 settimane |
| Installazione di impianti elettrici e di controllo | 1-3 settimane | 1-3 settimane |
| Messa in servizio e collaudo | 1-2 settimane | 1-2 settimane |
| Formazione degli operatori | 1-2 settimane | 3-5 giorni |
| Rampa di salita alla capacità nominale | 1-3 mesi | 1-3 mesi |
| Totale: dall'ordine alla produzione completa | 8-14 mesi | 5-10 mesi |
Il periodo di avviamento è reale e inevitabile. Anche con un'installazione perfetta, gli operatori hanno bisogno di tempo per imparare il comportamento della linea con la vostra specifica materia prima. Prevedete 50-70% di produzione nominale nel primo mese, 70-85% nel secondo mese e 85-95% nel terzo mese.
La qualità della formazione varia enormemente da un produttore all'altro. I produttori europei offrono in genere 5-10 giorni di formazione in loco sul funzionamento, la manutenzione di base, la risoluzione dei problemi e le procedure di sicurezza. Alcuni includono una visita di controllo a 3 o 6 mesi.
Il programma di formazione minimo accettabile deve riguardare:
Se un costruttore offre solo 2-3 giorni di formazione, non siate d'accordo. Operatori non adeguatamente addestrati causano più danni nei primi sei mesi di quanto sarebbe stato il costo della formazione. Per una visione completa dei protocolli di sicurezza che il vostro team dovrebbe padroneggiare, il documento Linee guida per la sicurezza delle macchine estrusore vale la pena di rivedere la risorsa.
Tre errori che vedo ripetutamente:
Alimentazione elettrica sottodimensionata. Il produttore dell'apparecchiatura specifica il carico totale collegato, ma gli acquirenti dimenticano di tenere conto della corrente di spunto all'avvio del motore, che può essere 5-7 volte superiore alla corrente di esercizio. Risultato: interruttori scattati, spegnimenti fastidiosi e un costoso aggiornamento elettrico a posteriori.
Trattamento dell'acqua inadeguato. L'acqua dura provoca l'accumulo di calcare nei circuiti di raffreddamento nel giro di pochi mesi. Se la durezza dell'acqua supera i 150 ppm, installare un addolcitore prima della messa in funzione. La sostituzione di uno scambiatore di calore incrostato costa molto di più di un addolcitore.
Ignorare la logistica dei flussi di materiale. La linea in sé funziona bene, ma non c'è un posto dove mettere in scena le balle in arrivo, non c'è un modo efficiente per spostare i fiocchi lavati verso la tramoggia di alimentazione dell'estrusore e l'area di confezionamento dei pellet è stipata in un angolo. Dedicate tempo alla pianificazione del layout. Un buon fornitore di attrezzature fornirà una planimetria dettagliata: usatela.
I permessi non sono entusiasmanti. Ma non sono nemmeno facoltativi. L'esercizio di una linea di estrusione per il riciclaggio della plastica senza le dovute autorizzazioni può comportare multe, chiusure forzate e, in alcune giurisdizioni, responsabilità penali. I requisiti variano notevolmente da regione a regione.
Negli Stati Uniti, in genere sono necessari:
Per il contenuto riciclato destinato al contatto con gli alimenti, è necessaria una Lettera di non obiezione (LNO) della FDA per il vostro processo specifico. Ciò richiede la presentazione di dati dettagliati sui test di decontaminazione. Il processo richiede 6-12 mesi e costa $50K-$150K in test e spese di consulenza.
I requisiti dell'UE sono incentrati su:
Cina: L'approvazione della Valutazione di Impatto Ambientale (VIA) è obbligatoria prima dell'inizio della costruzione. La revisione del 2024 della legge cinese sui rifiuti solidi ha inasprito le restrizioni all'importazione dei rottami di plastica, ma ha creato incentivi per le operazioni di riciclaggio a livello nazionale. Gli uffici ambientali provinciali rilasciano permessi operativi e l'applicazione della legge è diventata molto più severa dal 2023.
India: Autorizzazione allo stabilimento (CTE) e autorizzazione all'esercizio (CTO) da parte dell'Ente statale per il controllo dell'inquinamento. I regolamenti sulla responsabilità estesa del produttore (EPR) previsti dalle norme sulla gestione dei rifiuti di plastica creano obblighi di conformità e opportunità di mercato per i riciclatori.
Sud-est asiatico (Vietnam, Thailandia, Indonesia, Malesia): Le autorizzazioni all'importazione di rottami di plastica sono diventate più severe in tutta la regione. Le operazioni di riciclaggio a livello nazionale richiedono generalmente autorizzazioni ambientali da parte delle agenzie ambientali nazionali o provinciali. I requisiti e il rigore nell'applicazione variano significativamente da un Paese all'altro.
Un consiglio critico: Iniziare il processo di autorizzazione 6-12 mesi prima di iniziare l'attività. Non aspettate l'arrivo delle attrezzature. I ritardi nell'ottenimento dei permessi sono la causa più comune di progetti di riciclaggio che non riescono a partire.
Il mercato dell'usato per le linee di estrusione per il riciclaggio della plastica è attivo e, nelle giuste circostanze, offre un valore reale. Ma è anche pieno di trappole per gli acquirenti poco informati.
Fonti primarie nel 2026:
Se state considerando una linea usata, queste ispezioni non sono negoziabili:
Usura della vite e del cilindro dell'estrusore. È il componente più costoso da sostituire. Misurare il gioco tra le alette della vite e il foro della canna. Il nuovo gioco è in genere di 0,1-0,3 mm a seconda del diametro. Se il gioco supera 0,8-1,0 mm, è necessario sostituire la vite e/o il barilotto - budget $15K-$60K a seconda delle dimensioni.
Stato del cambio. Ascoltare eventuali rumori insoliti sotto carico. Richiedere i risultati delle analisi dell'olio. La ricostruzione di una scatola del cambio su un estrusore di grandi dimensioni costa $20K-$50K.
Età del sistema di controllo. L'hardware PLC più vecchio di 10-12 anni potrebbe essere prossimo alla fine del ciclo di vita per quanto riguarda la disponibilità dei ricambi. La serie S7-300 di Siemens, ad esempio, è fuori produzione. L'aggiornamento di un sistema di controllo costa $15K-$40K.
Condizioni del cambia schermo. I cambiavagli idraulici con guarnizioni usurate perdono, causando la contaminazione della colata e lo spreco di fluido idraulico. Ispezionare le condizioni delle guarnizioni e richiedere i registri di manutenzione.
Orari di funzionamento. Come per l'acquisto di un'auto usata, le ore di funzionamento totali sono importanti. Un estrusore con 30.000 ore di funzionamento presenta un'usura significativamente maggiore rispetto a uno con 8.000 ore, anche se entrambi hanno la stessa età.
Buoni scenari per le attrezzature usate:
Scenari negativi per le attrezzature usate:
Risparmi realistici sulle attrezzature usate: 30-60% sul nuovo prezzo per apparecchiature in buone condizioni. Ma bisogna considerare i costi di ricondizionamento, spedizione, reinstallazione e il rischio di riparazioni impreviste. Il risparmio netto spesso si avvicina a 20-35% una volta che si tiene conto di tutto.
La maggior parte delle linee è ottimizzata per una specifica famiglia di polimeri. Una linea PE/PP può in genere gestire sia HDPE, LDPE, LLDPE e PP con aggiustamenti dei parametri tra una produzione e l'altra. La lavorazione del PET sulla stessa linea non è generalmente pratica: il PET richiede temperature diverse (260-280 gradi Celsius contro i 180-230 gradi delle poliolefine), fasi di cristallizzazione e spesso una diversa tecnologia di pellettizzazione. Se dovete lavorare sia le poliolefine che il PET, prevedete due linee separate o una configurazione bivite altamente flessibile con un tempo di cambio significativo tra i materiali.
Per una linea di lavorazione di 300-500 kg/ora con lavaggio: circa 1.000-1.500 metri quadrati comprese le aree di stoccaggio delle materie prime e di confezionamento dei pellet. Per linee da oltre 1.000 kg/h: 2.000-3.500 metri quadrati. L'altezza del soffitto deve essere di almeno 6 metri, idealmente di 8 metri, per accogliere attrezzature verticali come sili, cicloni e trasportatori sopraelevati.
Ciò dipende in larga misura dal costo della materia prima e dal prezzo di vendita del pellet. Come regola generale, le linee inferiori a 150-200 kg/ora Le linee di produzione di rifiuti hanno difficoltà a raggiungere la redditività commerciale, perché i costi fissi (manodopera, affitto, utenze, permessi) non si riducono in modo proporzionale. L'eccezione: se si trattano i propri scarti di produzione a costo quasi nullo, anche una linea da 50-100 kg/h può essere redditizia.
Sì, ma con delle avvertenze. È possibile aggiungere stadi di lavaggio, migliorare la filtrazione o aggiungere una seconda linea di pellettizzazione con relativa facilità. L'aggiornamento dell'estrusore stesso, ad esempio passando da un diametro della vite di 120 mm a uno di 150 mm, di solito significa sostituire interamente l'estrusore, non modificarlo. L'approccio più intelligente è quello di acquistare un estrusore leggermente sovradimensionato per le esigenze iniziali (10-20% headroom) e scalare le attrezzature a monte e a valle man mano che il volume cresce.
Intervalli di manutenzione tipici di una linea ben gestita:
Bilancio 3-5% di valore dell'attrezzatura all'anno per la manutenzione e i ricambi. Una spesa insufficiente per la manutenzione è il modo più rapido per distruggere le prestazioni e il valore di rivendita di una linea di estrusione.
Produttori europei: 4-7 mesi dalla conferma dell'ordine. Produttori cinesi e taiwanesi: 2-4 mesi. Queste tempistiche presuppongono configurazioni standard. Le linee fortemente personalizzate o ordinate durante i periodi di picco della domanda possono richiedere 2-3 mesi in più. Il trasporto via mare aggiunge 3-8 settimane a seconda dell'origine e della destinazione. Confermare sempre i termini di consegna (FOB, CIF o DDP) e chi è responsabile dello sdoganamento.
Con una corretta manutenzione, i principali componenti (estrusore, riduttore, strutture principali del telaio) durano 15-25 anni. Le parti soggette a usura (viti, barili, lame di taglio, vagli) sono materiali di consumo che vengono sostituiti regolarmente. I sistemi di controllo devono essere aggiornati ogni 10-15 anni, poiché l'hardware diventa obsoleto. Molte aziende di riciclaggio gestiscono linee per oltre 20 anni con rinnovi e ammodernamenti periodici dei controlli e degli azionamenti.
Dopo aver valutato l'intero panorama di produttori, configurazioni e condizioni di mercato nel 2026, ecco le mie raccomandazioni specifiche abbinate a tre profili di acquirenti.
Scegliete un produttore cinese o taiwanese - Polystar, ACERETECH, o un fornitore affermato come JianTai che fornisca soluzioni complete di macchine per il riciclaggio. Concentrarsi su materie prime pulite e monopolimero per ridurre al minimo la complessità delle apparecchiature. Iniziate con una combinazione di taglierina-compattatore-estrusore per i film, o con una semplice linea di trituratore-estrusore-pellettizzatore per gli scarti rigidi. Mantenere l'automazione di base. Investite i risparmi per assicurarvi un approvvigionamento affidabile di materie prime: è questo che determina la sopravvivenza dell'azienda nel primo anno.
Configurazione specifica: Estrusore monovite (diametro 90-120 mm), pellettizzatore a trefoli, controlli PLC di base. Aggiungere il lavaggio solo se la materia prima lo richiede.
È qui che la decisione si fa interessante. ACERETECH e Genius Machinery offrono il miglior valore a questo livello. Se si riesce a spingere il budget verso $600K-$700K, le configurazioni Starlinger entry-level diventano accessibili e offrono un'assistenza post-vendita superiore.
A questo livello, non saltare la linea di lavaggio se si tratta di materiale post-consumo. Includete capacità di lavaggio a caldo, cambiatori continui di vagli e degassificazione sotto vuoto. Investite in controlli semiautomatici con registrazione dei dati: i dati di produzione vi serviranno per le certificazioni di qualità e gli audit dei clienti.
Configurazione specifica: Linea di lavaggio completa, estrusore monovite (120-150 mm) con L/D 34:1 o superiore, cambiavaglio idraulico continuo, degassificazione sotto vuoto, pellettizzatore ad anello d'acqua o a trefoli, sistema di controllo basato su SCADA.
Erema e Starlinger sono le scelte più sicure a questo livello. Il sovrapprezzo pagato consente di acquistare una tecnologia collaudata, contratti di assistenza completi e una qualità dei pellet che si colloca ai massimi livelli del mercato. Se si punta al rPET per uso alimentare, la tecnologia VACUREMA di Erema è lo standard del settore e il percorso più semplice per ottenere l'autorizzazione della FDA e dell'EFSA.
Per il riciclaggio delle poliolefine su questa scala, si può prendere in considerazione Erema INTAREMA con modulo ReFresher per la riduzione degli odori o Starlinger recoSTAR con viscosimetria integrata per il monitoraggio in tempo reale della flebo.
Configurazione specifica: Linea completa di pretrattamento e lavaggio, estrusore bivite o monovite ad alte prestazioni (150-200 mm), cambiafiltri continuo con filtro laser, degassificazione sottovuoto a doppia zona, pellettizzatore subacqueo, suite di controllo completa Industry 4.0 con monitoraggio remoto.
Indipendentemente dalla fascia in cui vi trovate, ecco cosa fare questa settimana:
Il mercato dell'estrusione per il riciclo della plastica nel 2026 offre più opzioni, una tecnologia migliore e un'economia più solida rispetto a qualsiasi altro momento dell'ultimo decennio. La domanda di pellet riciclati continua a superare l'offerta nella maggior parte delle categorie di polimeri. La questione non è se una linea di estrusione completa sia un buon investimento - per l'operatore giusto con il giusto feedstock, lo è chiaramente. La questione è se la si configura correttamente fin dall'inizio. Se lo si fa bene, i risultati arriveranno di conseguenza.


