Realiza algunos cambios en el entorno mundial
La máquina que ha comprado le reportará beneficios, pero también cambiará indirectamente el medio ambiente mundial y dará a los residuos plásticos una oportunidad de aprovechamiento.

Realiza algunos cambios en el entorno mundial

A máquina de extrusión de perfiles de plástico transforma materias primas poliméricas en perfiles continuos con formas personalizadas que se utilizan en los sectores de la construcción, la automoción, la medicina y los bienes de consumo, y se prevé que el mercado mundial de estas máquinas supere 1,48 billones de TP para 2026. Tanto si está ampliando una planta de producción ya existente como si está poniendo en marcha una nueva línea de extrusión, la elección de la máquina adecuada determina la calidad de su producto, el rendimiento y la rentabilidad a largo plazo. Esta completa guía para compradores abarca todos los factores clave —desde los principios de funcionamiento y los tipos de máquinas hasta el análisis de costos, la resolución de problemas y las últimas tendencias tecnológicas para 2026— para que pueda tomar una decisión de compra con confianza y bien informada.
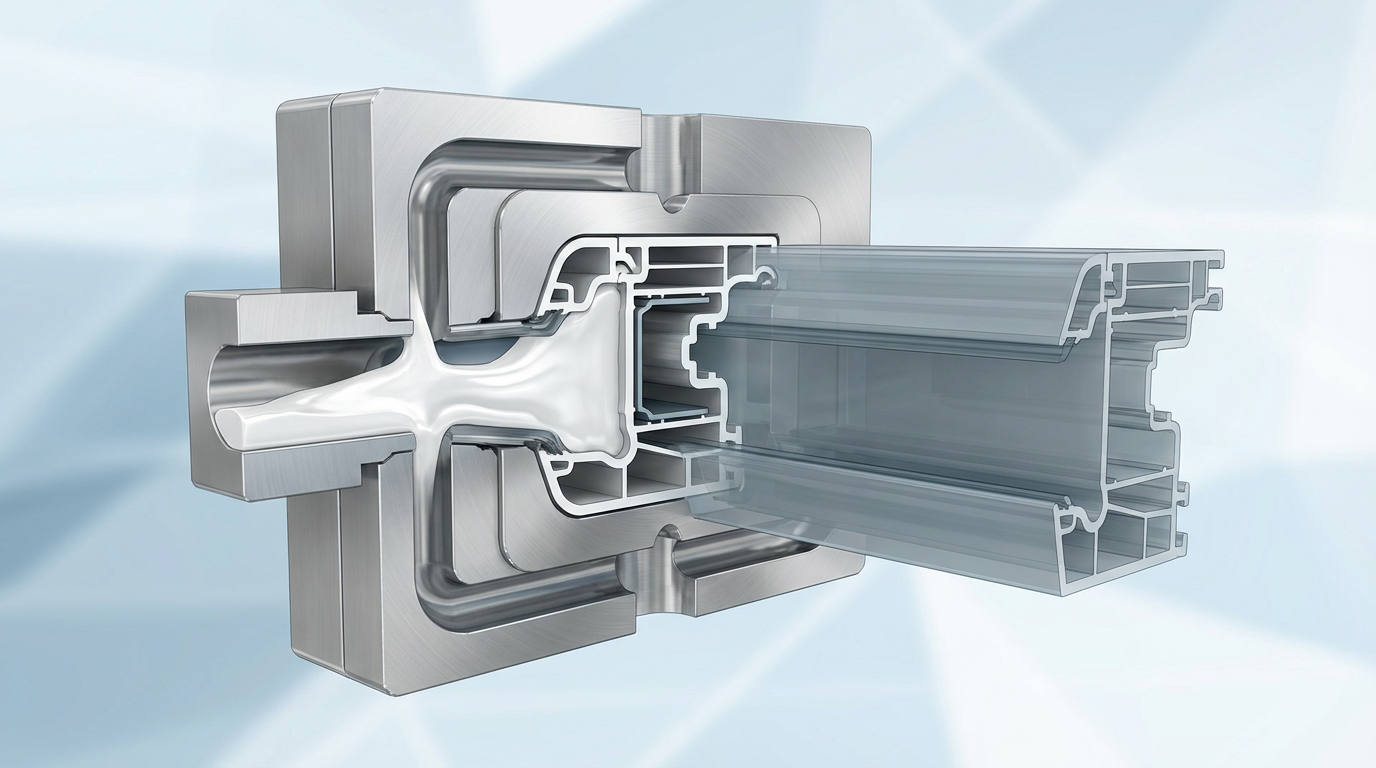
Una máquina de extrusión de perfiles de plástico es un sistema de fabricación especializado que empuja de forma continua material termoplástico fundido a través de una matriz con forma para producir perfiles con una geometría transversal uniforme. A diferencia del moldeo por inyección, que crea piezas individuales en un molde cerrado, la extrusión de perfiles genera longitudes continuas de material —como marcos de ventanas, canales para cables, molduras decorativas y tubos médicos— que luego se cortan a la medida necesaria en las fases posteriores del proceso.
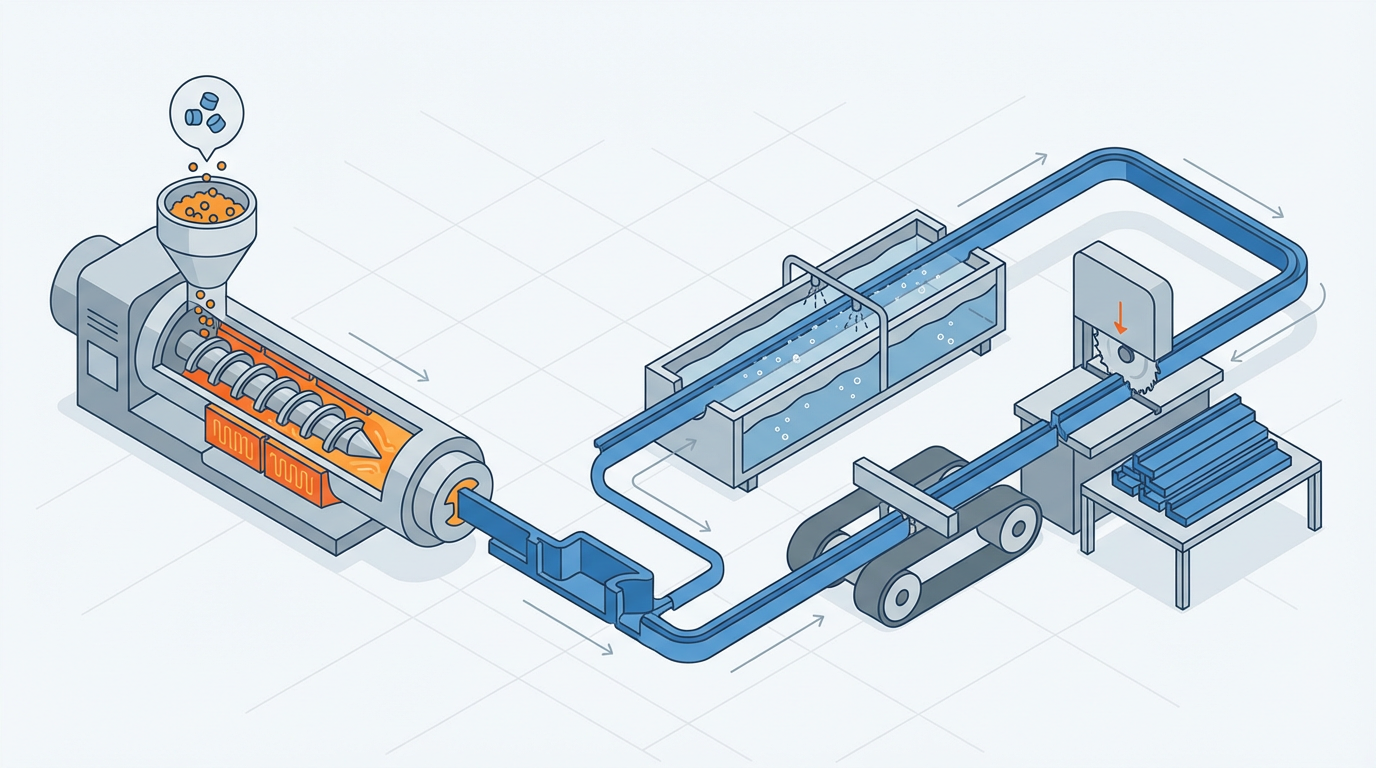
En esencia, la máquina se basa en un principio fundamental: un tornillo sinfín giratorio dentro de un cilindro calentado derrite los gránulos de plástico, genera presión y empuja la masa fundida homogénea a través de una boquilla diseñada con precisión. El material extruido sale de la boquilla en estado semifundido, pasa por una sección de calibración y enfriamiento que fija sus dimensiones finales, y es arrastrado a una velocidad controlada por una unidad de arrastre antes de que una cortadora automática produzca las piezas acabadas.
Las máquinas de extrusión de perfiles se diferencian de las líneas estándar de extrusión de láminas o películas principalmente en su diseño de matrices y equipos de calibración posteriores. Dado que los perfiles pueden presentar secciones huecas complejas, geometrías de múltiples cámaras y tolerancias dimensionales muy ajustadas, la etapa de calibración es mucho más crítica. Los tanques de calibración al vacío, los baños de enfriamiento por pulverización y los manguitos de calibrado de precisión funcionan en conjunto para garantizar que el perfil cumpla con las especificaciones de diseño con una precisión de fracciones de milímetro.
Conclusión principal: Una máquina de extrusión de perfiles de plástico está diseñada específicamente para producir perfiles de plástico continuos y con formas personalizadas. Su valor radica en su capacidad para generar un gran volumen de producción con dimensiones uniformes a un costo unitario relativamente bajo, lo que la convierte en un elemento indispensable para sectores que van desde la construcción hasta la atención médica.
Según nuestra experiencia en el trabajo con materias primas aptas para el reciclaje, hemos descubierto que las máquinas modernas de extrusión de perfiles también pueden procesar materiales plásticos reciclados de manera eficaz cuando la línea se configura con los sistemas adecuados de filtración y desgasificación. Esta capacidad cobra cada vez más importancia a medida que los fabricantes se enfrentan a requisitos de sostenibilidad más estrictos de cara al 2026.
Comprender el proceso de extrusión paso a paso ayuda a los compradores a evaluar qué configuraciones de máquina se ajustan a sus necesidades de producción. Aunque el principio básico es sencillo —fundir el plástico, empujarlo a través de una matriz, enfriarlo y cortarlo—, los detalles de cada etapa influyen directamente en la calidad del producto, el rendimiento y los índices de desperdicio.
El proceso comienza con la carga de la materia prima, en forma de pellets, gránulos o polvo, en una tolva situada sobre el cilindro de la extrusora. En muchas aplicaciones de perfiles, la materia prima incluye aditivos como estabilizadores, colorantes, rellenos y modificadores de impacto, que se mezclan previamente o se dosifican mediante alimentadores gravimétricos. Es fundamental que la alimentación sea constante: incluso las fluctuaciones más leves en el suministro de material provocan variaciones de densidad e inconsistencias dimensionales en el perfil acabado.
Cuando se trabaja con plásticos reciclados, a menudo es necesario realizar una etapa de presecado para eliminar la humedad residual que, de lo contrario, provocaría la aparición de burbujas y defectos en la superficie. Las instalaciones que llevan a cabo máquinas de extrusión de plástico para el reciclaje Por lo general, integran secadores deshumidificadores directamente en el sistema de alimentación.
Una vez dentro del tambor, el tornillo sinfín transporta el material hacia adelante a través de tres zonas funcionales:
Las temperaturas del barril se controlan con precisión en varias zonas, y suelen oscilar entre De 160 a 220 grados Celsius para perfiles de PVC y hasta 260 grados Celsius para plásticos técnicos como el policarbonato. La velocidad del tornillo, que suele medirse en RPM, controla directamente el caudal de salida y debe equilibrarse con la calidad de la masa fundida.
La masa fundida homogénea entra en la matriz de extrusión, una herramienta de acero mecanizada con precisión que da forma al flujo de polímero para obtener el perfil transversal deseado. Podría decirse que el diseño de la matriz es el aspecto más especializado de la extrusión de perfiles. Los ingenieros deben tener en cuenta:
Inmediatamente después de salir de la matriz, el extrudado, aún blando, entra en un tanque de calibración al vacío. La presión interna del vacío empuja el perfil contra manguitos calibradores mecanizados con precisión, fijando así las dimensiones exactas. Al mismo tiempo, la refrigeración por agua solidifica la capa exterior del perfil. En el caso de perfiles huecos complejos, pueden ser necesarias varias etapas de calibración.
Una unidad de arrastre de tipo oruga o correa sujeta el perfil enfriado y lo arrastra a una velocidad constante y controlada con precisión. Esta velocidad debe coincidir exactamente con el rendimiento de la extrusora: si es demasiado rápida, provoca estiramiento y adelgazamiento; si es demasiado lenta, provoca deformaciones. Por último, una sierra automática o una cortadora de guillotina corta el perfil a las longitudes especificadas, y un sistema de apilado o recolección organiza las piezas terminadas.
Flujo del proceso simplificado: Alimentación por tolva → Fusión y homogeneización por tornillo sinfín → Conformado en matriz → Calibrado y enfriamiento al vacío → Extracción → Corte → Apilado/Recolección
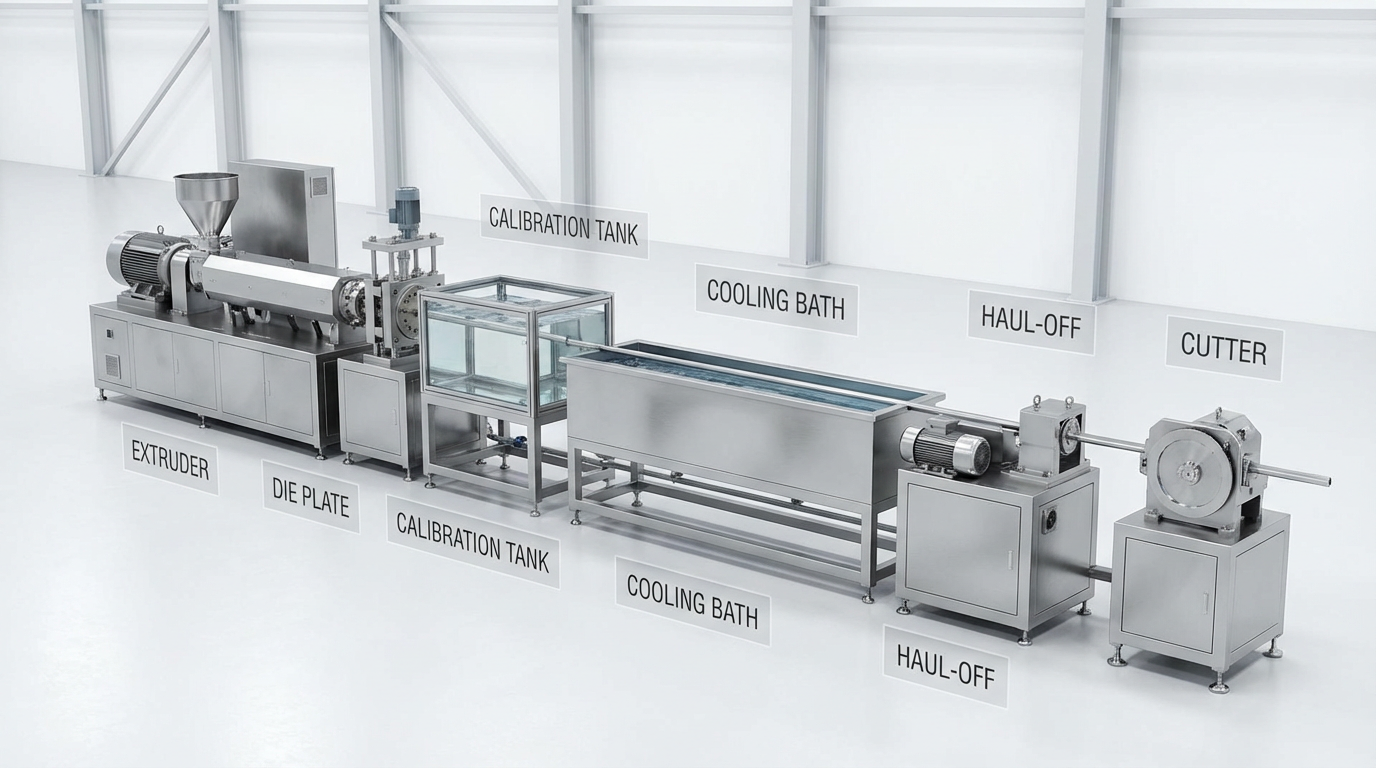
Una línea completa de extrusión de perfiles no es una sola máquina, sino un sistema integrado de componentes especializados que deben funcionar en armonía. Comprender cada componente ayuda a los compradores a identificar en qué aspectos conviene invertir en calidad y en cuáles es posible ahorrar costos sin comprometer el rendimiento.
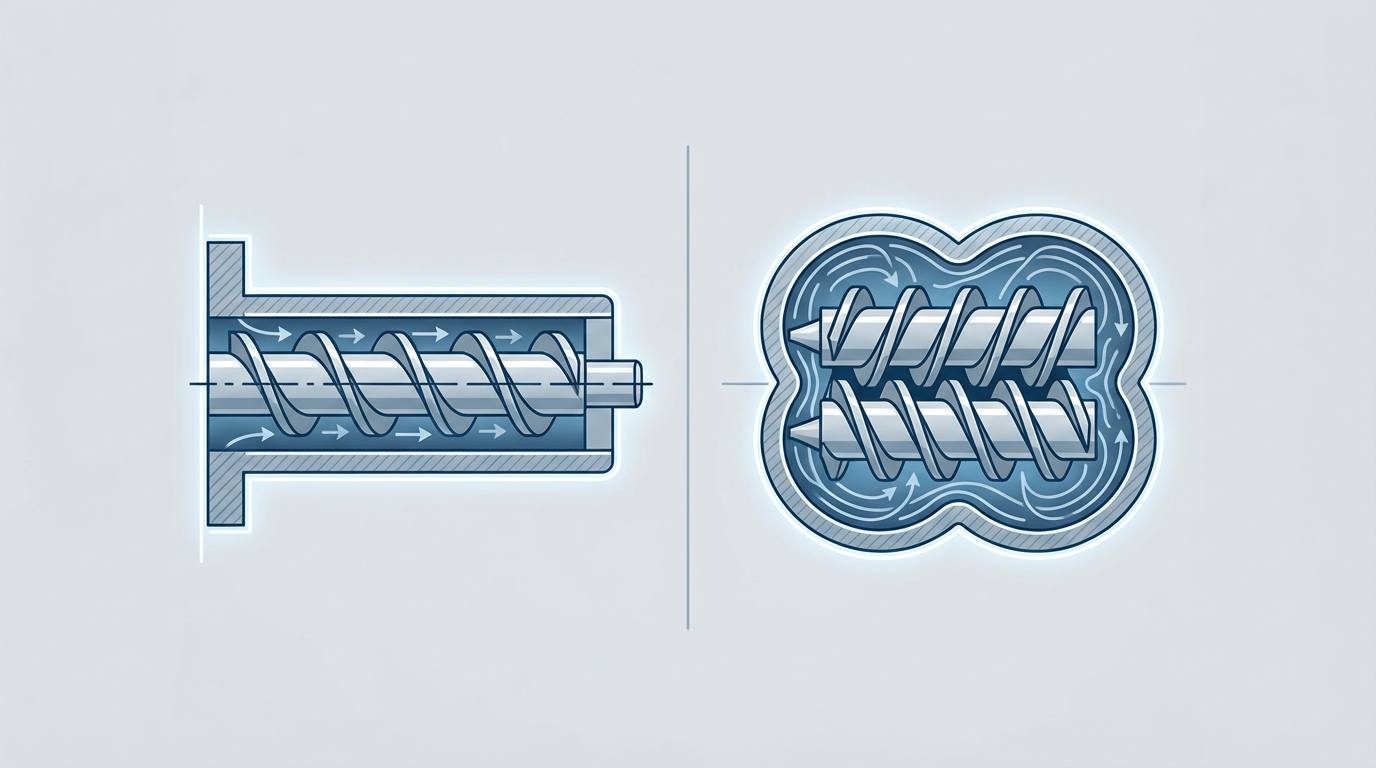
La extrusora es el corazón de la línea. Extrusoras monohusillo son más sencillas, más económicas y resultan muy adecuadas para procesar materiales premezclados, como gránulos de PE, PP y ABS. Extrusoras de doble husillo —en particular los diseños de doble husillo cónico de rotación opuesta— destacan por su capacidad para procesar directamente mezclas de PVC en polvo, ya que ofrecen un control superior de la mezcla, la desgasificación y la temperatura. En 2026, aproximadamente 65% de líneas de extrusión de perfiles de PVC en todo el mundo utilizan extrusoras de doble husillo, según datos del sector procedentes de Plastics Today.
El troquel determina la forma del perfil y se fabrica a medida para cada producto. Los troqueles de alta calidad se mecanizan a partir de acero para herramientas endurecido (a menudo H13 o equivalente) con canales de flujo pulidos. Un troquel bien diseñado puede durar De 5 a 10 años Si se realiza un mantenimiento adecuado, aunque los perfiles complejos con paredes delgadas o múltiples cámaras requieren inspecciones más frecuentes.
Este componente aplica vacío externo y refrigeración por agua para dar forma y solidificar el perfil. Los tanques suelen estar fabricados en acero inoxidable y cuentan con zonas de vacío ajustables. Para perfiles más largos o paredes más gruesas, se pueden disponer varios tanques de calibración en serie.
Tras la calibración inicial, a menudo se requiere una refrigeración adicional para solidificar completamente el núcleo del perfil. Los tanques de refrigeración por rociado o los baños de inmersión reducen la temperatura del perfil hasta niveles cercanos a la temperatura ambiente antes de que llegue a la línea de extracción.
El sistema de arrastre proporciona la fuerza de tracción y el control de velocidad que determinan las dimensiones del perfil y la calidad de la superficie. Los modernos sistemas de arrastre servoaccionados ofrecen una precisión de velocidad de hasta más o menos 0,11 TP3T, lo cual es esencial para mantener tolerancias estrictas en perfiles de alta precisión.
Dependiendo del material y la geometría del perfil, los sistemas de corte incluyen sierras planetarias (para PVC), sierras volantes (para el corte continuo sin detener la línea) y cortadoras de guillotina (para materiales más blandos). La extracción de polvo y la recogida de virutas están integradas para garantizar un funcionamiento limpio.
Un sistema de control centralizado basado en un PLC o una HMI coordina todos los componentes de la línea. En 2026, las líneas avanzadas contarán con interfaces táctiles que permitirán el almacenamiento de recetas, la supervisión del proceso en tiempo real y la capacidad de diagnóstico remoto.
| Componente | Función principal | Especificaciones clave a tener en cuenta |
|---|---|---|
| Extrusora | Fusión y transporte de plástico | Diámetro del tornillo, relación L/D, potencia del motor |
| Muere | Conformación de la sección transversal del perfil | Calidad del material, diseño del canal de flujo |
| Tanque de calibración al vacío | Dimensionamiento y enfriamiento inicial | Capacidad de vacío, longitud del depósito |
| Baño de enfriamiento | Solidificación completa | Temperatura del agua de refrigeración, caudal |
| Haul-Off | Desplazamiento del perfil a velocidad constante | Precisión de velocidad, fuerza de sujeción |
| Cortador | Cortar el perfil a medida | Precisión de corte, tiempo de ciclo |
| Sistema de control | Coordinación y supervisión de la línea | Marca de PLC, funciones de HMI, conectividad IoT |
No todas las máquinas de extrusión de perfiles son iguales. El tipo adecuado depende del material de destino, la complejidad del perfil, el volumen de producción y el presupuesto. A continuación, se presenta un desglose de las cuatro categorías principales que dominarán el mercado en 2026.
Las máquinas de un solo tornillo siguen siendo el pilar fundamental para el procesamiento de termoplásticos precompuestos, como el PE, el PP, el ABS y el PMMA. Ofrecen un precio de compra más bajo, un mantenimiento más sencillo y un rendimiento fiable para geometrías de perfiles sencillas. Los diámetros típicos de los tornillos oscilan entre De 30 mm a 150 mm, con relaciones L/D de entre 25:1 y 36:1.
Ideal para: Perfiles macizos sencillos, cantos, conductos para cables y molduras decorativas fabricados a partir de gránulos premezclados.
Las extrusoras de doble husillo cónicas y contrarrotatorias predominan en la extrusión de perfiles de PVC, el segmento más importante del mercado de perfiles. Su capacidad de mezcla superior permite el procesamiento directo de la mezcla seca de PVC en polvo, lo que elimina la necesidad de una etapa de compuestos separada. Las extrusoras de doble husillo paralelas y co-rotatorias se utilizan para compuestos especiales y materiales rellenos.
Ideal para: Perfiles de ventanas de PVC, marcos de puertas, canaletas para cables, perfiles para terrazas de WPC (compuesto de madera y plástico) y cualquier aplicación que requiera la fabricación de compuestos en línea.
Las líneas de coextrusión utilizan dos o más extrusoras que alimentan una sola matriz para producir perfiles con múltiples capas de material. Un ejemplo común es un perfil de ventana de PVC con una capa exterior de ASA o PMMA resistente a la intemperie que ofrece protección contra los rayos UV. La coextrusión aumenta la complejidad y el costo, pero ofrece importantes ventajas en cuanto al rendimiento.
Ideal para: Perfiles multicapa que requieren propiedades de material diferentes en la superficie y en el núcleo, como capas exteriores de color, perfiles con núcleo reciclado y tiras de sellado de tacto suave.
Estas máquinas especializadas producen perfiles de sección transversal muy pequeña, a menudo con dimensiones inferiores a 5 mm — para tubos médicos, conductos de fibra óptica y aplicaciones industriales de precisión. Cuentan con tornillos miniaturizados, un control de temperatura ultrapreciso y sistemas de arrastre de alta resolución.
Ideal para: Catéteres médicos, microtubos, tubos protectores para fibra óptica y juntas de sellado de precisión.
Consejo para el comprador: Si tiene previsto procesar plástico reciclado junto con material virgen, busque extrusoras de doble husillo con puertos de desgasificación mejorados y filtración de la masa fundida. Esta configuración gestiona las irregularidades inherentes a la materia prima reciclada mucho mejor que una configuración básica de un solo husillo. Para obtener más información sobre la extrusión de material reciclado, consulte nuestra guía sobre Selección de equipos de extrusión de plástico.
La elección del material es una de las primeras decisiones que hay que tomar en cualquier proyecto de extrusión de perfiles, y influye directamente en la configuración de la maquinaria, los parámetros de procesamiento y el rendimiento del producto final. Estos son los materiales que dominarán la extrusión de perfiles en 2026.
El PVC representa el la mayor cuota de mercado mundial de perfiles extruidos — con una producción total estimada de más de 50% de perfiles extruidos. Su popularidad se debe a su excelente rigidez, resistencia al fuego, resistencia a la intemperie y bajo costo. Tanto el PVC rígido (uPVC) para marcos de ventanas como el PVC flexible para juntas de sellado se extruyen ampliamente. El PVC se procesa normalmente en extrusoras cónicas de doble husillo a temperaturas comprendidas entre 160 y 200 grados Celsius.
El ABS ofrece un excelente equilibrio entre resistencia al impacto, calidad del acabado superficial y estabilidad dimensional. Se utiliza habitualmente para molduras de automóviles, perfiles de electrodomésticos y cantos de muebles. El ABS se procesa bien en extrusoras de un solo tornillo y requiere un secado previo hasta alcanzar un contenido de humedad inferior a 0,051 %.
Ambas poliolefinas son ligeras, resistentes a los productos químicos y rentables. Los perfiles de PE se utilizan en la protección de cables, aplicaciones agrícolas y embalajes. El PP es el material preferido para perfiles que requieren una mayor resistencia a las altas temperaturas. Estos materiales son fáciles de extruir en máquinas de un solo tornillo, y cada vez hay más variedades de PE y PP reciclados disponibles en operaciones de peletización de plástico.
Los perfiles de policarbonato ofrecen una transparencia, una resistencia al impacto y una resistencia al calor excepcionales. Entre sus aplicaciones se incluyen cubiertas difusoras de luz LED, canales para acristalamientos de seguridad y cajas para equipos electrónicos. El policarbonato requiere temperaturas de procesamiento más altas (alrededor de De 260 a 300 grados Celsius) y un secado previo a fondo.
El WPC combina fibra o harina de madera con material termoplástico (normalmente PE o PVC) para crear perfiles que imitan el aspecto de la madera natural y, al mismo tiempo, ofrecen una resistencia a la humedad y una durabilidad superiores. La extrusión de perfiles de WPC ha experimentado crecimiento de dos dígitos en los mercados de tarimas y revestimientos, impulsados por las tendencias de sostenibilidad. El procesamiento de WPC requiere extrusoras de doble husillo robustas con una alta capacidad de par.
| Material | Temperatura típica de procesamiento | Tipo de extrusora recomendado | Aplicaciones comunes |
|---|---|---|---|
| PVC (rígido) | 160-200 °C | De doble husillo cónico | Marcos de ventanas, canaletas para cables |
| ABS | 200-240 °C | De un solo tornillo | Molduras para automóviles, cantos para muebles |
| PE | 160-230 °C | De un solo tornillo | Conductos para cables, perfiles agrícolas |
| PP | 200-250 °C | De un solo tornillo | Perfiles de embalaje, equipo de laboratorio |
| PC | 260-300 °C | De un solo tornillo (con ventilación) | Difusores LED, acristalamientos de seguridad |
| WPC | 160-190 °C | De doble husillo paralelo | Tarimas, revestimientos, cercas |
Los perfiles de plástico extruido están por todas partes, a menudo en lugares que no se perciben a primera vista. La versatilidad del proceso de extrusión, combinada con la amplia gama de polímeros disponibles, hace que la extrusión de perfiles sea relevante para prácticamente todos los sectores manufactureros. Estas son las principales áreas de aplicación que impulsarán la demanda en 2026.
Este es el mayor mercado individual para los perfiles extruidos. Los sistemas de ventanas y puertas de PVC, los conductos para cables, los zócalos, los canalones para agua de lluvia, los protectores de esquinas y las molduras decorativas se fabrican mediante la extrusión de perfiles. El impulso mundial hacia edificios energéticamente eficientes ha aumentado la demanda de perfiles para ventanas con aislamiento multicámara, que requieren una sofisticada tecnología de coextrusión.
Los fabricantes de automóviles utilizan perfiles extruidos para juntas de estanqueidad, protectores de los bordes de las puertas, molduras del tablero, canales de gestión de cables e inserciones en los parachoques. La transición hacia los vehículos eléctricos está generando una nueva demanda de perfiles extruidos ligeros que sustituyan a los componentes metálicos más pesados.
Los conductos para cables, los canales para cables, los canales para iluminación LED y las carcasas de conectores suelen fabricarse mediante extrusión. La continua expansión de la infraestructura de los centros de datos y de las instalaciones de energía renovable sigue impulsando la demanda de perfiles ignífugos para la gestión de cables.
La extrusión de perfiles de grado médico se utiliza para fabricar tubos, componentes de catéteres, canales de drenaje y carcasas de dispositivos a partir de materiales como el PVC médico, el TPU y la silicona. Este sector exige los más altos niveles de precisión, limpieza y trazabilidad de los materiales.
Los cantos, los perfiles para estantes, los perfiles para tiradores, las guías para cajones y las molduras decorativas se fabrican en serie mediante extrusión de perfiles. Las opciones de personalización, como las texturas superficiales, los colores coextruidos y los acabados imitación madera, gozan de una popularidad cada vez mayor en 2026.
Los perfiles para invernaderos, las cubiertas para canales de riego, los componentes para cercas y los elementos de acabado para recintos de animales se fabrican de forma rentable mediante extrusión. Las formulaciones de PE y PP estabilizadas contra los rayos UV garantizan una larga vida útil en exteriores.
Tendencias del sector para 2026: Según Grand View Research, Se prevé que el mercado mundial de la extrusión de plástico crezca a una tasa compuesta anual (CAGR) del 4,71 % hasta 2030, con los segmentos de la construcción y la automoción a la cabeza de la demanda. Las normativas de sostenibilidad también están impulsando a los fabricantes a utilizar perfiles que incorporen contenido reciclado, una tendencia que repercute directamente en las especificaciones de las máquinas y en los requisitos de manipulación de materiales.
Elegir la máquina de extrusión incorrecta es un error costoso del que puede llevar años recuperarse. Hemos visto instalaciones que invierten grandes sumas en líneas sobredimensionadas que permanecen inactivas a plena capacidad, y otras que adquieren máquinas económicas que no pueden mantener las tolerancias que exigen sus clientes. A continuación, te presentamos una lista de verificación práctica y basada en la experiencia para que tomes la decisión correcta.
Antes de ponerse en contacto con cualquier fabricante, anote estas especificaciones:
Como se mencionó anteriormente, las mezclas de polvo de PVC requieren extrusoras de doble husillo, mientras que el PE, el PP y el ABS precompuestos se procesan bien en máquinas de husillo único. Elegir un tipo de extrusora inadecuado para su material da como resultado una mala calidad de la masa fundida, un exceso de desechos y una vida útil más corta del equipo.
El rendimiento de la extrusora viene determinado principalmente por el diámetro del tornillo y la potencia del motor. Un tornillo doble cónico de 65 mm podría producir De 150 a 250 kg/h de PVC, mientras que una máquina de 92 mm puede alcanzar Más de 400 kg/h. Dimensione su máquina en función de la demanda prevista para los próximos 3 a 5 años, no solo de los pedidos actuales. Un sobredimensionamiento del 20-30 % proporciona margen para el crecimiento sin un gasto de capital excesivo.
Las líneas de extrusión modernas ofrecen distintos grados de automatización:
Un mayor nivel de automatización reduce los costos de mano de obra y mejora la consistencia, pero aumenta la inversión inicial. En el caso de aplicaciones de gran volumen y tolerancias estrictas, la amortización de la inversión en automatización suele ser menores de 2 años.
La energía es uno de los mayores gastos fijos en el proceso de extrusión. Busque máquinas que cuenten con servomotores de alta eficiencia, calentamiento del cilindro por infrarrojos o por inducción, y cilindros aislados. Una línea moderna y energéticamente eficiente puede consumir 15-25%: menor consumo eléctrico que un diseño convencional —un ahorro que se acumula de manera significativa a lo largo de los 15 a 20 años de vida útil de la máquina.
Una máquina es tan buena como el soporte técnico que la respalda. Evalúa:
Consejo de experto: Pida referencias a clientes actuales que utilicen perfiles similares en la máquina que está considerando adquirir. Una conversación de 30 minutos con un usuario real le revelará más sobre el rendimiento en la práctica que cualquier folleto de ventas.
El sector de la extrusión de perfiles está evolucionando rápidamente, impulsado por la digitalización, las exigencias en materia de sostenibilidad y la demanda de una mayor precisión con menores costos operativos. Estas son las tendencias tecnológicas que están transformando el sector en 2026.
La inteligencia artificial está pasando de ser una simple moda a convertirse en una herramienta práctica en el sector de la extrusión. Los algoritmos de IA analizan los datos de los sensores en tiempo real —presión de fusión, temperatura, velocidad de extracción, dimensiones del perfil— y ajustan automáticamente los parámetros del proceso para mantener una calidad óptima. Los primeros usuarios informan reducciones en la tasa de desechos de entre el 30 % y el 50 % y tiempos de inicio más rápidos al cambiar entre recetas de perfiles.
La conectividad del Internet de las cosas permite a los gerentes de planta y a los fabricantes de maquinaria supervisar el rendimiento de las líneas de producción desde cualquier parte del mundo. Los paneles de control muestran la OEE (eficacia global de los equipos), el consumo de energía por kilogramo y alertas de mantenimiento predictivo. Esto resulta especialmente valioso para los fabricantes que operan múltiples líneas de extrusión en diferentes instalaciones.
Los servomotores han sustituido en gran medida a los accionamientos hidráulicos y neumáticos en las unidades modernas de arrastre y corte. Entre sus ventajas se incluyen mayor precisión en la velocidad, menor consumo de energía, menor necesidad de mantenimiento y funcionamiento más silencioso. Las sierras volantes accionadas por servomotor permiten cortar sin detener la línea, lo que maximiza el rendimiento.
Los calentadores de barril por infrarrojos y los sistemas de calentamiento por inducción están sustituyendo a los calentadores tradicionales de bandas de resistencia. Estas tecnologías proporcionan calor de forma más eficiente, reducen los tiempos de calentamiento y ofrecen un control más preciso de la temperatura. En combinación con las camisas aislantes para barriles, el consumo total de energía para calefacción puede reducirse en 20-40%.
Impulsados por la legislación sobre la responsabilidad ampliada del productor (RAP) y los objetivos de la economía circular, cada vez más fabricantes de perfiles están incorporando contenido reciclado postconsumo y postindustrial. Las modernas líneas de extrusión se adaptan a ello mediante una filtración mejorada de la masa fundida, desgasificación en varias etapas y sistemas de coextrusión que colocan el material reciclado en el núcleo, al tiempo que mantienen una capa superficial con calidad de material virgen. Comprender el proceso completo de extrusión de plástico es esencial para optimizar la integración de materiales reciclados.
Las simulaciones con gemelos digitales permiten a los ingenieros modelar virtualmente todo el proceso de extrusión antes de cortar el acero para una nueva matriz o poner en marcha una nueva línea. Esto reduce el tiempo y el costo de desarrollo de las matrices, minimiza el proceso de prueba y error en la planta de producción y acelera el tiempo de comercialización de los nuevos diseños de perfiles.
La calidad de su máquina de extrusión depende en gran medida del fabricante que la produce. En 2026, el mercado cuenta con marcas europeas consolidadas, fabricantes chinos competitivos y empresas especializadas en nichos específicos. A continuación le indicamos cómo evaluarlas.
Varios fabricantes se han labrado una sólida reputación en el ámbito de la tecnología de extrusión de perfiles:
Más allá del reconocimiento de marca, utiliza estos criterios para elaborar una lista de candidatos preseleccionados:
Para obtener una visión general más amplia de los principales proveedores de maquinaria del mercado chino, nuestro resumen de los principales fabricantes de máquinas de reciclaje de plástico en China ofrece información adicional sobre empresas que también ofrecen soluciones de extrusión de perfiles.
Información sobre los compradores: Según nuestra experiencia, el “mejor” fabricante no siempre es el más caro. Hemos visto cómo fabricantes chinos de gama media ofrecen máquinas excelentes cuando el comprador especifica claramente sus requisitos y lleva a cabo auditorías exhaustivas de la fábrica. La clave está en ajustar los puntos fuertes del fabricante a tus necesidades de producción específicas, en lugar de limitarte a buscar el prestigio de la marca.
Los precios de las máquinas de extrusión de perfiles de plástico varían enormemente en función de la configuración, la capacidad, el nivel de automatización y el fabricante. Conocer el panorama de los costos le ayuda a elaborar un presupuesto preciso y a evitar pagar de más —o invertir de menos—.
| Categoría de máquina | Rango de precios habitual (USD) | Capacidad de producción |
|---|---|---|
| Línea pequeña de tornillo único (30-45 mm) | $25 000 – $60 000 | 20-80 kg/h |
| Línea de tornillo único de gama media (50-75 mm) | $60 000 – $150 000 | 80-200 kg/h |
| Línea cónica de doble husillo para PVC (55-65 mm) | $80 000 – $200 000 | 150-300 kg/h |
| Línea de PVC de doble husillo de gran tamaño (80-92 mm) | $180 000 – $400 000 | 300-600 kg/h |
| Sistema de coextrusión (2-3 extrusoras) | $200 000 – $600 000+ | Varía según la configuración |
| Línea de extrusión de microperfiles | $50 000 – $180 000 | 5-50 kg/h |
Nota: Estos precios incluyen toda la línea de procesamiento posterior (extrusora, matriz, calibración, enfriamiento, arrastre, cortadora y sistema de control). Las matrices suelen cotizarse por separado y su precio puede oscilar entre De 1.000 a más de 30.000 dependiendo de la complejidad del perfil.
El precio de compra es solo una parte de la ecuación. Los compradores inteligentes evalúan coste total de propiedad (TCO) a lo largo de la vida útil prevista de la máquina:
Consejo para ahorrar: Pensemos en las máquinas diseñadas para procesar materia prima plástica reciclada junto con material virgen. La diferencia de precio entre los gránulos vírgenes y los gránulos reciclados de calidad puede ser 30-50%, lo que permite un ahorro considerable de materia prima. Consulte el Aspectos económicos del plástico reciclado para comprender la oportunidad financiera.
Incluso las líneas de extrusión bien configuradas pueden presentar problemas. Saber cómo diagnosticar y resolver rápidamente los problemas más comunes permite minimizar el tiempo de inactividad, los desechos y las quejas de los clientes. A continuación, se presentan los defectos más frecuentes en la extrusión de perfiles y sus soluciones prácticas.
Posibles causas:
Soluciones: Aumente la temperatura del cilindro en la zona de dosificación en incrementos de 5 a 10 grados Celsius. Verifique los niveles de humedad de la materia prima y aplique un secado previo si es necesario. Inspeccione y pula las superficies de flujo de la matriz. Instale o actualice el conjunto de filtros de masa fundida.
Posibles causas:
Soluciones: Ajuste los limitadores de flujo del troquel o las barras de estrangulamiento para equilibrar el flujo de material. Revise y recalibre los calentadores del cilindro y de la zona del troquel. Vuelva a alinear los manguitos de calibración y el tanque de vacío. Verifique el rendimiento del servoaccionamiento del sistema de arrastre y el estado de la correa y la almohadilla.
Posibles causas:
Soluciones: Aumente la temperatura de fusión para reducir la elasticidad. Reduzca la velocidad del tornillo para disminuir la velocidad de cizallamiento. Utilice una matriz con una longitud de superficie de contacto mayor. Ajuste la calibración del vacío para compensar la hinchazón.
Posibles causas:
Soluciones: Optimice la distribución del agua de refrigeración en el tanque de calibración. Aumente la longitud de calibración para garantizar una solidificación completa. Compruebe la alineación y la presión de la cinta de salida. En el caso de perfiles asimétricos, considere la posibilidad de realizar un recocido posterior a la extrusión.
Posibles causas:
Soluciones: Calibre el sistema de dosificación gravimétrica. Aumente ligeramente la velocidad del tornillo para mejorar la mezcla (sin dejar de controlar la temperatura de la masa fundida). Compruebe la estabilidad de la temperatura en todas las zonas del cilindro. Realice una purga exhaustiva entre cada cambio de color.
Prácticas recomendadas para la resolución de problemas: Al diagnosticar problemas de extrusión, modifique solo una variable a la vez. Ajustar varios parámetros al mismo tiempo impide identificar la causa raíz y, a menudo, genera nuevos problemas.
Una línea de extrusión de perfiles en buen estado puede funcionar de manera productiva durante De 15 a 25 años. Por el contrario, las máquinas desatendidas sufren una disminución de la calidad de la producción, un aumento del consumo de energía y, con el tiempo, fallas catastróficas que pueden suponer un gasto de decenas de miles de dólares en reparaciones de emergencia y pérdidas de producción.
| Componente | Vida útil típica | Indicador de sustitución |
|---|---|---|
| Tornillo y cilindro | 3-7 años (dependiendo del material) | Disminución del rendimiento, aumento del consumo de energía |
| Bandas calefactoras | 2-4 años | Desviación de la resistencia, puntos calientes |
| Termopares | 1-2 años | Respuesta lenta, desviación en la lectura |
| Correas/almohadillas de arrastre | 6-12 meses | Desgaste visible, deslizamiento, marcas en el perfil |
| Paletas de bomba de vacío | 1-2 años | Nivel de vacío reducido |
| Aceite de la caja de cambios | Variación interanual | Resultados del análisis de aceite |
Información sobre mantenimiento: Hemos comprobado que las instalaciones que cuentan con programas de mantenimiento documentados y operadores capacitados logran sistemáticamente 20-30%: mayor vida útil del equipo y 40-60%: menos paradas no programadas en comparación con aquellos que se rigen por la filosofía de “arreglarlo cuando se rompa”. La inversión inicial en mantenimiento preventivo se amortiza con creces.
Ambos procesos utilizan extrusoras para hacer pasar el plástico fundido a través de una matriz, pero las diferencias clave residen en el diseño de la matriz y en los equipos posteriores. Extrusión de tubos produce secciones transversales redondas, normalmente huecas, mediante matrices anulares con mandriles internos y calibrado mediante vacío externo o presión interna. Extrusión de perfiles produce secciones transversales no circulares, a menudo complejas —incluidas formas irregulares con múltiples cámaras, canales y espesores de pared variables— mediante el uso de matrices planas o perfiladas con calibrado por vacío. La extrusión de perfiles suele requerir un diseño de matrices y herramientas de calibrado más sofisticados debido a la complejidad geométrica.
Sí, una sola extrusora puede producir diferentes perfiles cambiando la matriz y las herramientas de calibración. Esta es una práctica habitual en la mayoría de las plantas de extrusión de perfiles. Sin embargo, cada cambio de matriz requiere un período de puesta a punto —por lo general De 1 a 4 horas dependiendo de la complejidad del perfil: para la instalación de la boquilla, la estabilización de la temperatura y la optimización del proceso. La extrusora en sí, el sistema de arrastre y la cortadora suelen ser universales, mientras que la boquilla y las herramientas de calibración son específicas para cada perfil.
La velocidad de producción varía considerablemente en función del tamaño del perfil, el material y el espesor de la pared. Los rangos habituales son los siguientes:
La producción en kilogramos por hora suele ser un indicador más significativo que la velocidad de la línea, ya que tiene en cuenta el peso del perfil por metro.
Una matriz de extrusión bien fabricada con acero para herramientas de calidad (H13 o equivalente) puede durar De 5 a 10 años en producción continua con un mantenimiento adecuado. Entre los factores que acortan la vida útil del troquel se encuentran el procesamiento de materiales con rellenos abrasivos (fibra de vidrio, rellenos minerales), el funcionamiento a temperaturas excesivamente altas y una limpieza inadecuada. El pulido y la inspección periódicos pueden prolongar significativamente la vida útil del troquel.
Por supuesto. Las líneas modernas de extrusión de perfiles pueden procesar plásticos reciclados de manera eficaz, siempre y cuando la máquina cuente con un sistema adecuado de filtración de la masa fundida y capacidad de desgasificación, y la materia prima esté debidamente preparada (lavada, secada y granulada). La tecnología de coextrusión permite a los fabricantes utilizar material reciclado en el núcleo del perfil, al tiempo que se mantiene una superficie con calidad de material virgen, lo que permite cumplir tanto los objetivos de sostenibilidad como los estándares de calidad del producto.
La mayoría de los fabricantes de troqueles no exigen una cantidad mínima de pedido para los troqueles personalizados; puedes pedir un solo troquel para un nuevo diseño de perfil. Sin embargo, el costo del troquel (por lo general De 1.000 a más de 30.000) deben amortizarse en función del volumen de producción, por lo que los perfiles con volúmenes muy bajos pueden no ser económicamente viables, a menos que el precio de venta por unidad justifique la inversión en utillaje.
La adquisición de una máquina de extrusión de perfiles de plástico es una de las inversiones de capital más importantes que puede realizar un fabricante de plásticos. La máquina que elija determinará su capacidad de producción, el nivel máximo de calidad de sus productos, los costos operativos y su posicionamiento competitivo durante la próxima década o más.
Estos son los puntos clave de esta guía:
El panorama de la extrusión de perfiles en 2026 ofrece más opciones, mejor tecnología y una mayor integración de la sostenibilidad que nunca. Ya sea que produzca sistemas de ventanas de PVC, molduras para automóviles, tubos médicos o tarimas de WPC, la máquina adecuada —con las especificaciones correctas, bien mantenida y manejada por expertos— le proporcionará rendimientos confiables durante muchos años.
¿Listo para dar el siguiente paso? Solicite cotizaciones detalladas a al menos tres fabricantes cualificados, especifique sus requisitos exactos en cuanto a perfil y materiales, y organice visitas a las fábricas o demostraciones por video antes de tomar su decisión final. Si está buscando máquinas que también permitan el procesamiento de plástico reciclado, nuestra guía definitiva sobre máquinas de reciclaje de plástico ofrece información adicional que te ayudará a crear una línea de producción sostenible y rentable.


