Apportare alcune modifiche all'ambiente mondiale
La macchina che avete acquistato vi porterà profitti, ma cambierà anche indirettamente l'ambiente mondiale e darà la possibilità di utilizzare i rifiuti plastici.

Apportare alcune modifiche all'ambiente mondiale

L'estate scorsa ho trascorso tre giorni sul pavimento di una fabbrica di materie plastiche nel Guangdong, osservando un estrusore monovite che sfornava 400 kg di tubi HDPE all'ora. L'operatore, un uomo con 22 anni di lavoro, mi ha detto una cosa che mi è rimasta impressa: “Tutti pensano che l'estrusione sia solo fondere la plastica e spingerla attraverso un foro. Si sbagliano. È un esperimento di chimica che avviene a 200 gradi, e si ha una sola possibilità di controllarlo”.” Aveva ragione. Il processo di estrusione della plastica è la conversione continua di polimeri grezzi - solitamente pellet o fiocchi - in un profilo di sezione uniforme, forzando il materiale fuso attraverso uno stampo sagomato. Rappresenta circa 36% di tutta la lavorazione della plastica nel mondo, eppure la maggior parte delle spiegazioni online ne scalfisce appena la superficie.
Questa guida illustra passo per passo tutte le fasi del processo di estrusione della plastica, dalla manipolazione delle materie prime al taglio finale. Che si tratti di un ingegnere che sta progettando una nuova linea, di un responsabile degli acquisti che sta valutando le attrezzature o di uno studente che sta cercando di capire il processo di lavorazione dei polimeri, ne uscirete con una comprensione pratica e dettagliata, non con un libro di testo.
Se si toglie tutto il gergo, l'estrusione di plastica è un concetto sorprendentemente semplice. Si introduce la plastica solida in un'estremità di un cilindro riscaldato, una vite rotante la spinge in avanti mentre la fonde e la mescola, e il polimero fuso viene costretto a passare attraverso una matrice d'acciaio che lo modella in un profilo continuo - tubo, lastra, pellicola, tubo, telaio di una finestra, per intenderci. Il profilo viene poi raffreddato, dimensionato e tagliato a misura.
Concetto semplice. Esecuzione brutale.
Il motivo per cui dico questo è che il divario tra “capire l'idea” e “gestire una linea di estrusione redditizia” è enorme. Il controllo della temperatura in sei o più zone del cilindro, la progettazione della vite che bilancia il calore di taglio con l'efficienza di miscelazione, la compensazione del rigonfiamento della matrice, la sincronizzazione della velocità di traino: ogni variabile interagisce con tutte le altre. Se cambiate fornitore di resina, improvvisamente l'indice di fluidità si sposta di 0,3 g/10 min e le tolleranze dimensionali vanno a farsi benedire. L'ho visto accadere più volte di quante ne possa contare.
A differenza dello stampaggio a iniezione (che è un processo a lotti - riempire, raffreddare, espellere, ripetere), l'estrusione è continuo. La vite non smette mai di girare. Il materiale entra da un'estremità e il prodotto esce dall'altra, teoricamente per sempre. Questo è ciò che rende l'estrusione così potente dal punto di vista economico per la produzione di grandi volumi. Una linea di estrusione di tubi ben messa a punto può funzionare 24 ore su 24, 7 giorni su 7, per settimane tra un arresto e l'altro.
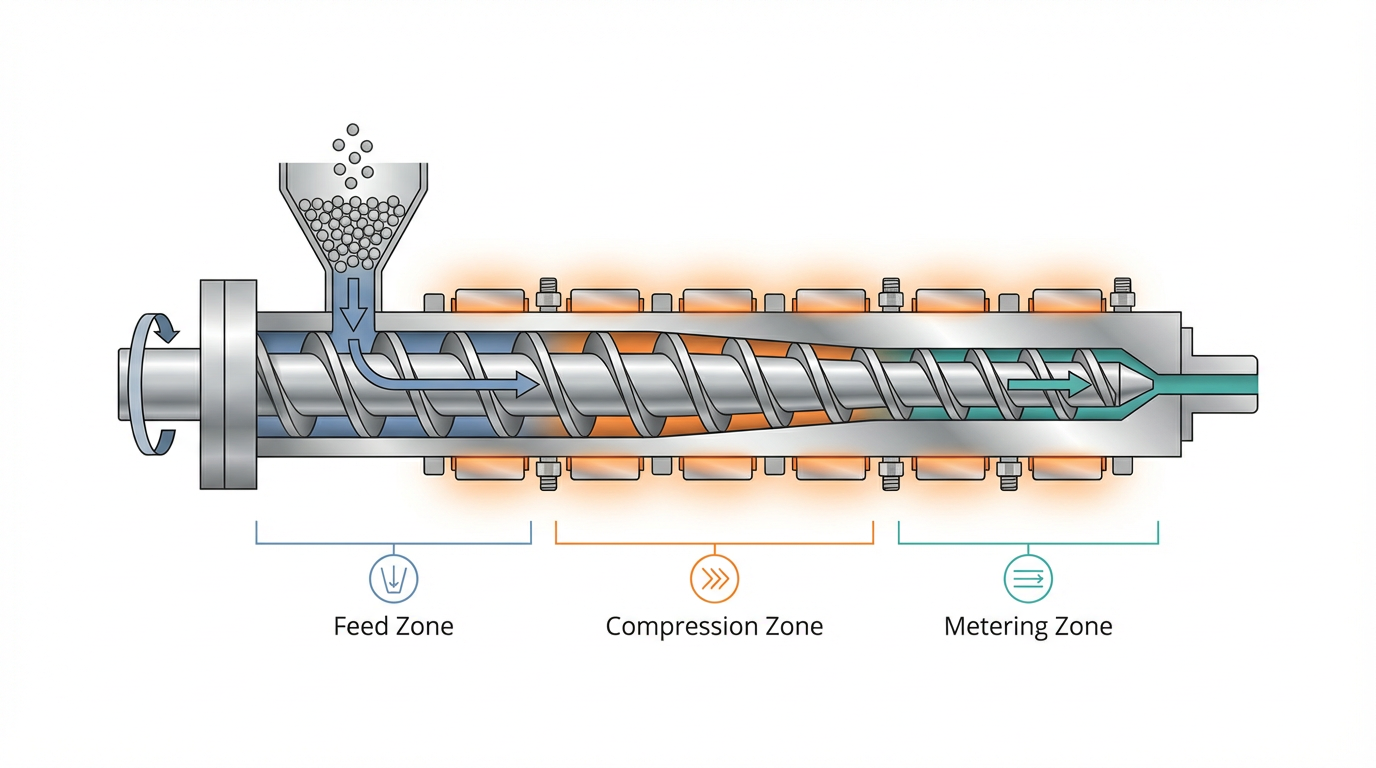
La fisica fondamentale prevede che all'interno della canna avvengano contemporaneamente tre cose:
Questo modello a tre zone - alimentazione, compressione, dosaggio - è la spina dorsale di ogni estrusore monovite mai costruito. Le macchine bivite funzionano in modo diverso (ne parleremo tra poco), ma il concetto di monovite è il punto di partenza di oltre 80% della produzione di estrusione.
Ecco qualcosa che mi ci sono voluti anni per apprezzare appieno: la maggior parte dei difetti di estrusione è riconducibile a ciò che accade prima ancora che la plastica entri nella canna.
La preparazione delle materie prime comporta:
Se si lavora con materie prime di plastica riciclata, la preparazione del materiale diventa ancora più critica. I livelli di contaminazione, il contenuto di polimeri misti e l'incoerenza dell'indice di fluidità della colata sono tutti fattori che aggravano la sfida.
La gola di alimentazione - l'apertura sul retro della canna in cui cadono i pallini - sembra la parte più semplice della macchina. Non lo è.
La gola di alimentazione è in genere raffreddata ad acqua (o ad aria nelle macchine più piccole) per evitare che i pellet si fondano prematuramente e formino un ponte che blocca il flusso del materiale. Questo fenomeno è chiamato ponte, ed è uno dei problemi più fastidiosi dell'estrusione, perché provoca un'impennata, ovvero fluttuazioni periodiche della produzione che si manifestano come variazioni di spessore nel prodotto.
L'alimentazione a pioggia (alimentazione per gravità) è l'approccio standard per gli estrusori monovite: si mantiene la tramoggia piena e la vite prende ciò che può afferrare. La velocità della vite determina la produzione. L'alimentazione per inedia, in cui un dispositivo di dosaggio controlla la velocità di alimentazione indipendentemente dalla velocità della vite, è più comune negli estrusori bivite e offre un ulteriore grado di controllo del processo.
È qui che avviene la magia. O il disastro, a seconda della vostra configurazione.
Il cilindro di un estrusore monovite standard è un cilindro di acciaio nitrurato con bande di riscaldamento elettrico avvolte intorno ad esso, suddiviso in più zone di temperatura (in genere 4-8 zone a seconda del rapporto L/D). Il vite stessa è il componente più ingegnerizzato dell'intero sistema: la sua geometria determina l'efficienza della fusione, la qualità della miscelazione e la stabilità della produzione.
Parametri chiave della vite:
| Parametro | Gamma tipica | Perché è importante |
|---|---|---|
| Rapporto L/D (lunghezza/diametro) | Da 24:1 a 36:1 | Viti più lunghe = maggiore tempo di fusione/miscelazione. 30:1 è il punto di forza per la maggior parte delle applicazioni. |
| Rapporto di compressione | Da 2:1 a 4:1 | Rapporto tra la profondità del canale della zona di alimentazione e la profondità della zona di dosaggio. Più alto = più taglio. In genere, il PE ha bisogno di 3:1-3,5:1. |
| Profondità di volo (zona di alimentazione) | Varia in base al diametro | Canali più profondi = maggiore produttività, ma potenzialmente minore efficienza di fusione. |
| Velocità della vite | 20-150 RPM (vite singola) | Più veloce = maggiore produzione + maggiore calore di taglio. Troppo velocemente e si degrada il polimero. |
Una cosa che la maggior parte delle guide non vi dirà: Il design delle viti non è universale. Una vite ottimizzata per l'estrusione di film LDPE funzionerà benissimo con il PVC rigido. Il PVC è sensibile al calore e ha bisogno di un basso taglio; l'LDPE ha bisogno di un'azione di fusione aggressiva. Sono stato consulente di aziende che hanno acquistato un estrusore usato, hanno provato a utilizzare una resina diversa con la vite esistente e non riuscivano a capire perché si verificassero scioglimenti e gelatine. La risposta era sempre la vite.
Le viti a barriera (modelli Maddock e Maillefer) sono ormai standard nella maggior parte degli estrusori moderni. Esse utilizzano un'elica secondaria per separare il letto solido dal bagno di fusione, migliorando notevolmente la consistenza della fusione rispetto alle viti convenzionali a elica singola. Se state acquistando un nuovo impianto nel 2026, non accettate un design di vite convenzionale: le viti a barriera sono la base minima.
Quando la vite spinge i pellet in avanti, la profondità del canale diminuisce. Questa compressione spinge il materiale contro la parete calda della canna, dove si forma un sottile film di fusione. Il letto solido diventa progressivamente più piccolo man mano che si sposta lungo la canna e, idealmente, quando il materiale raggiunge la zona di dosaggio, è 100% fuso e omogeneo.
“In questa frase il termine ”idealmente" è molto pesante.
In realtà, il raggiungimento di una fusione completa è una delle maggiori sfide dell'estrusione. Le particelle non fuse (chiamate “unmelts” o “gels”, a seconda di chi lo chiede) sono una battaglia costante, soprattutto ad alte velocità di produzione. La regola empirica del settore: circa il 70-80% dell'energia necessaria per fondere la plastica proviene dall'attrito di taglio generato dalla vite, non dai riscaldatori del cilindro. I riscaldatori forniscono principalmente calore supplementare e mantengono la stabilità della temperatura. Questo è il motivo per cui la velocità della vite ha un effetto così drammatico sulla temperatura del materiale fuso e perché un funzionamento troppo veloce può causare un degrado termico.
Secondo una ricerca pubblicata dal Società degli ingegneri delle materie plastiche (SPE), L'uniformità della temperatura della colata entro +/- 2 gradi C sulla sezione trasversale del flusso di colata è ottenibile con viti a barriera e miscelatori statici adeguatamente progettati, ma molte linee di produzione operano con variazioni di +/- 5-10 gradi C senza rendersene conto.
Gli elementi di miscelazione - incorporati nella punta della vite (miscelatori distributivi come quelli ad ananas o dispersivi come le sezioni Maddock) o come unità di miscelazione statica separata tra la punta della vite e la matrice - aiutano a omogeneizzare la massa fusa. Per le applicazioni critiche dal punto di vista del colore, consiglio sempre un miscelatore statico. Aggiungono una caduta di pressione minima e migliorano notevolmente la distribuzione del colore.
Tra la punta della vite e la matrice si trova la piastra di rottura - un disco d'acciaio spesso con decine di piccoli fori - sostenuta da uno o più schermi di rete metallica (il pacchetto di schermi). Questo gruppo ha tre funzioni:
Le dimensioni delle maglie del vaglio variano in genere da 20 maglie (grossolane, per composti pieni) a 200 maglie (fini, per film di qualità ottica). Una configurazione comune è una pila di 20/60/100/60/20 maglie. Quando si lavorano materiali riciclati, i cambiafiltri continui - a piastra scorrevole o a disco rotante - sono essenziali perché i livelli di contaminazione intasano i vagli molto più rapidamente di quanto non faccia la resina vergine.
Ecco un consiglio pratico che deriva da anni di ricerca guasti: se si verificano fluttuazioni periodiche della pressione alla filiera, controllare innanzitutto il pacco vagliante. Un filtro parzialmente ostruito crea una resistenza al flusso non uniforme ed è una delle cause più comuni - e più trascurate - di variazione dimensionale nei prodotti estrusi.
Lo stampo è lo strumento di formatura finale. Il polimero fuso entra come flusso rotondo dall'adattatore e viene ridistribuito nella sezione trasversale desiderata: lastra piatta, tubo anulare, profilo a finestra complesso, film sottile.
Tipi di matrice comuni:
La progettazione degli stampi è il momento in cui l'arte incontra l'ingegneria. La sfida consiste nell'assicurare una velocità uniforme della fusione sull'intera uscita dello stampo. Se un lato scorre più velocemente dell'altro, si verificano variazioni di spessore, deformazioni o tensioni interne nel prodotto finale. La simulazione fluidodinamica computazionale (CFD) è diventata uno standard per la progettazione degli stampi nel 2026, ma anche con la simulazione, la maggior parte degli stampi richiede 2-3 iterazioni di prove e regolazioni prima di ottenere un prodotto accettabile.
Una cosa che dico a tutti i clienti: Non risparmiare mai sulla matrice. Una matrice da $3.000 su una linea di estrusione da $150.000 vi costerà $30.000 in scarti e tempi di inattività nel tentativo di farla funzionare. La matrice è il componente più sensibile ai costi in relazione al suo prezzo.
Quando il polimero esce dalla filiera, si gonfia. L'estruso esce più grande dell'apertura della matrice, a volte 10-30% più grande, a seconda del materiale, della velocità di taglio e della temperatura della colata. Questo fenomeno è chiamato morire gonfiati (o rigonfiamento dell'estruso), e ciò avviene perché le catene polimeriche, che sono state allungate e allineate dal flusso di taglio all'interno della matrice, si rilassano e tornano a una configurazione più casuale una volta che le pareti vincolanti sono scomparse.
Il rigonfiamento degli stampi non è un difetto. È una questione fisica. Ma se non se ne tiene conto nella progettazione dello stampo, le dimensioni del prodotto saranno sbagliate. I polimeri ad alto peso molecolare si gonfiano di più. Velocità di taglio più elevate (velocità di estrusione più elevate) causano un rigonfiamento maggiore. Temperature di fusione più elevate riducono leggermente il rigonfiamento.
Questo è uno di quei casi in cui l'esperienza conta moltissimo. Un progettista di stampi esperto può guardare una scheda tecnica della resina e stimare il rigonfiamento dello stampo entro pochi punti percentuali. Un principiante dovrà inseguire le dimensioni per giorni.
Una volta che il profilo fuso esce dallo stampo, deve essere raffreddato e solidificato mantenendo dimensioni precise. Questa è la fase di calibrazione ed è probabilmente importante quanto lo stampo stesso.
I metodi di raffreddamento variano a seconda del tipo di prodotto:
La velocità di raffreddamento influisce direttamente sulle proprietà del materiale. Se il raffreddamento è troppo rapido, si creano tensioni interne che causano deformazioni o crepe. Se il raffreddamento è troppo lento, la velocità di produzione diminuisce e i polimeri cristallini (HDPE, PP) possono sviluppare una cristallinità eccessiva che rende il prodotto fragile. Per i tubi in PE, il Standard ISO 4427 specifica i requisiti minimi di raffreddamento proprio in virtù di questa relazione tra velocità di raffreddamento e prestazioni a lungo termine.
Un'unità di traino - in genere un estrattore a cingoli con cinghie di gomma o una serie di rulli guidati - afferra l'estruso raffreddato e lo allontana dalla trafila a una velocità controllata e costante. Si tratta di un'attrezzatura ingannevolmente critica.
La velocità di traino rispetto alla velocità di estrusione determina:
Le moderne unità di traino utilizzano servoazionamenti con feedback ad anello chiuso dai sistemi di misura a valle (micrometri laser, spessimetri a ultrasuoni). I sistemi migliori mantengono la stabilità della velocità entro +/- 0,1%. Potrebbe sembrare eccessivo, ma in una linea di tubi medicali, dove la tolleranza è di +/- 0,05 mm su una parete di 2 mm, è assolutamente necessario.
L'ultima stazione della linea di estrusione è la taglierina. Per i tubi e i profili, si tratta in genere di una sega o di un coltello mobile che si sposta con il prodotto e taglia senza fermare la linea. Per le lastre, una cesoia a ghigliottina. Per le applicazioni di pellettizzazione (in cui l'estrusore realizza pellet di plastica piuttosto che profili finiti), una pellettizzatrice a trefoli o subacquea taglia l'estruso in granuli uniformi.
La qualità del taglio è più importante di quanto si pensi. Un taglio approssimativo su un profilo per finestre in PVC comporta un lavoro di finitura supplementare. Un taglio poco tempestivo su una linea di tubi significa scarti. Le seghe planetarie con lame in metallo duro sono lo standard per tagli puliti e senza schegge su profili rigidi.
Dopo il taglio, i prodotti possono essere sottoposti a ulteriori fasi di finitura: stampa, punzonatura, bicchieratura (per i tronchetti), avvolgimento (per i tubi flessibili) o impilamento e imballaggio. Si tratta di operazioni a valle che variano notevolmente a seconda dell'applicazione.
Questa domanda mi viene posta in continuazione, quindi permettetemi di darvi una risposta chiara.
Estrusori monovite sono il cavallo di battaglia per la maggior parte delle estrusioni di profili, tubi, lastre e film. Sono più semplici, più economiche e perfettamente adeguate quando si tratta di lavorare una singola resina precomposta. Circa 85% delle linee di estrusione nel mondo utilizzano macchine monovite.
Estrusori bivite (co-rotanti o controrotanti) eccellono nel compounding, ovvero nella miscelazione di polimeri con cariche, additivi e altri polimeri. Offrono una miscelazione superiore, un controllo preciso della temperatura e la possibilità di alimentare più ingredienti in punti diversi del cilindro. Se state producendo masterbatch, componendo compositi legno-plastica o lavorando il PVC (che viene quasi sempre lavorato su viti gemelle controrotanti per l'alimentazione della miscela secca), le viti gemelle sono la scelta giusta.
L'errore che vedo? Aziende che acquistano estrusori bivite per l'estrusione semplice di tubi o profili perché qualcuno ha detto loro che la bivite è “migliore”. Non è migliore, è diverso. E costa 2-3 volte di più a parità di produzione. Non spendete troppo per una capacità che non vi serve.
Questa è la sezione che vorrei mi avessero dato quando ho iniziato. Ogni difetto di estrusione ha una causa e la maggior parte delle cause sono risolvibili se si sa dove guardare.
| Difetto | Aspetto | Le cause più probabili |
|---|---|---|
| Pelle di squalo (frattura da fusione) | Superficie ruvida e rigata | Lo sforzo di taglio sul labbro della matrice supera il valore critico. Ridurre la velocità di estrusione, aumentare la temperatura di fusione o utilizzare un coadiuvante di processo. |
| In aumento | Variazione periodica dello spessore | Alimentazione incoerente (bridging), coclea/botte usurata o contropressione fluttuante a causa di schermi intasati. |
| Gel / Scioglie | Piccoli grumi o macchie chiare nel prodotto | Fusione insufficiente - problema di progettazione della coclea, produzione troppo elevata o materiale degradato da punti morti. |
| Linee di stampo | Striature longitudinali sulla superficie | Danni o accumuli sul labbro della matrice. Pulire o lucidare la superficie della matrice. |
| Striscia di umidità | Striature o bolle d'argento | Bagnare la resina. Asciugare correttamente. Per questo non esistono scorciatoie. |
| Curvatura | Curve o torsioni del prodotto dopo il raffreddamento | Raffreddamento non uniforme, flusso asimmetrico della matrice o orientamento eccessivo a causa dell'abbassamento. |
| Decolorazione / Degradazione | Striature gialle o marroni | Temperatura di fusione troppo alta, tempo di permanenza troppo lungo o punti morti nel percorso di flusso. |
Se posso dare un consiglio a chi gestisce una linea di estrusione, è questo: tenere un registro. Registrate ogni modifica dei parametri, ogni difetto, ogni numero di lotto del materiale. Quando un problema si ripresenta tre mesi dopo, quel registro vale oro. Ho risolto problemi in 15 minuti utilizzando i dati storici che senza di essi avrebbero richiesto giorni di tentativi ed errori.
Non tutte le plastiche sono ugualmente adatte all'estrusione. Ecco un rapido riferimento alle più comuni:
Ecco dove le cose si fanno interessanti per il 2026 e oltre. L'estrusione non serve solo a realizzare nuovi prodotti a partire da resine vergini, ma è la tecnologia di base che sta alla base della produzione di prodotti di qualità. riciclaggio della plastica.
In un contesto di riciclaggio, l'estrusore funge da macchina di rifusione e ripellettizzazione. I fiocchi di plastica lavati e asciugati vengono introdotti nell'estrusore, fusi, filtrati attraverso setacci fini per rimuovere i contaminanti, degassati (spesso con una sezione di canna ventilata o una porta per il vuoto) e quindi pellettizzati per essere rivenduti come resina riciclata.
Le sfide sono diverse rispetto all'estrusione vergine. Le materie prime riciclate sono incoerenti: flusso di fusione variabile, contaminazione da polimeri misti, umidità residua, odori. Per questo motivo gli estrusori per il riciclaggio sono tipicamente dotati di:
Secondo il Associazione dei riciclatori di plastica (APR), La domanda globale di polietilene e polipropilene riciclati dovrebbe superare i 30 milioni di tonnellate annue entro il 2027, grazie agli impegni dei proprietari dei marchi e alla legislazione sulla responsabilità estesa del produttore. Questa domanda sta creando un mercato enorme per le linee di estrusione per il riciclaggio di alta qualità.
La gestione di un estrusore in base alle sensazioni e all'intuito funzionava negli anni '90. Non funziona più. Oggi non funziona più.
Le moderne linee di estrusione utilizzano sistemi di controllo integrati che monitorano e regolano:
L'integrazione dell'Industria 4.0 - in cui i dati degli estrusori confluiscono in piattaforme analitiche basate su cloud per la manutenzione predittiva e l'ottimizzazione dei processi - si sta spostando da “bello da avere” a “aspettativa standard” nel 2026. Se il vostro fornitore di apparecchiature non è in grado di offrire questo servizio, è in ritardo.
Permettetemi di concludere con alcuni insegnamenti conquistati con fatica, che non troverete in nessun libro di testo:
“Il miglior operatore di estrusori che abbia mai conosciuto controllava tre cose prima di ogni turno: l'umidità del materiale, le condizioni del pacco vagliante e la pulizia del labbro della matrice. In un anno ha avuto meno reclami sulla qualità di quanti ne abbia la maggior parte degli operatori in un mese”.”
Il processo di estrusione della plastica è una di quelle tecnologie che premia la pazienza, la precisione e l'apprendimento continuo. Dopo dieci anni, sto ancora imparando nuovi trucchi. Se siete agli inizi, non fatevi scoraggiare dalla complessità: concentratevi sulla comprensione dei fondamenti (comportamento del materiale, funzione della vite, flusso della matrice, dinamiche di raffreddamento) e il resto verrà da sé.
Dipende interamente dal polimero. L'LDPE estrude a circa 160-200 gradi C, l'HDPE a 180-230 gradi C, il PP a 200-260 gradi C e il PVC a 150-185 gradi C, perché si degrada facilmente. Il nylon si scalda a 230-290 gradi C. Queste sono le temperature di set della canna - le temperature di fusione effettive saranno più alte a causa del riscaldamento per taglio.
L'estrusione è un continuo processo che produce prodotti a sezione costante (tubi, lastre, profili). Lo stampaggio a iniezione è un lotto processo che riempie una cavità di stampo chiusa per produrre pezzi 3D discreti (bottiglie, tappi, alloggiamenti). Macchine diverse, utensili diversi, economia diversa. L'estrusione vince sul costo al kg per i prodotti in grandi volumi e a profilo costante. Lo stampaggio a iniezione vince per le geometrie 3D complesse.
La velocità della linea varia enormemente a seconda del prodotto. I tubi medicali a parete sottile possono correre a più di 100 metri al minuto. I tubi HDPE di grande diametro (600 mm e oltre) possono scorrere a 0,5-2 metri al minuto. Le linee di film soffiato operano in genere a 30-80 metri al minuto. Il fattore limitante è quasi sempre il raffreddamento: si può correre solo alla velocità di solidificazione del prodotto.
Assolutamente sì, e sta diventando la norma piuttosto che l'eccezione. HDPE, LDPE, PP e PET riciclati vengono tutti estrusi abitualmente in nuovi prodotti. Le sfide principali sono la rimozione della contaminazione, la costanza delle proprietà del flusso di fusione e il controllo degli odori. Costruito ad hoc linee di estrusione per il riciclaggio con una filtrazione e un degasaggio migliorati gestiscono efficacemente queste sfide.
Il rapporto L/D è la lunghezza della vite divisa per il suo diametro. Una vite da 90 mm lunga 2.700 mm ha un rapporto L/D pari a 30:1. Un rapporto L/D più elevato significa un maggiore tempo di permanenza nel cilindro, che generalmente si traduce in una migliore fusione e miscelazione. La maggior parte degli estrusori per usi generici utilizza un rapporto L/D compreso tra 24:1 e 30:1. Le applicazioni di compounding e riciclaggio spesso arrivano a 34:1 o 36:1 per ottenere una maggiore capacità di miscelazione.
Iniziare con il tasso di produzione richiesto in kg/h, quindi procedere a ritroso. Un estrusore monovite da 60 mm produce in genere 40-80 kg/h di PE. Una macchina da 90 mm produce 150-300 kg/h. Una macchina da 120 mm gestisce 300-600 kg/h. Si tratta di valori indicativi: la produzione effettiva dipende dalla resina, dal design della vite e dalla geometria del prodotto. È sempre necessario dimensionare un estrusore leggermente più grande del fabbisogno attuale, per lasciare spazio alla crescita. Acquistare un estrusore sottodimensionato e farlo funzionare alla massima capacità è una ricetta per problemi di qualità e usura precoce.