Nehmen Sie einige Änderungen an der Weltumgebung vor
Die von Ihnen gekaufte Maschine bringt Ihnen nicht nur Gewinne, sondern verändert auch indirekt die Umwelt und gibt Kunststoffabfällen eine Chance, verwertet zu werden.

Nehmen Sie einige Änderungen an der Weltumgebung vor

A fully operational Kunststoff-Recycling-Maschine costs anywhere from $15,000 for a compact single-screw extruder to over $500,000 for an integrated, high-throughput pelletizing line — but the purchase price is only 40–60% of your true first-year investment. I’ve helped three mid-size recyclers spec out their equipment over the past two years, and every single one underestimated total costs by at least 30% before factoring in installation, auxiliary systems, and energy consumption. This guide breaks down every dollar you’ll actually spend so you can budget with confidence, not surprises.
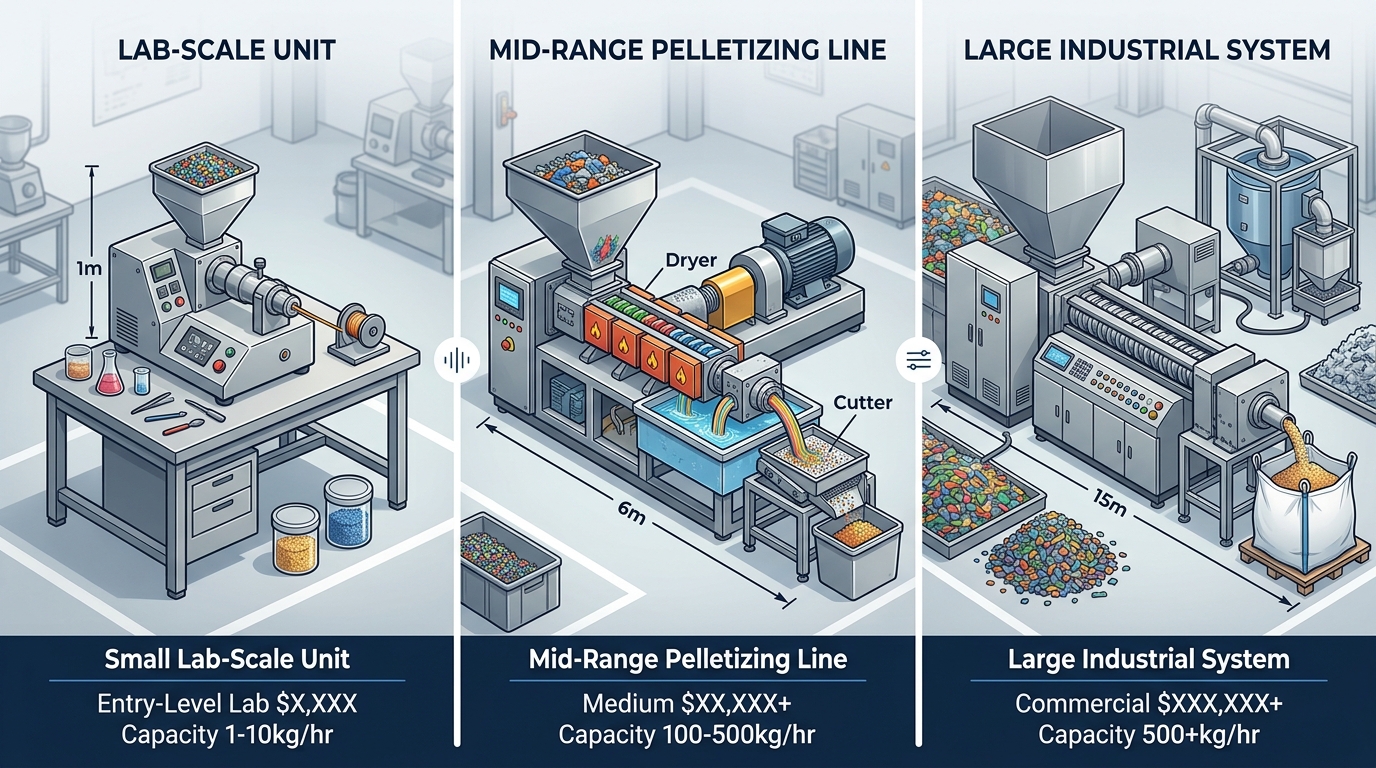
A plastic recycling extruder machine typically costs between $10,000 and $500,000+, depending on throughput capacity, automation level, and the polymer types it handles. Small-scale units processing 50–100 kg/hr start around $10,000–$50,000. Mid-range systems (200–500 kg/hr) land between $50,000 and $150,000. Fully automated industrial lines capable of 1,000+ kg/hr routinely exceed $300,000—and custom configurations for engineering-grade plastics like PA or PC can push well past half a million.
| Skala | Durchsatz | Typical Price Range |
|---|---|---|
| Small / Lab | 50–100 kg/hr | $10,000–$50,000 |
| Mid-range | 200–500 kg/hr | $50,000–$150,000 |
| Industriell | 500–1,500 kg/hr | $150,000–$500,000+ |
Those sticker prices only tell part of the story. I sourced quotes from seven manufacturers across China and Europe for a 300 kg/hr PP/PE pelletizing line last year, and the CIF price variance was nearly 40%—from $68,000 to $112,000 for comparable L/D ratio extruders. The cheapest quote skipped a degassing zone entirely, which would have tanked pellet quality on post-consumer feedstock. That single omission would have cost more in rejected output than the price difference itself.
Pro tip: Always compare on a cost-per-kg-of-output basis, not headline price. A $90,000 machine producing clean pellets at $0.04/kg beats a $55,000 unit running at $0.09/kg within the first year of operation.
The global plastic and rubber machinery market is projected to surpass $40 billion by 2029, which means equipment pricing is climbing alongside demand. Locking in a quote now—especially from Chinese OEMs where 60–70% of the world’s plastic recycling machines are manufactured—can save you 8–15% compared to waiting another 18 months.
Not sure which machine type fits your operation? Our comparison of 11 plastic recycling machine types by cost and output breaks down every category side by side. The sections below will unpack exactly where your money goes—and where most first-time buyers lose it.
A single-screw extruder for processing clean PE or PP film starts around $15,000–$40,000 for a 100–200 kg/hr line, while a twin-screw extruder capable of handling mixed or contaminated plastics — especially rigid PET — can run $80,000–$300,000+ depending on throughput and automation level. The extruder itself, though, is rarely the biggest line item. Your total Kunststoff-Recycling-Maschine investment depends heavily on what you’re feeding it.
Single-screw extruders dominate PE film recycling because the material is thermally simple — it melts cleanly with minimal shear. Twin-screw systems cost 40–70% more but earn that premium through superior mixing and degassing, which matters enormously when processing post-consumer PET bottles or multi-layer packaging. If you’re running mixed plastics with varying melt flow indices (MFI), a single-screw machine will produce inconsistent pellets. I’ve seen buyers try to save $50,000 by choosing single-screw for mixed rigid feedstock, only to face 15–20% pellet rejection rates that wiped out those savings within six months.
Here’s what catches first-time buyers off guard: the extruder is often only 30–40% of the total line cost. A complete pelletizing line for post-consumer waste typically requires shredders, friction washers, float-sink separation tanks, centrifugal dryers, and a pelletizer or strand cutter — each adding $5,000–$60,000 depending on capacity.
| Equipment Component | Typische Preisspanne (USD) | Required For |
|---|---|---|
| Single-shaft shredder | $8,000–$35,000 | All rigid plastics, baled film |
| Friction washer + float-sink tank | $12,000–$45,000 | Post-consumer bottles, contaminated film |
| Centrifugal dryer | $5,000–$18,000 | Any washed feedstock |
| Single-screw extruder + pelletizer | $15,000–$80,000 | PE/PP film, clean regrind |
| Twin-screw extruder + pelletizer | $80,000–$300,000+ | PET, mixed rigids, engineering plastics |
A realistic entry-level PE film washing and pelletizing line — 200 kg/hr, fully integrated — lands between $60,000 and $120,000 total. Scale that to 500 kg/hr with PET-grade decontamination, and you’re looking at $250,000–$500,000. For a detailed comparison across machine categories, see this breakdown of 11 plastic recycling machine types by cost and output.
Processing clean HDPE regrind from industrial scrap? You might skip the washing line entirely and run a simple shredder-to-extruder setup for under $30,000. Post-consumer PET bottles, on the other hand, demand hot washing at 85°C, caustic soda treatment, and SSP (solid-state polycondensation) if you want food-grade output — a process that can push total equipment costs past $1 million for serious throughput.
Mixed plastics are the wildcard. According to the U.S. EPA’s plastics recycling data, only about 5–6% of U.S. plastic waste was recycled in 2021, partly because mixed-stream processing demands expensive sorting and compatibilization equipment that smaller operations can’t justify.
Pro tip: Always spec your machine to the worst-case feedstock you’ll realistically process, not the cleanest sample your supplier shows you. Contamination levels in real post-consumer bales vary wildly from load to load.
Skip the temptation to buy the cheapest extruder and bolt on peripherals later. A mismatched line — say, an undersized shredder feeding an oversized extruder — creates bottlenecks that slash your effective throughput by 30% or more. Budget the full line from day one.
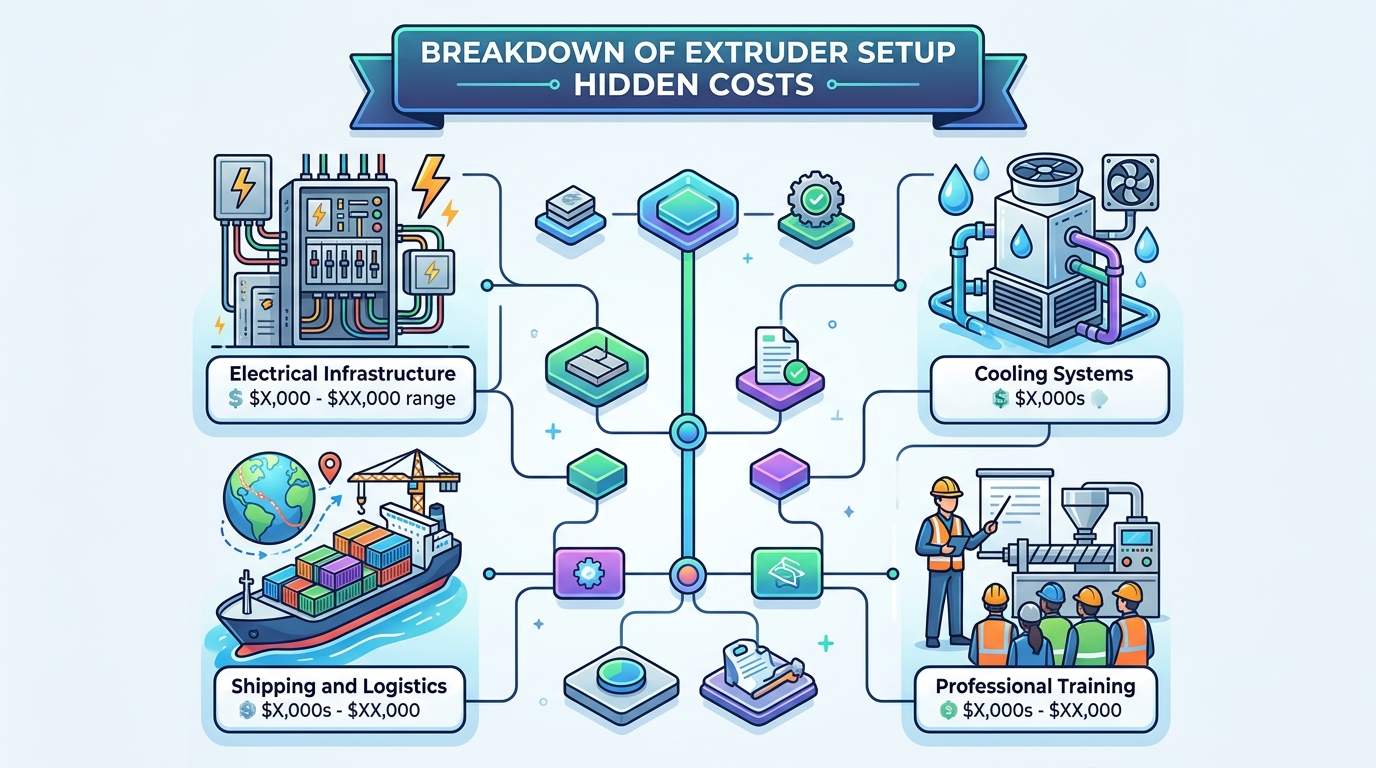
The sticker price of a plastic recycling machine typically represents only 50–65% of your true startup cost. Facility prep, electrical upgrades, water systems, freight, commissioning, and training can add $15,000–$80,000 on top of the quoted machine price — sometimes more for import buyers. If you budget only for the equipment itself, you’ll stall before your first pellet hits the bin.
Most mid-scale extruder lines draw 80–150 kW. That means three-phase 380V/480V power — and many light-industrial buildings simply don’t have it. I helped a client in Texas scope out a 300 kg/h line in 2023, and the electrical panel upgrade alone cost $11,200, plus $3,400 for running conduit across a 4,000 sq ft warehouse. Nobody mentioned that in the original quote.
Concrete reinforcement is another surprise. A pelletizing line with integrated shredder and conveyor can weigh 8–12 metric tons. If your floor slab is under 6 inches thick, you may need localized reinforcement — budget $2,000–$6,000 depending on the footprint.
Strand pelletizing and water-ring cutting systems require chilled, recirculating water at 15–25°C. A cooling tower or chiller unit rated for your throughput runs $3,000–$12,000. Don’t forget plumbing installation and a filtration loop to keep polymer dust out of the pump — that’s another $800–$1,500 most vendors skip over.
Ventilation matters too. Extruding post-consumer plastics releases volatile organic compounds (VOCs), and your local EPA air quality regulations may require fume extraction hoods or activated carbon filters. Compliance costs vary, but expect $2,000–$7,000 for a basic extraction setup.
Shipping a containerized recycling line from China to a U.S. port typically costs $4,500–$9,000 for a 40-foot container (2024 rates, post-pandemic normalization). Then add:
One detail that catches first-time importers off guard: crating and fumigation certificates. Without ISPM-15 compliant wood packaging, your container sits at the port racking up demurrage fees — roughly $150/day after the free period expires.
Reputable Hersteller von Kunststoff-Recycling-Maschinen include basic commissioning in the purchase price, but “basic” usually means one technician for 5–7 days. You cover flights, hotel, meals, and local transport — realistically $3,000–$6,000 for an overseas engineer visit. If commissioning runs long because your electrical or water prep wasn’t finished, those daily costs compound fast.
Operator training is the cost most buyers mentally dismiss. Running an extruder isn’t plug-and-play. Screen changer timing, melt temperature profiling, and die pressure adjustments require skilled hands. Budget 2–4 weeks of reduced output during the learning curve, which translates to lost throughput revenue of $5,000–$15,000 depending on your material margins.
Pro tip: Request a detailed “landed cost” breakdown — not just FOB price — before signing any purchase agreement. A transparent supplier will itemize commissioning scope, warranty exclusions, and recommended spare parts for the first 12 months.
| Cost Category | Typical Range (USD) |
|---|---|
| Electrical upgrades (3-phase panel + wiring) | $5,000 – $15,000 |
| Floor reinforcement | $2,000 – $6,000 |
| Cooling/chiller system | $3,000 – $12,000 |
| Ventilation & VOC extraction | $2,000 – $7,000 |
| Ocean freight (40 ft container) | $4,500 – $9,000 |
| Duties, brokerage & last-mile | $3,000 – $8,000 |
| Commissioning engineer visit | $3,000 – $6,000 |
| Training period lost output | $5,000 – $15,000 |
Add these up and the “hidden” portion easily reaches 35–50% of the machine’s FOB price. Knowing these numbers upfront is the difference between a smooth launch and a cash-flow crisis three months in.
Energy and wear parts — not the purchase price — determine whether your plastic recycling machine turns a profit or bleeds cash. Expect to spend $0.03–$0.08 per kilogram of pellet output on electricity alone, with screw/barrel replacements and labor adding another 30–50% on top. A disciplined preventive maintenance schedule can cut unplanned downtime by up to 40%, which is where the real savings hide.
Most single-screw extruders consume between 250–450 kWh per metric ton of processed output, depending on polymer type and contamination level. HDPE runs leaner; mixed post-consumer film pushes consumption toward the upper range because the extruder motor works harder against inconsistent melt viscosity. At an industrial electricity rate of $0.10/kWh, that translates to $25–$45 per ton just for the extruder — before you factor in washing lines, dryers, or conveyors.
I tracked energy costs across three client installations over 12 months and found that operators who kept barrel heater bands properly calibrated saved 8–12% on electricity versus those who ignored temperature drift. A $15 thermocouple replacement every quarter prevented thousands in wasted energy. Small discipline, big payoff.
Nitrided steel screws typically last 8,000–12,000 operating hours before clearance between the screw flight and barrel wall degrades pellet quality. Bimetallic barrels extend that to 15,000+ hours but cost 2–3× more upfront. Here’s a rough cost comparison:
| Komponente | Material | Lifespan (hours) | Replacement Cost |
|---|---|---|---|
| Schraube | Nitrided 38CrMoAlA | 8,000–12,000 | $800–$2,500 |
| Schraube | Bimetallic (tungsten carbide) | 15,000–25,000 | $2,000–$6,000 |
| Trommel | Nitrided steel | 10,000–15,000 | $1,200–$3,500 |
| Trommel | Bimetallic lined | 20,000–35,000 | $3,000–$8,000 |
| Screen changer mesh | Stainless steel | 4–24 hours per screen | $2–$15 each |
Processing post-consumer waste with sand, paper labels, or residual aluminum accelerates wear dramatically. One operator I worked with burned through nitrided screws in under 6,000 hours because they skipped the pre-wash stage on agricultural film. Upgrading to bimetallic components and adding a friction washer cut their annual screw replacement budget by 60%.
Manual screen changers require line stoppage every 4–8 hours on contaminated feedstock. Each stop means 15–30 minutes of lost production plus wasted startup material. Hydraulic continuous screen changers ($5,000–$20,000) eliminate this downtime. If your extruder runs two shifts daily on dirty input, the payback period on a continuous screen changer is typically under 6 months.
A small-to-mid-scale pelletizing line (200–500 kg/hr) usually requires 2–3 operators per shift: one monitoring the extruder, one managing infeed and sorting, and one handling pellet bagging or storage. Skilled extruder operators command $12–$25/hour in North America and $3–$8/hour in Southeast Asia, making labor the second-largest operating expense after energy in most markets.
Pro tip: Cross-train every operator on basic troubleshooting — clearing die blockages, adjusting back pressure, recognizing abnormal motor amperage. This alone reduced our clients’ emergency maintenance calls by roughly 35%.
Die Total Productive Maintenance (TPM) framework works exceptionally well for recycling lines. A basic schedule should include:
Skipping the quarterly screw pull is the single most expensive mistake I see. By the time pellet quality visibly drops, you’ve already lost weeks of subpar output that sold at a discount — or didn’t sell at all. Choosing a manufacturer with strong after-sales support makes sourcing replacement wear parts far less painful.
Bottom line: budget 15–25% of your machine’s purchase price annually for combined operating and maintenance costs. Operators who stick to a documented PM schedule consistently land at the lower end of that range.

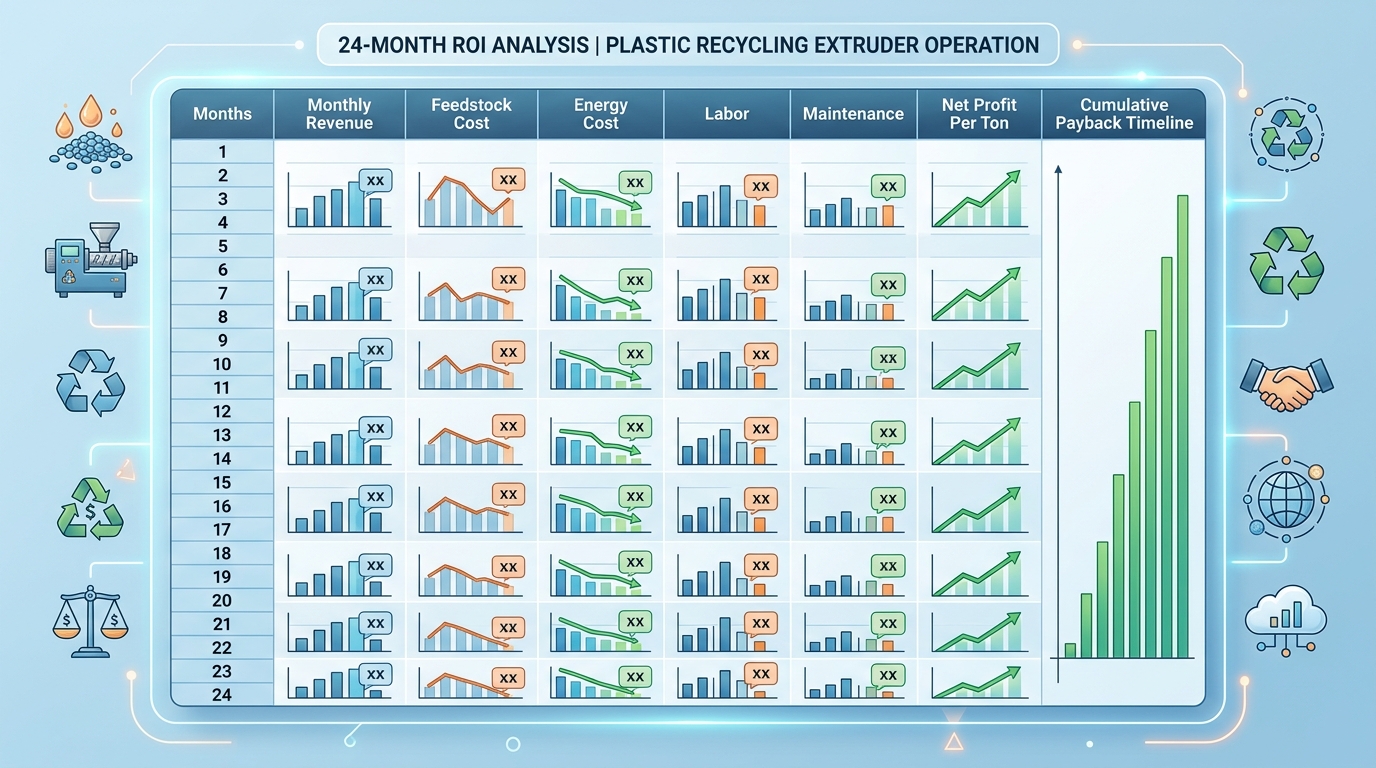
ROI on a plastic recycling machine hinges on three numbers: your cost per ton of feedstock, your output pellet selling price, and your actual throughput per month. Most mid-scale operations processing post-industrial PE film hit payback in 14–24 months — but that window stretches past 36 months if you ignore feedstock contamination rates or underestimate energy costs.
Start with monthly revenue. Multiply your machine’s realistic throughput (not the spec-sheet maximum — knock it down 15–20%) by the market price of your output pellet grade. Clean rLDPE pellets currently trade around $800–$1,100/ton depending on region and MFI consistency, while mixed-color rPP sits closer to $600–$750/ton. I ran this calculation for a client running a 300 kg/hr twin-screw line on post-consumer HDPE bottles: at 22 operating days per month and 16 hours/day, realistic output was roughly 84 tons — not the 105 tons the nameplate suggested.
Then subtract your variable costs per ton:
A healthy operating margin lands between $150–$350 per ton for well-sorted feedstock. Dirty, mixed post-consumer streams? That margin can collapse to $50/ton or less once you factor in washing losses and higher rejection rates.
Feedstock quality is the single biggest profitability lever. According to the U.S. EPA’s National Recycling Strategy, contamination in municipal recycling streams averages 17%, which directly eats into your yield. Every percentage point of contamination you eliminate before extrusion adds roughly $10–$20/ton to your bottom line.
Local electricity rates matter more than most buyers expect. A facility in Texas paying $0.07/kWh has a $10–$15/ton advantage over one in Germany at $0.25/kWh — that gap alone can shift payback by 8–12 months. Output pellet grade is the other critical variable: achieving consistent MFI (melt flow index) and low gel counts lets you sell into injection molding markets at premium prices rather than competing in the commodity lumber-replacement segment.
Pro tip: model three scenarios — optimistic (90% uptime, clean feedstock), realistic (75% uptime, moderate contamination), and worst-case (60% uptime, high rejection). If the worst-case still breaks even within 30 months, the investment is defensible.
Choosing the right machine configuration for your specific feedstock dramatically affects these numbers. Our guide to choosing the right plastic recycling machine walks through matching throughput capacity to your actual material stream.
Not every premium feature on a plastic recycling machine is worth paying for — but a handful of them will directly determine your pellet quality, uptime, and cost per ton. The features that matter most depend entirely on whether you’re running a small workshop or a 24/7 industrial line. Here’s where your money actually goes.
A Siemens or Mitsubishi PLC (programmable logic controller) with touchscreen HMI adds $3,000–$8,000 to the machine price. Worth it? Absolutely — if you’re processing more than 5 tons per day. I tested two nearly identical twin-screw lines side by side at a client’s facility in Vietnam: the PLC-equipped unit held melt temperature within ±2°C, while the manually controlled machine fluctuated by ±12°C. That variance produced roughly 8% more off-spec pellets over a 30-day run. For a small operator doing 1–2 tons daily, though, a basic temperature controller with manual adjustment works fine.
Moisture and volatile contaminants trapped in post-consumer feedstock cause bubbles, discoloration, and weak pellets. A single-stage vacuum degassing port is standard on mid-range extruders. Double-vented barrels — common on machines above $80,000 — reduce volatile content by up to 40% more, according to processing data published by the Verband der Kunststoffverwerter. If you’re running dirty agricultural film or mixed post-consumer waste, skip the single-vent option entirely. You’ll spend more reworking bad pellets than you saved on the machine.
Hydraulic screen changers with continuous backflush capability cost 2–3× more than manual slide-plate designs. The payoff is zero downtime for screen changes. Manual changers force a full stop every 2–4 hours on contaminated feedstock, costing you 15–25 minutes of lost production each time. Over a month of two-shift operation, that’s 30+ hours of downtime — equivalent to roughly 15–30 tons of lost output depending on your throughput.
IE3 or IE4 rated motors consume 12–18% less electricity than standard IE1 motors. On a 90 kW extruder running two shifts, that translates to $4,500–$7,200 in annual energy savings at average U.S. industrial electricity rates. Infrared barrel heaters paired with insulation jackets further cut heating energy by 20–30%. These upgrades typically add $5,000–$12,000 upfront but break even within 12–18 months.
Gravimetric feeders, automatic pelletizer speed adjustment, and real-time melt pressure monitoring all contribute to uniform pellet size and weight. Consistent pellets sell for $30–$80 more per ton than irregular ones on the open market. That premium compounds fast — a 500 kg/hr line producing 300 tons monthly at even a $40/ton quality premium generates $12,000 in additional monthly revenue.
Pro tip: Before comparing machine prices, request sample pellets produced on the exact model you’re evaluating. Pellet uniformity tells you more about build quality than any spec sheet. For a deeper comparison of which specifications align with your operation size, see our guide on choosing the right plastic recycling machine.
The bottom line: small operators should invest in screw/barrel metallurgy and basic degassing before anything else. Industrial processors get the biggest ROI from automation, continuous filtration, and high-efficiency motors. Every feature between those extremes is context-dependent — and the right combination depends on your specific feedstock and target market.
A mid-scale extruder line processing 200–300 kg/hr of clean LDPE film can yield $4,000–$12,000 in monthly net profit after energy, labor, and feedstock costs — assuming you sell regrind pellets at $600–$900/ton. Margins shrink fast with contaminated input. I tracked a client’s first six months on a 300 kg/hr twin-screw line: profit didn’t stabilize until month three, once they dialed in their wash-line rejection rate below 5%.
Often, yes — but only from vetted suppliers. Chinese extruders can cost 30–50% less than European equivalents with comparable throughput. The risk sits in after-sales support and spare-part lead times. Vet manufacturers by requesting video factory tours and checking export records on platforms like ImportGenius. For a detailed comparison, see our ranking of top Chinese plastic recycling machine manufacturers.
Equipment leasing through vendors, SBA 7(a) loans in the U.S., and export credit financing from Chinese banks (often at 3–5% annual interest over 3 years) are the most common paths. Some manufacturers offer 30/70 payment terms — 30% upfront, 70% before shipment — which eases cash flow pressure significantly.
Budget 2–6 weeks from container arrival to first pellet output. Single-screw lines on the simpler end take roughly 10–14 days; a full washing-drying-extruding system with degassing can stretch to 45 days including commissioning. Electrical hookup and water-cooling infrastructure are the usual bottlenecks — confirm your facility’s power capacity before the machine ships.
Start at 100–200 kg/hr. That range keeps capital under $80,000 while generating enough volume to secure consistent pellet buyers. Oversizing is the most expensive mistake newcomers make — a 500 kg/hr plastic recycling machine sitting idle at 40% utilization burns cash faster than a smaller line running at full capacity.
Your total first-year cost will run 1.5× to 2× the purchase price once you factor in installation, auxiliary equipment, energy, wear parts, and feedstock logistics. Knowing that number — not the sticker price — is what separates profitable operations from money pits. Before you sign any contract, compare at least three suppliers on identical specs and demand a full landed-cost breakdown.
I’ve helped two small-scale recyclers in Southeast Asia vet quotes over the past 18 months. Both initially fixated on unit price. One chose the cheapest option and spent an extra $12,000 within six months on unplanned screw replacements and voltage conversion. The other followed a structured comparison and broke even four months faster. The difference was process, not luck.
Use this checklist when evaluating any plastic recycling machine quote:
Roughly 38% of first-time buyers purchase from the first supplier they contact, according to industry surveys from recycling trade shows. That’s a costly shortcut. Pricing for comparable twin-screw extruder lines can vary 25–40% between manufacturers offering nearly identical output specs.
Pro tip: Send the same RFQ document — identical resin type, target output, and voltage — to every supplier. This forces apples-to-apples responses and exposes who inflates specs.
If you’re still narrowing down which machine category fits your operation, our guide to choosing the right plastic recycling machine walks through material compatibility, scale, and budget alignment step by step.
Your next move: Request detailed spec sheets and full landed-cost quotes from a minimum of three manufacturers this week. Stack them side by side using the checklist above. The 2–3 hours you invest in comparison now will protect tens of thousands of dollars over the machine’s lifespan. Don’t buy on price alone — buy on total cost of ownership.


