Apportare alcune modifiche all'ambiente mondiale
La macchina che avete acquistato vi porterà profitti, ma cambierà anche indirettamente l'ambiente mondiale e darà la possibilità di utilizzare i rifiuti plastici.

Apportare alcune modifiche all'ambiente mondiale

L'anno scorso ho aiutato un produttore vietnamita di medie dimensioni a sostituire la sua vecchia linea di tubi in PVC. Erano state proposte macchine da $18.000 a $380.000, e le specifiche sembravano una zuppa alfabetica. Rapporti L/D delle viti, configurazioni coniche o parallele, curve di coppia dei servoazionamenti: tutto il resto. Dopo tre settimane di visite in fabbrica e di prove, siamo arrivati a una configurazione che ha aumentato la produzione di 40% e ha ridotto i costi energetici di quasi un quarto. Questa esperienza, oltre a circa dieci anni di lavoro con impianti di estrusione in Asia e in Europa, è ciò che ho riversato in questa guida.
Un estrusore di plastica per PVC è un'apparecchiatura specializzata che fonde, mescola e modella la resina di cloruro di polivinile in profili continui - tubi, telai di finestre, isolanti per cavi, lastre e altro ancora - forzando il materiale attraverso una matrice sagomata sotto calore e pressione controllati. Se state valutando gli estrusori di PVC nel 2026, questa guida copre tutti i tipi, le specifiche, i prezzi di riferimento e i criteri di selezione necessari per prendere una decisione sicura.
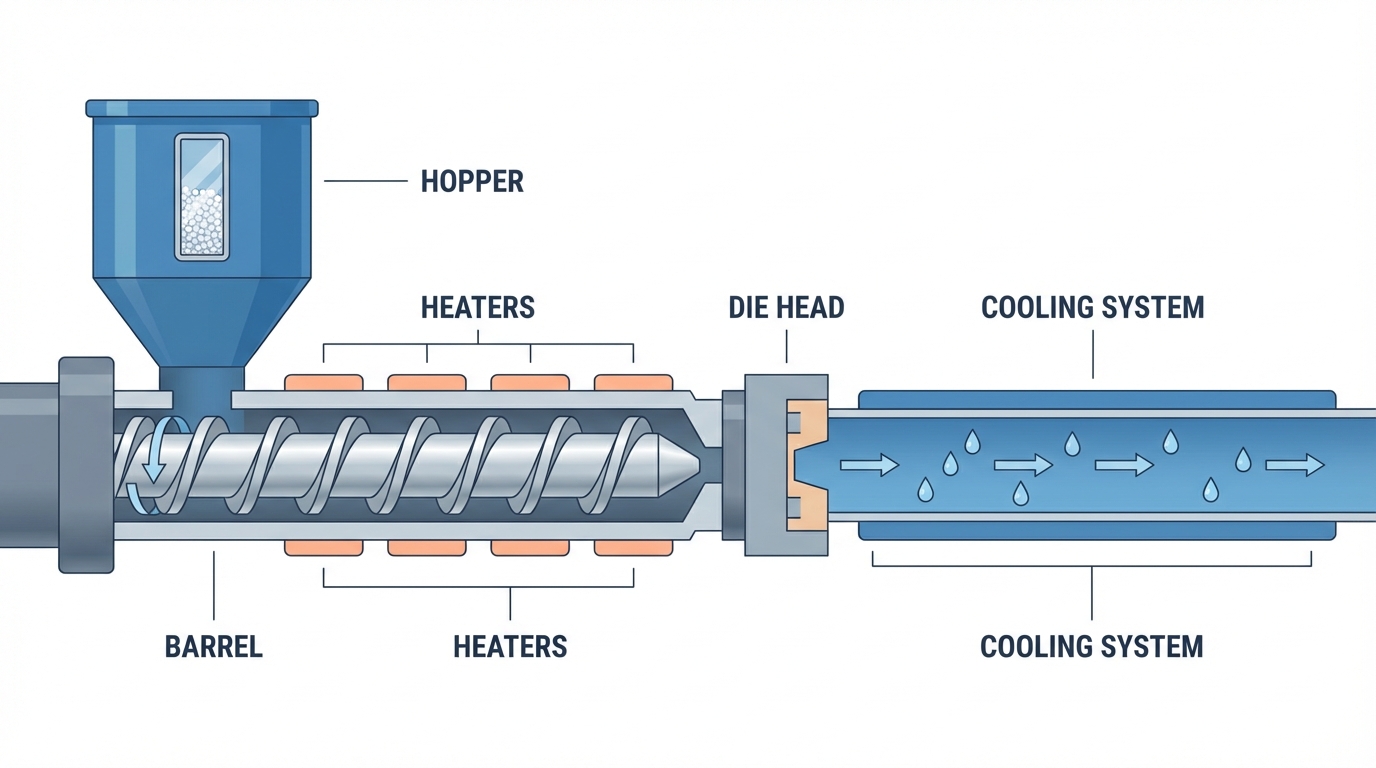
Se si toglie il gergo, una macchina estrusore di plastica per PVC è essenzialmente una salsiccia molto precisa e molto calda per la plastica. Da un lato si inserisce il composto di PVC rigido o flessibile, di solito in polvere o in pellet preconfezionati, e dall'altro la macchina lo fonde, lo mescola in una massa omogenea, quindi lo spinge attraverso un'apertura sagomata (la filiera) per creare un prodotto continuo con una sezione trasversale fissa.
Il prodotto può essere un tubo per l'acqua, un profilo per finestre, un rivestimento per cavi, un tubo medico o un foglio di materiale per pavimenti. La sezione trasversale è determinata interamente dal design della matrice, ed è per questo che una stessa piattaforma di estrusione può produrre prodotti finali molto diversi tra loro, semplicemente scambiando gli utensili sul lato anteriore.
Cosa rende l'estrusione del PVC diverso dall'estrusione di polietilene o polipropilene è il materiale stesso. Il PVC è termosensibile. Inizia a degradarsi a temperature molto vicine alla sua finestra di lavorazione - circa 170-210 gradi Celsius, a seconda della formulazione. Se si spinge la temperatura troppo in alto o si lascia riposare il materiale troppo a lungo, si ottiene il rilascio di acido cloridrico, la decolorazione e la fragilità del prodotto. Ecco perché gli estrusori di PVC richiedono un controllo termico più stretto, geometrie specifiche delle viti e una metallurgia spesso resistente alla corrosione rispetto alle macchine per uso generale.
La funzione principale si riduce a quattro cose che avvengono contemporaneamente: trasporto la materia prima in avanti, fusione attraverso una combinazione di resistenze esterne e attrito interno di taglio, miscelazione per garantire una distribuzione uniforme della temperatura e dell'additivo, e pressurizzazione abbastanza da costringerlo a passare attraverso lo stampo a una velocità costante. Se tutte e quattro le fasi sono corrette, si ottiene un buon prodotto. Se si sbaglia una sola di esse, si rischiano scarti, tempi morti o, peggio, un barile pieno di PVC degradato che richiede ore per essere spurgato.
Ho visto operatori che hanno gestito linee in PE per anni avere problemi quando sono passati al PVC. Il materiale non perdona un controllo della temperatura approssimativo come le poliolefine. Questa è la cosa più importante da capire prima di iniziare a comprare un estrusore in PVC.
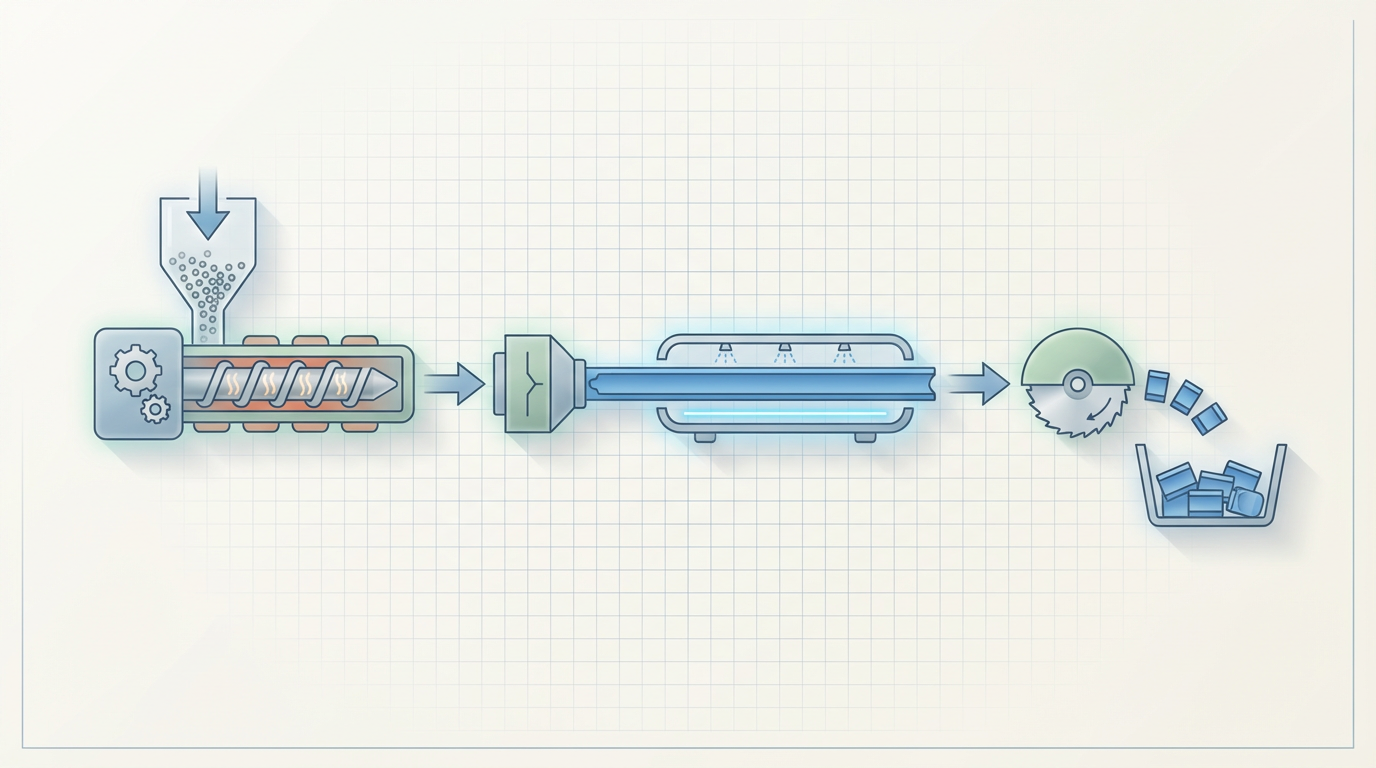
Mi accorgo che la maggior parte degli acquirenti comprende l'estrusione concettualmente, ma è confusa sui dettagli che sono effettivamente importanti per la scelta della macchina. Ecco quindi il processo suddiviso in fasi che avvengono all'interno (e subito dopo) la macchina.
Raramente il PVC entra in un estrusore come resina pura. Arriva come miscela secca - resina di PVC mescolata con stabilizzatori, lubrificanti, cariche (come il carbonato di calcio), pigmenti e talvolta modificatori d'impatto. Questa miscelazione avviene in genere in un miscelatore ad alta velocità a monte.
La polvere miscelata cade nella tramoggia dell'estrusore, che la immette nel cilindro per gravità. Alcuni sistemi utilizzano un dosatore forzato o un sistema di dosaggio volumetrico/gravimetrico per un controllo più preciso. Se si lavora un composto di PVC pellettizzato invece di una miscela secca, l'alimentazione è più semplice, ma si perde un po' di flessibilità nella formulazione.
È qui che avviene la magia e la sfida ingegneristica. La vite rotante (o le viti, in una macchina bivite) raccoglie la polvere e la spinge in avanti lungo la canna. Man mano che il materiale si muove, incontra temperature progressivamente più elevate, dovute ai riscaldatori esterni del cilindro e alla crescente pressione esercitata dalla geometria della vite.
Ecco la parte che sfugge alla maggior parte delle persone: Circa 60-80% del calore che fonde il PVC proviene dal taglio per attrito, non dai riscaldatori della botte. I riscaldatori servono più che altro a regolare e mantenere le zone di temperatura. Il design della vite - profondità di volo, passo e rapporto di compressione - determina la quantità di taglio subita dal materiale. Un taglio eccessivo genera un calore eccessivo e degrada il PVC. Troppo poco, e si ottengono particelle non fuse nel prodotto.
In un tipico barile sono presenti tre zone funzionali:
Soprattutto per il PVC rigido, una miscelazione accurata è fondamentale perché la miscela secca contiene diversi additivi che devono essere distribuiti in modo uniforme. Gli estrusori bivite eccellono in questo caso perché il loro design a vite intermittente crea un'intensa miscelazione distributiva e dispersiva. Le macchine monovite a volte aggiungono elementi di miscelazione, come i miscelatori Maddock o le sezioni di miscelazione a perno, per compensare.
Una cattiva miscelazione si manifesta con striature, colore non uniforme, spessore delle pareti non omogeneo o punti deboli nel prodotto finale. Una volta ho ricondotto un lotto di tubi in PVC difettosi a una sezione di miscelazione usurata che aveva perso 0,3 mm di gioco. Un numero esiguo, ma con grandi conseguenze.
La colata omogenea e pressurizzata esce dal cilindro ed entra nella testa dello stampo. Lo stampo è uno strumento in acciaio lavorato con precisione che modella la fusione nella sezione trasversale desiderata. Per un tubo, si tratta di uno stampo anulare con un mandrino al centro. Per un profilo, si tratta di un complesso stampo multicanale che potrebbe richiedere settimane di progettazione e produzione.
La progettazione degli stampi è una vera e propria specialità. I canali di flusso devono garantire una velocità uniforme su tutta la sezione trasversale, altrimenti si ottengono pareti più spesse su un lato, profili deformati o difetti superficiali. La maggior parte dei produttori di estrusori affidabili produce le proprie matrici o lavora a stretto contatto con produttori di matrici specializzati.
L'estruso esce dalla filiera morbido e caldo. Ciò che accade successivamente dipende dal prodotto:
Dopo il raffreddamento, un'unità di traino (puller) mantiene costante la velocità della linea e una taglierina o una sega taglia il prodotto a misura. L'intera sezione a valle - calibratore, serbatoio di raffreddamento, traino, taglierina - è importante quanto l'estrusore stesso. Ho visto estrusori perfettamente funzionanti produrre rifiuti perché l'apparecchiatura a valle era inadeguata o sottoposta a scarsa manutenzione.
La comprensione dell'intero flusso del processo è essenziale quando si tratta di conoscere il processo di estrusione della plastica per la prima volta, perché l'estrusore è solo un pezzo di una linea di produzione completa.
Entrando in una qualsiasi fiera delle materie plastiche nel 2026, vedrete tre principali architetture di estrusori in competizione per le applicazioni in PVC. Ognuna ha una personalità distinta e scegliere quella sbagliata è un errore costoso che ho visto commettere alle aziende più di una volta.
Il cavallo di battaglia. Una vite che ruota all'interno di un barile. Semplice, affidabile, relativamente conveniente. Per il PVC, le macchine monovite funzionano bene quando si lavorano pellet precomposti (non miscele secche) e il prodotto non richiede una miscelazione intensa: si pensi al rivestimento di cavi in PVC flessibile, a semplici tubi o a pellicole.
Il limite? Le viti singole sono miscelatori mediocri. Si basano principalmente sul flusso di trascinamento per spostare il materiale e la loro capacità di miscelazione è limitata a meno che non si aggiungano elementi di miscelazione specializzati. Per la miscela a secco di PVC rigido, che rappresenta la maggior parte della produzione di tubi e profili in PVC, le macchine monovite faticano a raggiungere la qualità di miscelazione che le biviti offrono senza sforzo.
Tuttavia, i moderni progetti di estrusori monovite con alette a barriera e rapporti di compressione ottimizzati hanno colmato un po' il divario. E per le operazioni di lavorazione del compound di PVC pre-pellettizzato, un estrusore monovite ben progettato può essere l'opzione più conveniente.
È qui che avviene l'80%+ della produzione di tubi e profili in PVC rigido a livello globale. Gli estrusori bivite utilizzano due viti interconnesse che creano un'azione di pompaggio a spostamento positivo, un'eccellente miscelazione e una lavorazione delicata ma accurata del materiale.
Estrusori bivite conici hanno viti che si assottigliano da un diametro maggiore all'estremità di alimentazione a un diametro minore all'estremità di scarico. Questo design crea una compressione naturale senza un taglio aggressivo, perfetta per il PVC termosensibile. Sono la scelta dominante per tubi in PVC rigido (diametro 16-630 mm), profili per finestre e prodotti simili. Produttori europei come KraussMaffei e Battenfeld-Cincinnati hanno costruito la loro reputazione sulla tecnologia bivite conica.
Estrusori bivite paralleli hanno viti di diametro uniforme. Offrono una maggiore flessibilità nella configurazione degli elementi della vite (è possibile scambiare e riorganizzare i singoli elementi), il che li rende versatili per diverse formulazioni e prodotti. Si stanno affermando nel compounding del PVC, nella produzione di WPC (legno-plastica composita) e nelle applicazioni in cui si cambiano spesso le ricette.
Una rapida regola empirica: se dovete produrre un solo tipo di prodotto in PVC rigido ad alto volume, scegliete il conico. Se avete bisogno di flessibilità su più formulazioni o prodotti, la bivite parallela vi dà più spazio per giocare.
Questi sono gli specialisti. Un estrusore planetario ha un mandrino centrale circondato da molteplici (6-12) viti planetarie più piccole che ruotano intorno ad esso all'interno di una canna con denti interni. Il risultato è una straordinaria miscelazione e scambio di calore con uno stress di taglio molto basso.
Per le linee di calandratura del PVC (produzione di lastre rigide e pavimenti), gli estrusori planetari sono difficili da battere. Possono lavorare il PVC a temperature più basse rispetto alle viti gemelle, il che significa meno degrado termico e migliore chiarezza ottica. Ma sono costosi, complessi da manutenere ed eccessivi per la produzione di tubi o profili standard.
Ho consigliato gli estrusori planetari solo ai clienti che producono lastre o film in PVC di alta gamma, dove la qualità e la chiarezza della superficie non sono negoziabili. Per tutto il resto, i bivite sono il punto di forza.

Questa è la domanda che mi viene posta più spesso e la risposta è più sfumata di quanto suggerisca la maggior parte delle brochure di vendita. Ecco un confronto onesto basato su ciò che ho visto in ambienti di produzione reali, non in condizioni di laboratorio.
| Caratteristica | Estrusore a vite singola | Estrusore bivite (conico/parallelo) |
|---|---|---|
| Capacità di miscelazione | Moderato; necessita di miscelatori aggiuntivi per la miscela secca | Eccellente; le viti intermittenti garantiscono un'accurata miscelazione distributiva e dispersiva |
| Materiale di alimentazione | Meglio con i pellet precompilati | Gestisce direttamente la polvere di miscela secca - risparmiando la fase di compoundazione e i relativi costi |
| Velocità di uscita (tipica) | 50-500 kg/ora a seconda delle dimensioni | 100-1.500+ kg/ora; le cime coniche sono più basse dei modelli paralleli di grandi dimensioni |
| Controllo termico | Accettabile; un taglio maggiore può causare punti caldi | Superiore; il trasporto positivo significa minore dipendenza dal calore di taglio |
| Efficienza energetica | 0,25-0,35 kWh/kg per il PVC | 0,18-0,28 kWh/kg per il PVC (15-25% inferiore) |
| Costo del capitale | 30-50% inferiore a quello di un equivalente bivite | Costo iniziale più elevato, ma costo di lavorazione per kg più basso su scala |
| Complessità della manutenzione | Più semplice: una sola vite, meno parti soggette a usura | Più complesso; due viti, la scatola ingranaggi richiede un'assistenza specializzata |
| Le migliori applicazioni in PVC | PVC flessibile, rivestimento di cavi, tubi semplici, pellicole | Tubi, profili, rivestimenti, recinzioni, lastre rigide in PVC |
| Autopulente | No, il materiale può ristagnare nelle zone morte. | Sì (co-rotante); il design intermeshing riduce al minimo i punti morti |
Ecco cosa non c'è in questa tabella: la vera differenza di costo non è nel prezzo della macchina, ma nella fase di composizione. Se acquistate un estrusore monovite per PVC rigido, dovrete quasi certamente acquistare pellet precomposti o investire in una linea di compoundazione separata. Il sovrapprezzo per i pellet aggiunge $50-150 per tonnellata al costo del materiale, a seconda della regione e della formulazione. Un estrusore bivite lavora direttamente la miscela secca, saltando completamente questo costo.
Ho fatto i conti per un cliente in Egitto che produce tubi in PVC da 200 mm a 800 kg/ora. L'estrusore bivite è costato $85.000 in anticipo rispetto all'alternativa monovite. Ma il processo di miscelazione a secco ha fatto risparmiare circa $80/ton sul materiale. Al loro volume, la bivite si è ripagata in meno di 7 mesi. Dopodiché, si è trattato di un puro miglioramento dei margini.
Un'eccezione? Le aziende con piccoli volumi o quelle che già acquistano compound pellettizzato per altri motivi. In questi casi, una buona macchina monovite, magari accoppiata con un granulatore di plastica per la lavorazione del rimacinato, può essere l'investimento più intelligente.

Il PVC è il terzo polimero plastico più prodotto al mondo e l'estrusione è il suo principale metodo di lavorazione. La gamma di prodotti che escono dalle linee di estrusione del PVC è davvero sbalorditiva quando si inizia a elencarli.
Questo è il più grande. I tubi in PVC per l'approvvigionamento idrico, il drenaggio, le fognature, l'irrigazione e le condutture elettriche rappresentano la più grande applicazione dell'estrusione di PVC a livello mondiale. Il mercato è enorme: il mercato globale dei tubi in PVC è stato valutato in oltre $60 miliardi nel 2024 e continua a crescere, grazie allo sviluppo delle infrastrutture in Asia, Africa e America Latina.
L'estrusione di tubi utilizza principalmente estrusori bivite conici per diametri da 16 mm a 800 mm e oltre. Per i tubi di diametro superiore (630 mm e oltre) si utilizzano talvolta macchine bivite parallele per le elevate velocità di produzione richieste.
Se avete mai osservato da vicino un serramento in PVC, avete visto le complesse camere cave al suo interno. Questi profili multicamera vengono estrusi su linee bivite con matrici e utensili di calibrazione incredibilmente precisi. L'estrusione di profili richiede le tolleranze dimensionali più strette di qualsiasi altra applicazione in PVC: una variazione dello spessore delle pareti di +/- 0,1 mm è lo standard.
Per chiunque stia esplorando questo segmento, il nostro Guida all'acquisto di macchine per l'estrusione di profili in plastica approfondisce i requisiti specifici.
Il compound di PVC flessibile riveste fili e cavi elettrici a velocità fino a 600 metri al minuto su estrusori monovite ad alta velocità. Questo è un settore in cui le macchine monovite dominano perché il materiale è costituito da pellet di PVC flessibile precomposto e i requisiti principali sono la velocità e la concentricità piuttosto che la miscelazione.
I tubi medicali in PVC (flebo, sacche di sangue, tubi respiratori) richiedono un composto di grado alimentare/medicale e condizioni di estrusione in camera bianca. Le macchine sono in genere estrusori mono o bivite di dimensioni ridotte, con superfici di contatto in acciaio inox e controllo dimensionale ultrapreciso.
Le lastre di PVC rigido per la termoformatura, i film trasparenti per l'imballaggio e i pavimenti in piastrelle viniliche di lusso (LVT) provengono tutti da linee di estrusione. La produzione di pavimenti LVT è esplosa negli ultimi anni e utilizza estrusori bivite o planetari specializzati che alimentano pile di rotoli di calandra.
Quest'anno due aree stanno guadagnando slancio. Il primo, Compositi legno-plastica a base di PVC (WPC) per decking e rivestimenti, che richiedono estrusori bivite paralleli in grado di gestire carichi di riempimento elevati. Secondo, lavorazione del PVC riciclato - in Europa e dalla crescita delle normative. domanda di macchinari per il riciclaggio della plastica in grado di gestire flussi di rifiuti di PVC post-consumo.
Quando si leggono le schede tecniche di un estrusore di PVC, alcuni numeri sono molto importanti, mentre altri sono sostanzialmente delle chiacchiere di marketing. Dopo aver valutato decine di macchine per i clienti, ecco le specifiche a cui faccio effettivamente attenzione e perché.
Rapporto L/D (lunghezza/diametro): Si tratta della lunghezza della vite divisa per il suo diametro. Per gli estrusori bivite di PVC, i rapporti L/D tipici vanno da 20:1 a 28:1. Un L/D più lungo garantisce un tempo di residenza e di miscelazione maggiore, ma anche una maggiore esposizione termica. Per le miscele a secco di PVC rigido, i rapporti da 22:1 a 25:1 rappresentano il punto di forza. Se si supera il rapporto 28:1 si rischia la degradazione termica.
Rapporto di compressione: Il rapporto tra la profondità della zona di alimentazione e la profondità della zona di dosaggio. Per il PVC, sono tipici rapporti di compressione compresi tra 2,0:1 e 2,5:1. Una maggiore compressione significa un maggiore taglio: ottimo per il PVC flessibile, rischioso per le formulazioni rigide.
Metallurgia delle viti: Il PVC rilascia acido cloridrico durante la lavorazione, che è corrosivo. Le viti di qualità utilizzano acciaio nitrurato (minimo), rivestimenti bimetallici o, nelle macchine di qualità superiore, acciaio per utensili con rivestimenti speciali. Le viti economiche si consumano rapidamente e contaminano il prodotto. Questo è un settore in cui non consiglio mai di tagliare i costi.
Il cilindro è suddiviso in più zone a temperatura controllata in modo indipendente - in genere 4-8 zone per un estrusore di PVC. Ogni zona è dotata di riscaldatori (a fascia ceramica o in alluminio fuso) e spesso di raffreddamento ad aria o ad acqua. La capacità di raffreddare le singole zone è fondamentale per il PVC, perché il calore di taglio generato può facilmente superare la temperatura target.
Cercate macchine con Controllori di temperatura PID su ogni zona con una precisione di +/- 1 grado C. Le macchine più economiche utilizzano un controllo on/off, che crea sbalzi di temperatura che si manifestano come incongruenze nel prodotto.
Il motore e il riduttore azionano le viti. Caratteristiche principali:
Lo stampo converte il flusso di fusione rotondo proveniente dal cilindro nella forma del prodotto. Per i tubi è relativamente semplice. Per i profili, gli stampi possono avere più di 20 canali di flusso e costare $10.000-50.000 l'uno. Lo stampo deve essere progettato specificamente per la formulazione del PVC e le dimensioni del prodotto.
Una cosa che controllo sempre: la matrice è dotata di bulloni a labbro regolabili o di labbri flessibili? Questi consentono di regolare con precisione la distribuzione dello spessore della parete senza rimuovere lo stampo. Si risparmia un sacco di tempo durante l'avviamento e i cambi di prodotto.
I moderni estrusori di PVC nel 2026 dovrebbero essere dotati di un controllo basato su PLC con un touchscreen HMI (interfaccia uomo-macchina). Il sistema di controllo gestisce le zone di temperatura, la velocità della vite, la pressione di fusione e spesso si integra con le apparecchiature a valle. I sistemi migliori includono la memorizzazione delle ricette (in modo da poter richiamare le impostazioni per prodotti diversi), la registrazione dei dati e la possibilità di monitoraggio remoto.
Non sottovalutate il sistema di controllo. Ho visto due estrusori identici dello stesso produttore funzionare in modo completamente diverso perché uno aveva un sistema di controllo ben tarato e l'altro funzionava con controlli di base con una scarsa regolazione PID.
Bene, questa è la sezione in cui mi guadagno da vivere. Non si tratta di consigli d'acquisto generici, ma degli aspetti specifici che prendo in considerazione quando aiuto i clienti a spendere da $50.000 a $500.000 in impianti di estrusione di PVC.
Sembra ovvio. Non lo è. Non riesco a contare quanti acquirenti iniziano chiedendo “qual è il miglior estrusore?” senza definire chiaramente cosa devono produrre, a quale volume e con quale standard qualitativo.
Scrivere: tipo di prodotto, dimensioni (diametro, spessore della parete, geometria del profilo), produzione target in kg/ora, velocità di linea richiesta in m/min e obiettivi di produzione giornalieri/mensili. Quindi aggiungere 20-30% di margine. Far funzionare costantemente un estrusore a una capacità di 100% è una ricetta per accelerare l'usura e i problemi di qualità.
Se dovete lavorare una miscela secca di PVC rigido per tubi o profili, avete bisogno di un estrusore bivite. Punto. Una macchina monovite vi darà infiniti grattacapi con particelle non fuse e qualità incostante. Se state lavorando pellet di PVC flessibile per cavi o tubi, una macchina monovite è perfettamente adeguata e più economica.
Per tubi in PVC rigido fino a 400 mm: bivite coniche (serie SJSZ nella nomenclatura cinese). Per tubi di grande diametro o linee di profili ad alta produttività: bivite parallele. Per PVC flessibile o materiale precomposto: monovite.
L'energia rappresenta in genere 60-70% del costo operativo totale di una linea di estrusione di PVC (escluse le materie prime). Una macchina che costa $15.000 in meno all'inizio, ma che consuma 20% in più di energia per chilogrammo, vi costerà molto di più nel corso dei suoi 10-15 anni di vita.
Cercate: azionamenti per servomotori (non motori in c.a. standard), riduttori efficienti (riduttori epicicloidali per le viti doppie) e camicie isolate che riducono la perdita di calore. Le migliori macchine nel 2026 raggiungono un consumo energetico specifico inferiore a 0,20 kWh/kg per la produzione di tubi in PVC rigido.
Il riduttore di un estrusore bivite è un pezzo di ingegneria di precisione che gestisce carichi di coppia enormi. Un guasto alla scatola degli ingranaggi può costare $15.000-40.000 dollari per la riparazione e settimane di fermo macchina. Chiedete informazioni sul produttore del riduttore, sulla coppia nominale rispetto alla coppia massima della vite, sul tipo di cuscinetto e sul sistema di lubrificazione.
I produttori di estrusori affidabili utilizzano riduttori di specialisti come Flender, Zambello o progetti interni con una comprovata esperienza. Se il fornitore non è in grado di fornire informazioni sull'origine e sulle specifiche del riduttore, è meglio che se ne vada.
L'estrusore è solo l'inizio della linea. Sono necessari una matrice, un serbatoio di calibrazione, un bagno di raffreddamento, un traino, una taglierina e, eventualmente, un impilatore o una pressa. Tutti questi elementi devono essere adattati alla velocità di produzione dell'estrusore, alle dimensioni del prodotto e alla velocità della linea.
Se possibile, acquistate la linea completa da un unico fornitore. Le linee di fornitori misti possono funzionare, ma dovrete passare settimane a integrare le apparecchiature e nessuno si assumerà la responsabilità quando qualcosa non funziona.
Qualsiasi produttore può scrivere specifiche impressionanti. Ciò che conta è come si comporta la macchina dopo 6 mesi di produzione. Chiedete di trovare clienti di riferimento nella vostra regione, possibilmente che producano prodotti simili. Chiamateli. Se possibile, visitateli. Chiedete informazioni sui tempi di attività, sulla costanza della qualità, sulla disponibilità dei ricambi e sulla reattività del team di assistenza del produttore.
Ho rifiutato macchine che sembravano ottime sulla carta dopo aver visitato un sito di riferimento e aver visto la realtà. L'estrusore “da 800 kg/h” di un produttore produceva in realtà 520 kg/h di prodotto accettabile perché il sistema di controllo non riusciva a mantenere temperature stabili.
Un estrusore in PVC è un investimento di 10-15 anni. Durante questo periodo, avrete bisogno di viti di ricambio, rivestimenti del cilindro, riscaldatori, termocoppie, guarnizioni della scatola degli ingranaggi ed eventualmente aggiornamenti del sistema di controllo. Se il vostro fornitore si trova dall'altra parte del mondo, senza assistenza locale e con tempi di consegna di 12 settimane per i pezzi di ricambio, state correndo un grosso rischio.
I migliori fornitori - ed è qui che si trovano i fornitori affermati produttori di macchine per il riciclaggio della plastica in Cina sono notevolmente migliorati: gestiscono magazzini regionali, offrono assistenza online per la risoluzione dei problemi e possono spedire i ricambi critici entro 48-72 ore.
Sarò diretto: il mercato degli estrusori in PVC è affollato e non tutti i marchi meritano la loro reputazione. Alcuni si appoggiano all'eredità, mentre quelli più recenti offrono un valore migliore. Ecco la mia valutazione onesta, basata su macchine che ho valutato personalmente, installato presso clienti o visto in funzione in ambienti di produzione.
Lo standard di riferimento per l'estrusione conica di PVC a doppia vite. La serie KMD è da decenni il punto di riferimento per la produzione di tubi e profili in PVC rigido. La qualità costruttiva è eccezionale, gli ingranaggi sono a prova di bomba e il loro know-how di processo è ineguagliabile. Il lato negativo? Il prezzo. Si paga un sovrapprezzo di 40-60% rispetto agli equivalenti cinesi. Per i produttori di grandi volumi, dove i tempi di attività e la costanza della qualità giustificano l'investimento, KraussMaffei è difficile da contrastare.
Un concorrente stretto di KraussMaffei, particolarmente forte nell'estrusione di tubi ad alto rendimento. Le loro serie conEX e solEX sono cavalli di battaglia nella produzione di tubi in PVC di grande diametro. Sono stati i pionieri di alcune innovazioni in materia di efficienza energetica, come i sistemi di servoazionamento integrati, che altri hanno poi copiato. Anche le linee di estrusione di profili in PVC sono di alto livello, soprattutto per il mercato europeo delle finestre.
Un'azienda italiana a conduzione familiare che produce estrusori bivite dal 1946. È particolarmente apprezzata per le sue macchine bivite parallele e ha una forte presenza nella produzione di tubi in PVC in Medio Oriente e Africa. Le loro macchine non sono raffinate come quelle dei marchi tedeschi/austriaci, ma sono robuste, a prezzi competitivi e la rete di assistenza Bausano nei mercati in via di sviluppo è sorprendentemente buona.
Il più grande produttore cinese di impianti di estrusione per fatturato. Nell'ultimo decennio JWELL ha investito molto nella tecnologia di estrusione del PVC e le sue ultime linee bivite coniche sono realmente competitive con le macchine europee a un prezzo inferiore di 40-50%. Ho visto linee di tubi in PVC JWELL in funzione nel sud-est asiatico e in Africa con prestazioni solide. Il loro punto debole è ancora nei dettagli: la messa a punto del sistema di controllo, la qualità degli stampi e l'affidabilità a lungo termine della scatola degli ingranaggi non sono all'altezza dei leader europei. Ma il divario si sta riducendo rapidamente.
Dominante nel subcontinente indiano per l'estrusione di tubi in PVC. Hanno costruito migliaia di linee per il mercato indiano delle infrastrutture in piena espansione. Le loro macchine sono progettate per le sfide specifiche del mercato indiano: fluttuazioni di tensione, ambienti polverosi, operatori con livelli di competenza diversi. Non sono le più avanzate tecnologicamente, ma sono collaudate e pratiche.
Altri esempi che meritano di essere citati: Leistritz (Germania) per applicazioni bivite parallele specializzate, Coperion (Germania) per gli estrusori di compounding di PVC, Macchinario Genius (Taiwan) per le linee di lastre e film in PVC di fascia media, e Xinrong (Cina) per linee di tubi in PVC economiche che superano il loro prezzo.
Il mio consiglio sincero? Se il vostro budget lo consente, le macchine europee offrono il miglior valore a lungo termine per la produzione di grandi volumi e di qualità. Se siete agli inizi o operate in mercati sensibili ai prezzi, i produttori cinesi come JWELL e molti altri hanno raggiunto un livello di qualità tale da renderli redditizi, soprattutto se abbinati a riduttori e componenti di controllo di provenienza europea. Basta fare la dovuta diligenza. Visitate la fabbrica. Assistete a una prova di funzionamento. Parlate con i clienti esistenti.
L'industria dell'estrusione del PVC non è esattamente nota per la sua rapidità. Alcuni progetti di macchine fondamentali non sono cambiati radicalmente in 20 anni. Ma il 2026 si preannuncia come un vero e proprio punto di inflessione, con diverse tendenze convergenti che stanno effettivamente cambiando il modo in cui le macchine vengono costruite e gestite, e non solo parole di marketing applicate alla vecchia tecnologia.
Questa è una realtà, non un'illusione. I principali produttori stanno ora distribuendo estrusori con connettività OPC-UA integrata, cruscotti di monitoraggio basati su cloud e algoritmi di manutenzione predittiva. Il sistema smartAssist di KraussMaffei, ad esempio, raccoglie oltre 500 punti di dati al secondo dalla linea di estrusione e utilizza l'apprendimento automatico per prevedere le deviazioni della qualità prima che producano scarti.
In pratica, ciò significa per gli acquirenti: è possibile monitorare le prestazioni della linea dal proprio telefono, ricevere avvisi quando la temperatura di un cuscinetto inizia a tendere verso l'alto (settimane prima che si guasti) e ottimizzare le ricette in base ai dati di produzione effettivi anziché a congetture. Un direttore di stabilimento in Turchia mi ha detto che il tasso di scarti è sceso da 3,2% a 0,8% nel giro di sei mesi dall'implementazione del monitoraggio intelligente sulle linee di tubi in PVC.
Oltre al monitoraggio, alcuni sistemi utilizzano l'intelligenza artificiale per regolare automaticamente i parametri di processo in tempo reale. La temperatura di fusione sta andando alla deriva? Il sistema regola la velocità della vite e le temperature della zona prima che l'operatore se ne accorga. Il lotto di materiale in arrivo ha una densità leggermente diversa? L'alimentatore gravimetrico e la velocità della vite compensano automaticamente.
Sono cautamente ottimista al riguardo. La tecnologia funziona in dimostrazioni controllate, ma ho visto che si scontra con la realtà disordinata dei reparti di produzione: fluttuazioni di potenza, incongruenze dei materiali, sbalzi di temperatura ambientale. Lasciate che maturi per altri 2-3 anni, ma iniziate ad acquistare macchine “pronte per l'intelligenza artificiale” con l'infrastruttura di sensori già pronta.
Si tratta del più grande miglioramento pratico nell'estrusione del PVC degli ultimi cinque anni. La sostituzione dei tradizionali motori a corrente alternata con servomotori a magneti permanenti riduce il consumo energetico di 15-25% e fornisce un controllo della velocità molto più preciso. Secondo i dati pubblicati da il Dipartimento dell'Energia degli Stati Uniti, I sistemi a motore rappresentano circa 70% dell'energia elettrica industriale utilizzata nella lavorazione delle materie plastiche, rendendo l'efficienza degli azionamenti il miglioramento a più alto impatto disponibile.
Il periodo di ammortamento di un aggiornamento dei servoazionamenti è in genere di 18-30 mesi, a seconda dei costi di elettricità locali. Nelle regioni in cui i prezzi dell'energia sono elevati (Europa, parti del sud-est asiatico), non c'è da preoccuparsi.
Le normative europee - in particolare l'obiettivo della Circular Plastics Alliance dell'UE di 10 milioni di tonnellate di plastica riciclata entro il 2030 - stanno spingendo i riciclatori e gli estrusori di PVC a gestire i rifiuti di PVC post-consumo e post-industriali. La sfida è che il PVC riciclato spesso contiene contaminanti, additivi misti e polimeri degradati che gli estrusori standard non sono stati progettati per gestire.
La risposta dei costruttori di macchine: estrusori bivite con degasaggio potenziato (sfiato sottovuoto per rimuovere umidità e volatili), sistemi di filtrazione del fuso con cambio automatico dei vagli e design delle viti modificati che consentono una lavorazione più delicata del polimero già degradato. Se la lavorazione del PVC riciclato è nel vostro futuro - e per molti produttori dovrebbe esserlo - assicuratevi che il vostro nuovo estrusore possa ospitare queste caratteristiche. Per uno sguardo più ampio sulle attrezzature per la lavorazione della plastica riciclata, questa guida alle macchine di estrusione per il riciclaggio copre gli aspetti specifici.
Lo spazio a terra è costoso. La tendenza a realizzare estrusori dalle dimensioni più compatte, grazie alla disposizione verticale degli azionamenti, agli armadi di controllo integrati e alla progettazione di cilindri più corti con una geometria della vite ottimizzata, è davvero utile per le strutture con vincoli di spazio. Alcuni modelli 2026 forniscono la stessa produzione di macchine che cinque anni fa erano più grandi di 30%.
Permettetemi di risparmiarvi qualche imbarazzante conversazione con i rappresentanti di vendita. Ecco quanto costeranno effettivamente le macchine per estrusione di PVC nel 2026, sulla base di recenti preventivi e transazioni a cui ho partecipato. Si tratta di prezzi FOB per l'unità estrusore - le linee complete con attrezzature a valle costano 2-4 volte di più.
| Tipo e dimensioni della macchina | Produttore cinese | Produttore europeo | Applicazione tipica |
|---|---|---|---|
| A vite singola, 45-65 mm | $8.000 - $25.000 | $30.000 - $80.000 | Tubo flessibile in PVC, rivestimento dei cavi |
| Bifilare conico, 51/105 mm | $18.000 - $35.000 | $70.000 - $140.000 | Tubi in PVC da 16-110 mm |
| Vite doppia conica, 65/132 mm | $28.000 - $55.000 | $100.000 - $200.000 | Tubi in PVC 50-250 mm, profili |
| Vite doppia conica, 80/156 mm | $45.000 - $85.000 | $150.000 - $300.000 | Tubi in PVC 110-400 mm |
| Bifilare conica, 92/188 mm | $70.000 - $130.000 | $200.000 - $400.000 | Tubi in PVC di grande diametro 200-630 mm |
| Vite doppia parallela, 65-95 mm | $35.000 - $90.000 | $120.000 - $350.000 | Compounding di PVC, WPC, profili ad alta produttività |
| Estrusore planetario | $80.000 - $200.000 | $250.000 - $600.000+ | Foglio di PVC, alimentazione per calandratura |
Alcune cose che la tabella non mostra:
Costi della linea completa (estrusore + matrice + calibrazione + raffreddamento + traino + taglierina) in genere sono pari a 2,5-4 volte il prezzo del solo estrusore. Una linea completa di tubi in PVC di produzione cinese che produce tubi da 16-110 mm potrebbe costare $60.000-120.000 in totale. L'equivalente europeo: $200.000-500.000.
Fattori che fanno oscillare drasticamente i prezzi:
La mia opinione onesta sul divario di prezzo tra Cina ed Europa: si sta riducendo, ma è ancora significativo. Per una startup o un produttore in un mercato in via di sviluppo, una macchina cinese ben specificata di un produttore affidabile offre 80-90% delle prestazioni a 40-50% del costo. Per un produttore che lavora 24 ore su 24, 7 giorni su 7, dove ogni ora di fermo macchina costa migliaia di euro, le macchine europee spesso giustificano il loro sovrapprezzo grazie a un'affidabilità superiore e a un costo di vita inferiore per chilogrammo.
Non comprate la macchina più economica che riuscite a trovare. Ho visto aziende “risparmiare” $20.000 su un estrusore economico e poi spendere $50.000 nei due anni successivi per riparazioni, pezzi di ricambio e perdita di produzione. La fascia media del mercato - produttori cinesi di qualità o marchi europei entry-level - è di solito la zona più conveniente.
Un estrusore di PVC ben mantenuto può funzionare in modo produttivo per 15-20 anni. Un estrusore trascurato inizia a causare problemi entro 18 mesi. Sono entrato in strutture in cui l'estrusore aveva tecnicamente solo 3 anni, ma sembrava - e funzionava - come se ne avesse 15. La manutenzione non è affascinante, ma è la differenza tra fare soldi e trovare scuse.
Richiedono 15-20 minuti e prevengono 80% alcuni problemi comuni:
Questo è il problema principale. L'usura della vite e del cilindro è la causa #1 del calo della produzione e della qualità negli estrusori di PVC. La natura corrosiva del PVC (rilascio di HCl) e le cariche abrasive comunemente utilizzate (carbonato di calcio, biossido di titanio) accelerano l'usura.
Estrarre la vite per l'ispezione ogni 3.000-5.000 ore di funzionamento (all'incirca ogni 6-12 mesi per una macchina che lavora su due turni). Misurare i diametri di volo e confrontarli con le specifiche originali. Se il diametro di volo è diminuito di oltre 0,1-0,15 mm (per una vite binata) o l'alesaggio della canna è aumentato in misura analoga, è il momento di sostituirla o rinnovarla.
Una combinazione vite-barile usurata riduce la produzione, aumenta il consumo energetico e causa problemi di qualità molto prima di un guasto catastrofico. Non aspettate un guasto catastrofico.
Spessore delle pareti non uniforme su tubi/profili: Di solito si tratta di un problema di allineamento della matrice o di una temperatura di fusione non uniforme. Controllare i bulloni di centratura dello stampo e verificare che tutte le temperature della zona del barile rientrino nelle specifiche. Controllare anche l'usura degli utensili di calibrazione a valle.
Decolorazione della superficie (ingiallimento o striature marroni): Il PVC si sta degradando a causa della temperatura eccessiva o del tempo di permanenza. Controllare che non vi siano punti morti nello stampo dove il materiale può ristagnare. Verificare la temperatura effettiva della colata (non solo i valori nominali della zona del barile) con un pirometro portatile. Ridurre la velocità della vite se la temperatura di fusione è troppo alta.
Uscita in aumento (flusso pulsante): Spesso è causata da un'alimentazione incoerente: verificare la presenza di ponti di materiale nella tramoggia o di alette della sezione di alimentazione usurate. Può anche indicare un anello di ritegno usurato (sulle macchine monovite) o una contropressione insufficiente.
Accumulo di stampi (plate-out): Depositi cerosi o gessosi sulle labbra della matrice che causano striature sulla superficie del prodotto. Si tratta di un problema di formulazione (eccesso di lubrificante o stabilizzante), ma può essere gestito pulendo periodicamente i labbri della matrice e assicurando che la temperatura di fusione sia nell'intervallo ottimale.
Consumo energetico eccessivo: Controllare l'isolamento del cilindro (le guaine mancanti o danneggiate sprecano 10-15% di energia di riscaldamento), verificare il funzionamento del riscaldatore (un riscaldatore bruciato costringe le zone adiacenti a lavorare troppo) e controllare il gioco tra vite e cilindro (i componenti usurati richiedono più energia per generare la stessa potenza).
Con una corretta manutenzione, il telaio della macchina, la scatola degli ingranaggi e gli impianti elettrici durano a lungo. 15-25 anni. La vite e il cilindro - i principali componenti soggetti a usura - devono essere sostituiti o rinnovati ogni 3-7 anni a seconda delle ore di funzionamento, dell'abrasività del materiale e della metallurgia. Riscaldatori, termocoppie e guarnizioni sono materiali di consumo sostituiti in cicli più brevi. Ho visto macchine europee ben tenute funzionare in modo produttivo dopo oltre 20 anni con regolari sostituzioni di viti e cilindri.
Sì, ma con delle avvertenze. Il PVC riciclato contiene spesso contaminanti, sistemi di stabilizzazione misti e polimeri parzialmente degradati che richiedono ulteriori fasi di lavorazione. È necessaria una macchina con capacità di degassificazione sotto vuoto (per eliminare l'umidità e i volatili), un sistema di filtrazione della colata con cambio automatico del vaglio e geometria della vite potenzialmente modificata per una lavorazione più delicata. Non tutti gli estrusori di PVC sono attrezzati per questo tipo di lavorazione: prima dell'acquisto, è bene discutere con il produttore della lavorazione del materiale riciclato. Il la giusta configurazione dell'apparecchiatura di riciclaggio fa una differenza significativa nella qualità dell'output.
Il consumo energetico specifico per l'estrusione del PVC varia da Da 0,18 a 0,35 kWh per chilogrammo di produzione, a seconda del tipo di macchina, dell'efficienza e del prodotto. Gli estrusori bivite con servoazionamenti si collocano nella fascia bassa, mentre le macchine monovite più vecchie con motori CA standard si collocano nella fascia alta. Per una bivite conica da 65/132 mm che produce tubi in PVC a 300 kg/ora, la potenza totale collegata è in genere di 55-90 kW, con un consumo effettivo di circa 40-65 kW durante il funzionamento regolare.
Come minimo, cercate Marchio CE (obbligatorio per i mercati europei e un buon indicatore di qualità a livello globale). La certificazione ISO 9001 del produttore è standard. Per le macchine che lavorano il PVC per uso alimentare o medico, potrebbe essere necessaria la documentazione delle superfici di contatto conformi alla FDA. I componenti elettrici devono essere dotati di certificazione UL o equivalente. Se state importando in regioni specifiche, verificate i requisiti locali: alcuni Paesi richiedono certificazioni di sicurezza aggiuntive rispetto alla CE.
Per una linea di estrusione di PVC completa (estrusore + downstream), pianificare per 2-4 settimane dalla consegna alla prima produzione. Questo periodo si suddivide approssimativamente in: 3-5 giorni per l'installazione meccanica e l'allineamento, 2-3 giorni per i collegamenti elettrici e l'impostazione del sistema di controllo, 2-3 giorni per le prove e l'ottimizzazione del processo e 3-5 giorni per la formazione degli operatori. Le linee più grandi o più complesse possono richiedere 4-6 settimane. Prima dell'arrivo della macchina, è necessario prevedere altre 1-2 settimane per la preparazione delle fondamenta.
Il PVC rigido (uP) non contiene plastificanti e viene lavorato come polvere a secco, in genere su estrusori bivite. Viene utilizzato per tubi, profili e lastre rigide. Il PVC flessibile contiene 20-50% plastificanti (di solito ftalati o alternative non ftalate) e viene lavorato come pellet precomposto, spesso su estrusori monovite. Viene utilizzato per l'isolamento di cavi, tubi e film flessibili. I due tipi di estrusione richiedono design di vite, profili di temperatura e spesso tipi di macchine completamente diversi.
Ecco a cosa si arriva dopo tutto ciò che abbiamo trattato.
Il “miglior” estrusore di PVC non esiste in astratto. Esiste solo in relazione a il tuo prodotto specifico, volume, requisiti di qualità e budget. Una bivite conica cinese da $25.000 è la macchina “migliore” per una startup che produce guaine in PVC in un mercato in via di sviluppo. Una $300.000 KraussMaffei è la macchina “migliore” per un produttore europeo di profili per finestre che lavora su tre turni con tolleranza zero per le variazioni dimensionali.
Gli errori che vedo più spesso non riguardano l'acquisto della marca sbagliata. Si tratta di:
Se c'è una cosa che si può trarre da questa guida, è questa: Definite con precisione i vostri requisiti, adattate il tipo di macchina al vostro materiale e prodotto e valutate il costo totale di proprietà, non solo il prezzo di acquisto.
Siete pronti a procedere? Chiedete preventivi ad almeno tre produttori, richiedete prove di collaudo con la vostra specifica formulazione di PVC e visitate impianti di riferimento. Se state considerando la lavorazione del PVC riciclato come parte della vostra strategia di produzione, questa guida completa alle macchine per il riciclaggio può aiutarvi a comprendere i requisiti dell'apparecchiatura aggiuntiva.
Avete domande specifiche sulla scelta dell'estrusore per PVC per la vostra applicazione? Rivolgetevi a uno specialista dell'estrusione che potrà valutare i vostri requisiti di produzione e consigliarvi una configurazione di apparecchiature adeguata: è il modo più rapido per evitare errori costosi.
{“@type”: ”Article”, ”author”:{“url”: ”https://jiantaimachine.com”, ”name”: ”JianTai”,”@type”: ”Organization”},”@context”: ”https://schema.org”, ”headline”: ”Macchina estrusore plastica PVC: Complete Guide to Types & Selection (2026)”, ”keywords”:[“Macchina estrusore plastica PVC”, ”estrusore PVC”, ”estrusore bivite”, ”bivite conica”, ”estrusione tubi PVC”, ”estrusione profili PVC”, ”macchina estrusione plastica”, ”linea estrusione PVC”], ”publisher”:{“url”: ”https://jiantaimachine.com”, ”name”: ”JianTai”,”@type”: ”Organization”}, ”wordCount”: ”5200, ”description”: ”Scopri tutto sulle macchine per estrusione di plastica in PVC nel 2026. Esplora i tipi, i principi di funzionamento, le specifiche principali, i principali produttori e i consigli degli esperti per scegliere l'estrusore giusto per le tue esigenze di produzione.”, ”dateModified”: ”2026-03-14″, ”datePublished”: ”2026-03-14″, ”articleSection”: ”Plastic Machinery”, ”mainEntityOfPage“:{”@id”: ”https://jiantaimachine.com/pvc-plastic-extruder-machine-complete-guide/”,”@type”: ”WebPage"}}


