Nehmen Sie einige Änderungen an der Weltumgebung vor
Die von Ihnen gekaufte Maschine bringt Ihnen nicht nur Gewinne, sondern verändert auch indirekt die Umwelt und gibt Kunststoffabfällen eine Chance, verwertet zu werden.

Nehmen Sie einige Änderungen an der Weltumgebung vor

Letztes Jahr habe ich einem mittelgroßen vietnamesischen Hersteller geholfen, seine veraltete PVC-Rohrlinie zu ersetzen. Das Unternehmen hatte Angebote für Maschinen zwischen $18.000 und $380.000 erhalten, und die Spezifikationen sahen aus wie Buchstabensuppe. Schnecken-L/D-Verhältnisse, konische oder parallele Zwillingskonfigurationen, Drehmomentkurven von Servoantrieben - das ganze Durcheinander. Nach drei Wochen Werksbesuchen und Testläufen kamen wir zu einer Lösung, die den Ausstoß um 40% steigerte und gleichzeitig die Energiekosten um fast ein Viertel senkte. Diese Erfahrung sowie etwa ein Jahrzehnt Arbeit mit Extrusionsanlagen in Asien und Europa habe ich in diesen Leitfaden einfließen lassen.
Eine PVC-Kunststoffextruder-Maschine ist ein Spezialgerät, das Polyvinylchloridharz schmilzt, mischt und zu kontinuierlichen Profilen - Rohren, Fensterrahmen, Kabelisolierungen, Platten und mehr - formt, indem es das Material unter kontrollierter Hitze und Druck durch eine geformte Düse presst. Wenn Sie im Jahr 2026 PVC-Extruder evaluieren, deckt dieser Leitfaden alle Typen, Spezifikationen, Preisbenchmarks und Auswahlkriterien ab, die Sie benötigen, um eine sichere Entscheidung zu treffen.
Wenn man den Fachjargon weglässt, ist eine PVC-Kunststoffextruder-Maschine im Wesentlichen eine sehr präzise, sehr heiße Wurstmaschine für Kunststoff. An einem Ende wird Hart- oder Weich-PVC-Material eingefüllt - in der Regel in Form von Trockenmischpulver oder vorgefertigtem Granulat - und die Maschine schmilzt es, mischt es zu einer homogenen Schmelze und drückt es dann durch eine geformte Öffnung (die Düse), um ein kontinuierliches Produkt mit einem festen Querschnitt zu erzeugen.
Dieses Produkt kann ein Wasserrohr, ein Fensterprofil, eine Kabelummantelung, ein medizinischer Schlauch oder eine Bodenplatte sein. Der Querschnitt wird ausschließlich durch die Werkzeugkonstruktion bestimmt. Deshalb kann eine einzige Extruderplattform ganz unterschiedliche Endprodukte herstellen, indem einfach die Werkzeuge an der Vorderseite ausgetauscht werden.
Was macht die PVC-Extrusion aus? verschiedene beim Extrudieren von Polyethylen oder Polypropylen ist das Material selbst. PVC ist thermisch empfindlich. Es beginnt sich bei Temperaturen zu zersetzen, die unangenehm nahe an seinem Verarbeitungsfenster liegen - je nach Rezeptur etwa 170 bis 210 Grad Celsius. Wird die Temperatur zu hoch angesetzt oder lässt man das Material zu lange stehen, kommt es zur Freisetzung von Salzsäure, zu Verfärbungen und zu einem brüchigen Produkt. Aus diesem Grund erfordern PVC-Extruder im Vergleich zu allgemeinen Maschinen eine strengere Temperaturkontrolle, spezielle Schneckengeometrien und häufig eine korrosionsbeständige Metallurgie.
Die Kernfunktion besteht darin, dass vier Dinge gleichzeitig geschehen: Förderung den Rohstoff weiter, Schmelzen durch eine Kombination aus externen Heizungen und interner Scherreibung, Mischen um eine gleichmäßige Temperatur- und Additivverteilung zu gewährleisten, und Druckbeaufschlagung genug, um es mit gleichmäßiger Geschwindigkeit durch die Matrize zu drücken. Wenn Sie alle vier richtig machen, erhalten Sie ein gutes Produkt. Wenn Sie auch nur einen davon verpatzen, müssen Sie mit Ausschuss, Ausfallzeiten oder schlimmer noch mit einem Fass voll zersetztem PVC rechnen, das stundenlang gereinigt werden muss.
Ich habe erlebt, dass Betreiber, die jahrelang PE-Leitungen betrieben haben, Probleme hatten, als sie auf PVC umstiegen. Das Material verzeiht einfach keine schlampige Temperaturregelung wie Polyolefine es tun. Das ist das Wichtigste, was man wissen muss, bevor man sich für einen PVC-Extruder entscheidet.
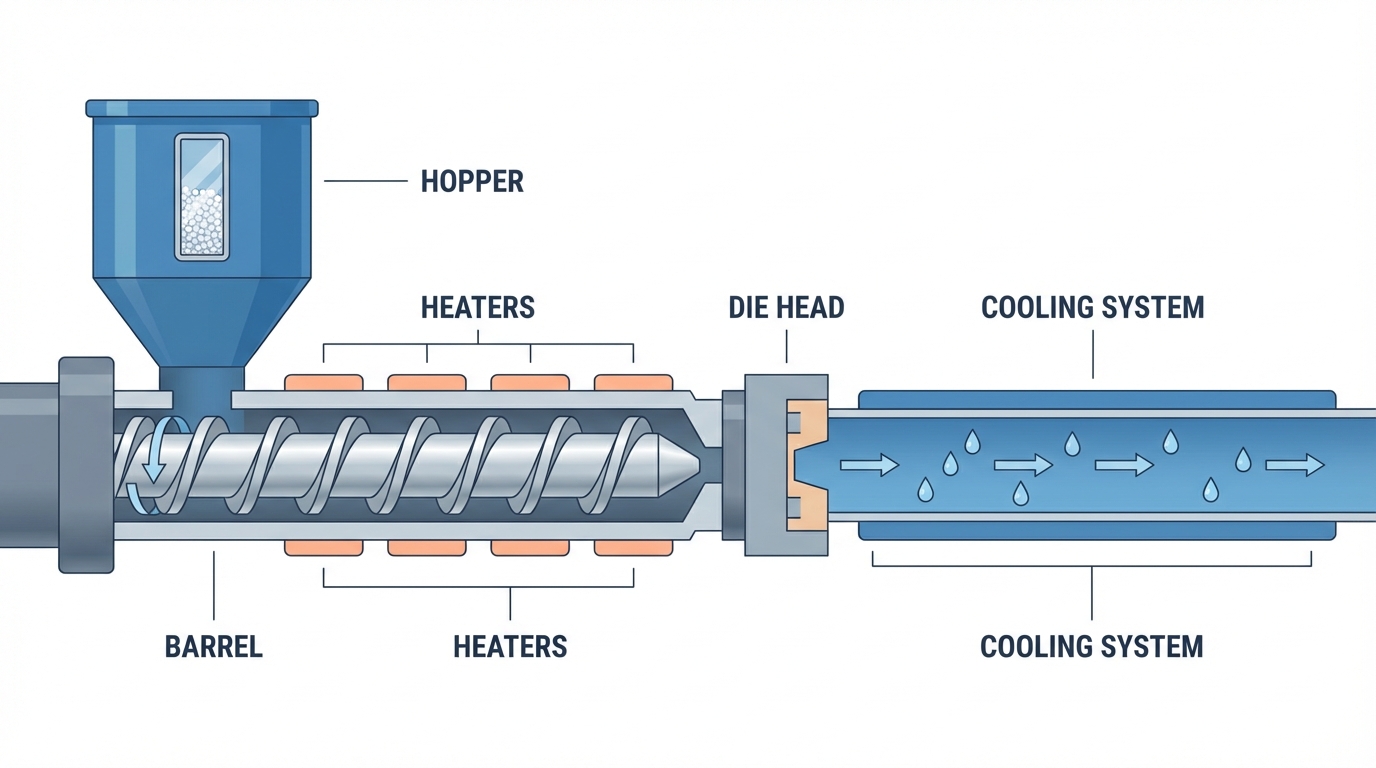
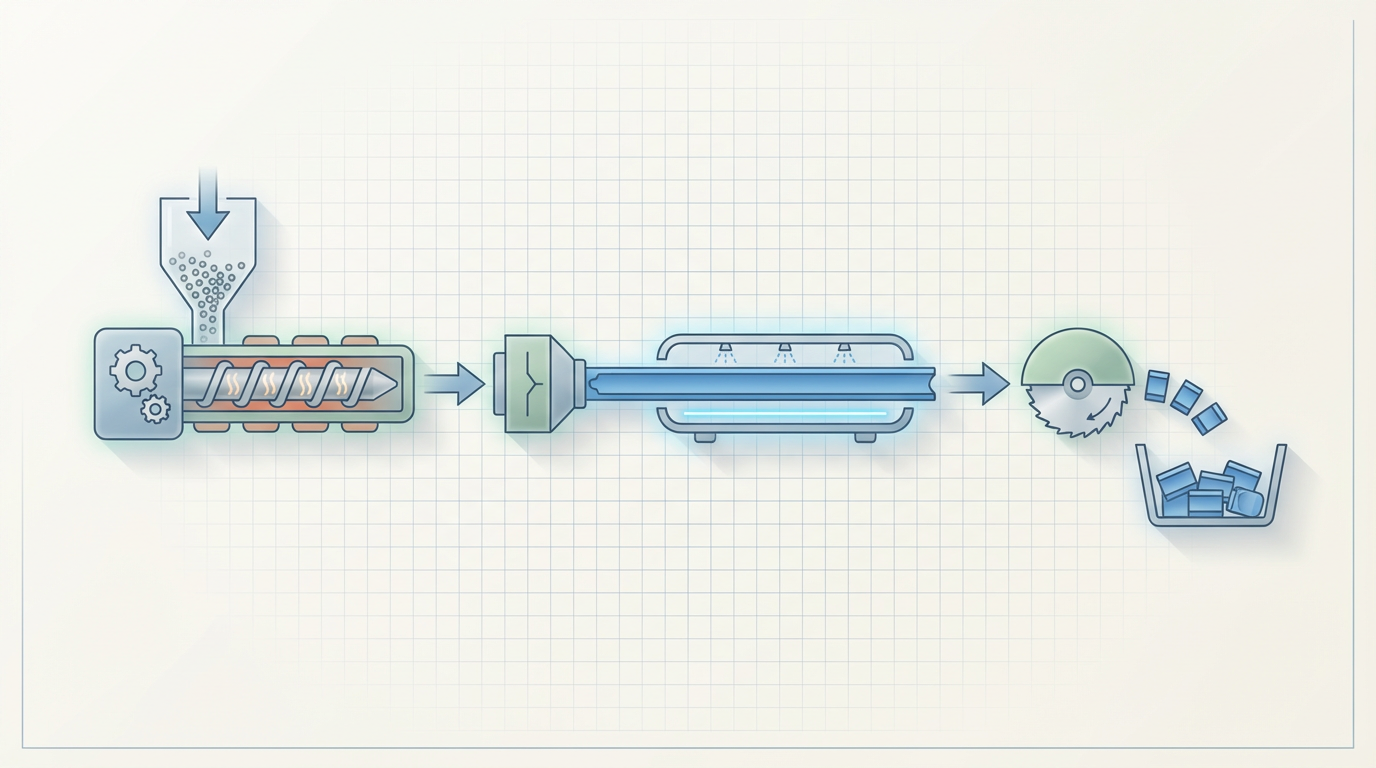
Ich stelle fest, dass die meisten Käufer die Extrusion zwar konzeptionell verstehen, aber bei den Details, die für die Auswahl der Maschine tatsächlich wichtig sind, im Dunkeln tappen. Im Folgenden wird der Prozess in die einzelnen Phasen unterteilt, die innerhalb (und unmittelbar nach) der Maschine ablaufen.
PVC kommt selten als reines Harz in einen Extruder. Es kommt als Trockenmischung an - PVC-Harz gemischt mit Stabilisatoren, Gleitmitteln, Füllstoffen (wie Kalziumkarbonat), Pigmenten und manchmal Schlagzähigkeitsmodifikatoren. Diese Vermischung erfolgt normalerweise in einem vorgeschalteten Hochgeschwindigkeitsmischer.
Das gemischte Pulver fällt in den Trichter des Extruders, der es durch die Schwerkraft in den Zylinder befördert. Einige Systeme verwenden ein Kraftdosiersystem oder ein volumetrisches/gravimetrisches Dosiersystem für eine genauere Steuerung. Bei der Verarbeitung von pelletiertem PVC-Compound anstelle von Trockenmischungen ist die Beschickung einfacher, aber die Flexibilität der Formulierung geht etwas verloren.
Hier liegt die Magie - und die technische Herausforderung -. Die rotierende Schnecke (oder Schnecken in einer Doppelschneckenmaschine) nimmt das Pulver auf und schiebt es entlang des Zylinders vorwärts. Während sich das Material bewegt, wird es durch die externen Heizelemente des Zylinders auf immer höhere Temperaturen und durch die Schneckengeometrie auf immer höheren Druck gebracht.
Das ist der Teil, den die meisten Leute übersehen: Etwa 60-80% der Wärme, die PVC zum Schmelzen bringt, stammt von der Reibungsschere und nicht von den Fassheizern. Die Heizungen dienen eher der Feinabstimmung und der Aufrechterhaltung von Temperaturzonen. Die Schneckenkonstruktion - Gangtiefe, Steigung und Kompressionsverhältnis - bestimmt, wie viel Scherung das Material erfährt. Eine zu starke Scherung erzeugt übermäßige Hitze und zersetzt das PVC. Bei zu geringer Scherung entstehen ungeschmolzene Partikel in Ihrem Produkt.
In einem typischen Fass gibt es drei Funktionsbereiche:
Insbesondere bei Hart-PVC ist eine gründliche Durchmischung entscheidend, da die Trockenmischung mehrere Additive enthält, die gleichmäßig verteilt werden müssen. Doppelschneckenextruder zeichnen sich hier aus, da ihre ineinandergreifende Schneckenkonstruktion eine intensive distributive und dispersive Mischung erzeugt. Bei Einschneckenextrudern werden manchmal Mischelemente - wie Maddock-Mischer oder Stift-Mischteile - hinzugefügt, um dies auszugleichen.
Schlechtes Mischen zeigt sich in Form von Schlieren, ungleichmäßiger Farbe, ungleichmäßiger Wandstärke oder Schwachstellen im Endprodukt. Ich habe einmal eine Charge fehlerhafter PVC-Rohre auf einen abgenutzten Mischabschnitt zurückgeführt, der 0,3 mm Spielraum verloren hatte. Winzige Zahl, große Folgen.
Die unter Druck stehende, homogene Schmelze verlässt den Zylinder und tritt in den Düsenkopf ein. Die Düse ist ein präzisionsgefertigtes Stahlwerkzeug, das die Schmelze in den gewünschten Querschnitt formt. Bei einem Rohr handelt es sich um eine ringförmige Düse mit einem Dorn in der Mitte. Bei einem Profil handelt es sich um eine komplexe Mehrkanalform, deren Konstruktion und Herstellung Wochen in Anspruch nehmen kann.
Die Formgestaltung ist eine eigene Spezialität. Die Fließkanäle müssen eine gleichmäßige Geschwindigkeit über den gesamten Querschnitt gewährleisten - andernfalls kommt es zu dicken Wänden auf einer Seite, verzogenen Profilen oder Oberflächenfehlern. Die meisten namhaften Extruderhersteller stellen entweder ihre eigenen Düsen her oder arbeiten eng mit spezialisierten Düsenherstellern zusammen.
Das Extrudat verlässt die Düse weich und heiß. Was dann passiert, hängt vom Produkt ab:
Nach der Abkühlung sorgt ein Abzug für eine konstante Liniengeschwindigkeit, und ein Abschneider oder eine Säge schneidet das Produkt auf Länge. Der gesamte nachgeschaltete Bereich - Kalibrator, Kühltank, Abzug, Abschneider - ist genauso wichtig wie der Extruder selbst. Ich habe schon erlebt, dass perfekt funktionierende Extruder Müll produzierten, weil die nachgeschalteten Geräte nicht aufeinander abgestimmt waren oder schlecht gewartet wurden.
Das Verständnis dieses vollständigen Prozessablaufs ist unerlässlich, wenn Sie Kenntnisse über das Verfahren der Kunststoffextrusion denn der Extruder ist nur ein Teil einer kompletten Produktionslinie.
Wenn Sie im Jahr 2026 eine Kunststoffmesse besuchen, werden Sie drei Hauptextruderarchitekturen sehen, die um PVC-Anwendungen konkurrieren. Jede hat ihren eigenen Charakter, und sich für die falsche zu entscheiden, ist ein teurer Fehler, den ich mehr als einmal bei Unternehmen beobachtet habe.
Das Arbeitstier. Eine Schraube, die sich im Inneren eines Zylinders dreht. Einfach, zuverlässig, relativ erschwinglich. Für PVC eignen sich Einschneckenmaschinen gut, wenn Sie vorgemischtes Granulat (keine Trockenmischung) verarbeiten und das Produkt nicht intensiv gemischt werden muss - denken Sie an flexible PVC-Kabelummantelungen, einfache Schläuche oder Folien.
Die Einschränkung? Einzelschnecken sind mittelmäßige Mischer. Sie verlassen sich in erster Linie auf die Schleppströmung, um das Material zu bewegen, und ihre Mischfähigkeit ist begrenzt, wenn nicht spezielle Mischelemente hinzugefügt werden. Bei Hart-PVC-Trockenmischungen - die den Großteil der PVC-Rohr- und Profilproduktion ausmachen - erreichen Einschneckenmaschinen nur schwer die Mischqualität, die Doppelschnecken mühelos liefern.
Allerdings haben moderne Einschneckenkonstruktionen mit Barriereschnecken und optimierten Verdichtungsverhältnissen die Lücke etwas geschlossen. Und für Betriebe, die vorgranuliertes PVC-Compound verarbeiten, kann ein gut konzipierter Einschneckenextruder die kostengünstigste Option sein.
Hier werden weltweit 80%+ Hart-PVC-Rohre und Profile hergestellt. Doppelschneckenextruder arbeiten mit zwei ineinandergreifenden Schnecken, die eine verdrängende Pumpwirkung, eine hervorragende Durchmischung und eine schonende, aber gründliche Verarbeitung des Materials bewirken.
Konische Doppelschneckenextruder haben Schnecken, die sich von einem großen Durchmesser am Einlaufende zu einem kleineren Durchmesser am Auslaufende verjüngen. Diese Konstruktion erzeugt eine natürliche Kompression ohne aggressive Scherung - perfekt für thermisch empfindliches PVC. Sie sind die erste Wahl für Hart-PVC-Rohre (16-630 mm Durchmesser), Fensterprofile und ähnliche Produkte. Europäische Hersteller wie KraussMaffei und Battenfeld-Cincinnati haben sich mit der konischen Doppelschneckentechnologie einen Namen gemacht.
Parallele Doppelschneckenextruder haben durchgängig Schnecken mit einheitlichem Durchmesser. Sie bieten mehr Flexibilität bei der Konfiguration der Schneckenelemente (Sie können einzelne Elemente austauschen und neu anordnen), was sie vielseitig für unterschiedliche Rezepturen und Produkte einsetzbar macht. Sie setzen sich bei der PVC-Aufbereitung, der Herstellung von WPC (Holz-Kunststoff-Verbundwerkstoffen) und bei Anwendungen mit häufigen Rezepturwechseln immer mehr durch.
Eine kurze Faustregel: Wenn Sie nur eine Art von Hart-PVC-Produkt in großen Mengen herstellen wollen, sollten Sie sich für eine konische Schnecke entscheiden. Wenn Sie Flexibilität für mehrere Rezepturen oder Produkte benötigen, bietet Ihnen die parallele Doppelschnecke mehr Spielraum.
Das sind die Spezialisten. Ein Planetenextruder hat eine zentrale Spindel, die von mehreren (6-12) kleineren Planetenschnecken umgeben ist, die sich in einem Zylinder mit Innenverzahnung um sie herum drehen. Das Ergebnis ist eine hervorragende Durchmischung und ein hervorragender Wärmeaustausch bei sehr geringer Scherbeanspruchung.
Für PVC-Kalanderanlagen (zur Herstellung von Hartfolien und Bodenbelägen) sind Planetenextruder unschlagbar. Sie können PVC bei niedrigeren Temperaturen verarbeiten als Doppelschnecken, was eine geringere thermische Schädigung und eine bessere optische Klarheit bedeutet. Aber sie sind teuer, aufwändig in der Wartung und für die Produktion von Standardrohren oder -profilen überdimensioniert.
Ich habe Planetenextruder nur Kunden empfohlen, die hochwertige PVC-Platten oder -Folien herstellen, bei denen Oberflächenqualität und Klarheit nicht verhandelbar sind. Für alles andere sind Doppelschneckenextruder die beste Wahl.

Diese Frage wird mir am häufigsten gestellt, und die Antwort ist vielschichtiger, als die meisten Verkaufsbroschüren vermuten lassen. Hier ist ein ehrlicher Vergleich, der auf dem basiert, was ich in echten Produktionsumgebungen gesehen habe - nicht unter Laborbedingungen.
| Merkmal | Einschneckenextruder | Zweischneckenextruder (konisch/parallel) |
|---|---|---|
| Mixing-Fähigkeit | Mäßig; benötigt Zusatzmischer für Trockenmischungen | Hervorragend; ineinandergreifende Schnecken sorgen für eine gründliche distributive und dispersive Mischung |
| Futtermittel-Ausgangserzeugnis | Am besten mit vorgemischten Pellets | Verarbeitet Trockenmischungspulver direkt - spart Compoundierschritte und Kosten |
| Ausgaberate (typisch) | 50-500 kg/Std. je nach Größe | 100-1.500+ kg/Std.; konische Spitzenwerte sind niedriger als bei großen parallelen Modellen |
| Thermische Kontrolle | Akzeptabel; höhere Scherkräfte können Hot Spots verursachen | Überlegen; positive Förderung bedeutet weniger Abhängigkeit von der Scherwärme |
| Energie-Effizienz | 0,25-0,35 kWh/kg für PVC | 0,18-0,28 kWh/kg für PVC (15-25% niedriger) |
| Kapitalkosten | 30-50% niedriger als gleichwertige Doppelschnecken | Höhere Vorlaufkosten, aber geringere Verarbeitungskosten pro Kilogramm im großen Maßstab |
| Komplexität der Wartung | Einfacher; eine Schraube, weniger Verschleißteile | Komplexer; zwei Schrauben, Getriebe erfordert speziellen Service |
| Beste PVC-Anwendungen | Weich-PVC, Kabelummantelung, einfache Schläuche, Folie | Hart-PVC-Rohre, Profile, Abdeckungen, Zäune, Hartfolien |
| Selbstreinigend | Nein; Material kann in toten Zonen stagnieren | Ja (gleichlaufend); ineinandergreifendes Design minimiert tote Punkte |
In dieser Tabelle ist Folgendes nicht enthalten: Der wirkliche Kostenunterschied liegt nicht im Preis der Maschine, sondern im Aufbereitungsschritt. Wenn Sie einen Einschneckenextruder für Hart-PVC kaufen, müssen Sie mit ziemlicher Sicherheit vorgemischtes Granulat kaufen oder in eine separate Aufbereitungsanlage investieren. Dieser Aufpreis für das Granulat erhöht die Materialkosten je nach Region und Rezeptur um $50-150 pro Tonne. Ein Doppelschneckenextruder verarbeitet die Trockenmischung direkt, wodurch diese Kosten vollständig entfallen.
Ich habe die Zahlen für einen Kunden in Ägypten durchgerechnet, der 200-mm-PVC-Rohre mit 800 kg/Stunde herstellt. Der Zweischneckenextruder kostete im Vorfeld $85.000 mehr als die Einschneckenalternative. Durch die Trockenmischung konnten jedoch Materialkosten von etwa $80/Tonne eingespart werden. Bei ihrem Volumen hat sich die Doppelschnecke in weniger als 7 Monaten amortisiert. Danach war es eine reine Margenverbesserung.
Die Ausnahme? Betriebe mit geringem Volumen oder solche, die bereits aus anderen Gründen pelletiertes Material kaufen. In diesen Fällen ist eine gute Einschneckenmaschine - vielleicht in Verbindung mit einer Kunststoffgranulator für die Aufbereitung von Mahlgut - kann die klügere Investition sein.

PVC ist das weltweit am dritthäufigsten hergestellte Kunststoffpolymer, und die Extrusion ist seine wichtigste Verarbeitungsmethode. Die Palette der Produkte, die aus PVC-Extrusionsanlagen kommen, ist wirklich überwältigend, wenn man sie aufzählt.
Das ist die große Sache. PVC-Rohre für Wasserversorgung, Entwässerung, Abwasser, Bewässerung und elektrische Leitungen stellen weltweit die größte Einzelanwendung der PVC-Extrusion dar. Der Markt ist riesig - der Weltmarkt für PVC-Rohre wurde auf über $60 Milliarden im Jahr 2024 und wächst weiter, angetrieben durch die Entwicklung der Infrastruktur in Asien, Afrika und Lateinamerika.
Bei der Rohrextrusion werden hauptsächlich konische Doppelschneckenextruder für Durchmesser von 16 mm bis 800 mm+ eingesetzt. Für Rohre mit größerem Durchmesser (630 mm und mehr) werden manchmal parallele Doppelschneckenmaschinen eingesetzt, um die erforderlichen höheren Ausstoßleistungen zu erzielen.
Wenn Sie jemals einen PVC-Fensterrahmen genau betrachtet haben, haben Sie die komplexen Hohlkammern im Inneren gesehen. Diese Mehrkammerprofile werden auf Doppelschneckenanlagen mit unglaublich präzisen Werkzeugen und Kalibriervorrichtungen extrudiert. Die Profilextrusion erfordert die engsten Maßtoleranzen aller PVC-Anwendungen - Wanddickenschwankungen von +/- 0,1 mm sind Standard.
Für alle, die dieses Segment erforschen, ist unser Leitfaden für den Kauf von Kunststoffprofil-Extrusionsmaschinen geht ausführlich auf die spezifischen Anforderungen ein.
Weich-PVC-Compound ummantelt elektrische Drähte und Kabel mit Geschwindigkeiten von bis zu 600 Metern pro Minute auf Hochgeschwindigkeits-Einschneckenextrudern. Dies ist ein Bereich, in dem Einschneckenmaschinen dominieren, da es sich bei dem Material um vorgemischtes Weich-PVC-Granulat handelt und die Hauptanforderung eher Geschwindigkeit und Konzentrizität als Mischen ist.
Medizinische PVC-Schläuche - Infusionsleitungen, Blutbeutel, Beatmungsschläuche - erfordern eine lebensmittelgeeignete/medizinische Mischung und Reinraum-Extrusionsbedingungen. Bei den Maschinen handelt es sich in der Regel um kleinere Ein- oder Doppelschneckenextruder mit Kontaktflächen aus rostfreiem Stahl und hochpräziser Dimensionskontrolle.
Hart-PVC-Folien für die Thermoformung, transparente Verpackungsfolien und luxuriöse Vinylfliesen (LVT) kommen alle aus Extrusionsanlagen. Die Produktion von LVT-Bodenbelägen hat in den letzten Jahren explosionsartig zugenommen, und es werden spezielle Doppelschnecken- oder Planetenextruder eingesetzt, die Kalanderwalzenstapel beschicken.
Zwei Bereiche gewinnen in diesem Jahr an Dynamik. Erstens, PVC-basierte Holz-Kunststoff-Verbundwerkstoffe (WPC) für Terrassendielen und Verkleidungen, für die parallele Doppelschneckenextruder erforderlich sind, die hohe Füllstoffmengen verarbeiten können. Zweitens, Verarbeitung von recyceltem PVC - durch die Verschärfung der Vorschriften in Europa und die zunehmende Nachfrage nach Maschinen für das Kunststoffrecycling die PVC-Abfallströme aus Nach-Gebrauchs-PVC verarbeiten können.
Wenn Sie ein Datenblatt eines PVC-Extruders lesen, sind einige Zahlen von großer Bedeutung, während andere im Grunde nur Marketingfloskeln sind. Nachdem ich Dutzende von Maschinen für Kunden bewertet habe, sind hier die Spezifikationen, auf die ich tatsächlich achte - und warum.
L/D-Verhältnis (Länge-zu-Durchmesser): Dies ist die Schneckenlänge geteilt durch ihren Durchmesser. Bei PVC-Doppelschneckenextrudern liegen die typischen L/D-Verhältnisse zwischen 20:1 und 28:1. Ein größeres L/D-Verhältnis führt zu einer längeren Verweilzeit und einer besseren Durchmischung, aber auch zu einer stärkeren thermischen Belastung. Für Hart-PVC-Trockenmischungen ist ein Verhältnis von 22:1 bis 25:1 der ideale Wert. Bei einem Verhältnis von mehr als 28:1 besteht die Gefahr des thermischen Abbaus.
Verdichtungsverhältnis: Das Verhältnis zwischen der Flugtiefe der Einzugszone und der Flugtiefe der Dosierzone. Für PVC sind Verdichtungsverhältnisse von 2,0:1 bis 2,5:1 typisch. Eine höhere Kompression bedeutet mehr Scherung - gut für Weich-PVC, riskant für Hartformulierungen.
Schraubenmetallurgie: PVC setzt bei der Verarbeitung Salzsäure frei, die korrosiv ist. Qualitätsschnecken bestehen aus nitriertem Stahl (mindestens), Bimetall-Linern oder - bei hochwertigen Maschinen - aus Werkzeugstahl mit speziellen Beschichtungen. Billige Schnecken nutzen sich schnell ab und verunreinigen Ihr Produkt. Dies ist ein Bereich, in dem ich niemals empfehle, die Kosten zu senken.
Der Zylinder ist in mehrere unabhängig voneinander geregelte Temperaturzonen unterteilt - in der Regel 4-8 Zonen bei einem PVC-Extruder. Jede Zone verfügt über Heizelemente (Keramikband oder Aluminiumguss) und häufig über eine Luft- oder Wasserkühlung. Die Möglichkeit, einzelne Zonen zu kühlen, ist für PVC von entscheidender Bedeutung, da die erzeugte Scherwärme leicht über die Zieltemperatur hinausgehen kann.
Suchen Sie nach Maschinen mit PID-Temperaturregler auf jeder Zone mit einer Genauigkeit von +/- 1 Grad C. Billigere Geräte verwenden eine Ein/Aus-Regelung, die Temperaturschwankungen verursacht, die sich als Unregelmäßigkeiten in Ihrem Produkt bemerkbar machen.
Der Motor und das Getriebe treiben die Schnecke(n) an. Wesentliche Merkmale:
Die Düse formt den runden Schmelzestrom aus dem Zylinder in die Produktform um. Bei Rohren ist das relativ einfach. Für Profile können die Düsen mehr als 20 Fließkanäle haben und $10.000-50.000 pro Stück kosten. Die Düse muss speziell für die PVC-Rezeptur und die gewünschten Produktabmessungen ausgelegt sein.
Eine Sache, die ich immer überprüfe: Hat die Matrize einstellbare Lippenbolzen oder flexible Lippen? Diese ermöglichen eine Feinabstimmung der Wanddickenverteilung, ohne dass die Matrize ausgebaut werden muss. Das spart enorm viel Zeit beim Anfahren und bei Produktwechseln.
Moderne PVC-Extruder im Jahr 2026 sollten über eine SPS-basierte Steuerung mit einem HMI (Human-Machine-Interface)-Touchscreen verfügen. Das Steuerungssystem verwaltet Temperaturzonen, Schneckendrehzahl und Schmelzedruck und ist häufig mit nachgeschalteten Anlagen verbunden. Hochwertige Systeme verfügen über Rezeptspeicher (damit Sie die Einstellungen für verschiedene Produkte abrufen können), Datenprotokollierung und Fernüberwachungsfunktionen.
Unterschätzen Sie das Steuerungssystem nicht. Ich habe erlebt, dass zwei identische Extruder desselben Herstellers völlig unterschiedliche Leistungen erbrachten, weil der eine ein gut abgestimmtes Steuerungssystem hatte und der andere mit einer einfachen Steuerung mit schlechter PID-Abstimmung lief.
Nun gut, in diesem Abschnitt verdiene ich meinen Lebensunterhalt. Dies sind keine allgemeinen Kauftipps - es sind die spezifischen Dinge, auf die ich achte, wenn ich Kunden helfe, $50.000 bis $500.000 für PVC-Extrusionsanlagen auszugeben.
Klingt offensichtlich. Ist es aber nicht. Ich kann gar nicht zählen, wie viele Käufer mit der Frage “Was ist der beste Extruder?” beginnen, ohne klar zu definieren, was sie produzieren müssen, in welcher Menge und mit welchem Qualitätsstandard.
Notieren Sie: Produkttyp, Abmessungen (Durchmesser, Wandstärke, Profilgeometrie), angestrebte Leistung in kg/Std., erforderliche Liniengeschwindigkeit in m/min und tägliche/monatliche Produktionsziele. Fügen Sie dann 20-30% Spielraum hinzu. Einen Extruder ständig mit einer Kapazität von 100% zu betreiben, ist ein Rezept für beschleunigten Verschleiß und Qualitätsprobleme.
Wenn Sie Hart-PVC-Trockenmischungen für Rohre oder Profile verarbeiten, brauchen Sie einen Doppelschneckenextruder. Punkt. Eine Einschneckenmaschine wird Ihnen endlose Kopfschmerzen mit nicht aufgeschmolzenen Partikeln und uneinheitlicher Qualität bereiten. Wenn Sie Weich-PVC-Granulat für Kabel oder Schläuche verarbeiten, ist eine Einschneckenmaschine vollkommen ausreichend und wirtschaftlicher.
Für Hart-PVC-Rohre bis zu 400 mm: konische Doppelschnecke (Serie SJSZ in der chinesischen Nomenklatur). Für Rohre mit großem Durchmesser oder Hochleistungs-Profillinien: parallele Doppelschnecke. Für Weich-PVC oder vorgemischtes Material: Einschnecke.
Energie macht in der Regel 60-70% der gesamten Betriebskosten einer PVC-Extrusionsanlage aus (ohne Rohstoffe). Eine Maschine, die im Vorfeld $15.000 weniger kostet, aber 20% mehr Energie pro Kilogramm verbraucht, wird Sie über ihre Lebensdauer von 10-15 Jahren weit mehr kosten.
Achten Sie auf: Servomotorantriebe (keine Standard-Wechselstrommotoren), effiziente Getriebe (Planetengetriebe für Doppelschnecken) und isolierte Zylindermäntel, die den Wärmeverlust verringern. Die besten Maschinen im Jahr 2026 erreichen einen spezifischen Energieverbrauch unter 0,20 kWh/kg für die Herstellung von Hart-PVC-Rohren.
Das Getriebe eines Doppelschneckenextruders ist ein Präzisionsbauteil, das enorme Drehmomente bewältigen muss. Ein Ausfall des Getriebes kann $15.000-40.000 für die Reparatur und wochenlange Ausfallzeiten kosten. Erkundigen Sie sich nach dem Getriebehersteller, dem Nenndrehmoment im Verhältnis zum maximalen Schneckendrehmoment, dem Lagertyp und dem Schmiersystem.
Seriöse Extruderhersteller verwenden Getriebe von Spezialisten wie Flender und Zambello oder eigene Konstruktionen, die sich in der Praxis bewährt haben. Wenn der Lieferant Ihnen die Herkunft und die Spezifikationen des Getriebes nicht nennen kann, sollten Sie die Finger davon lassen.
Der Extruder ist nur der Anfang der Anlage. Sie benötigen eine Düse, einen Kalibrierbehälter, ein Kühlbad, einen Abzug, einen Abschneider und möglicherweise einen Stapler oder eine Ballenpresse. All diese Komponenten müssen auf die Ausstoßleistung des Extruders, die Produktabmessungen und die Liniengeschwindigkeit abgestimmt sein.
Kaufen Sie nach Möglichkeit die gesamte Anlage von einem einzigen Anbieter. Anlagen mit verschiedenen Anbietern können funktionieren, aber Sie verbringen Wochen damit, die Geräte zu integrieren, und niemand übernimmt die Verantwortung, wenn etwas nicht funktioniert.
Jeder Hersteller kann beeindruckende Spezifikationen schreiben. Entscheidend ist, wie die Maschine nach 6 Monaten Produktion funktioniert. Fragen Sie nach Referenzkunden in Ihrer Region, die idealerweise ähnliche Produkte herstellen. Rufen Sie sie an. Besuchen Sie sie, wenn Sie können. Fragen Sie nach der Betriebszeit, der gleichbleibenden Qualität, der Verfügbarkeit von Ersatzteilen und der Reaktionsfähigkeit des Serviceteams des Herstellers.
Ich habe schon Maschinen abgelehnt, die auf dem Papier großartig aussahen, nachdem ich eine Referenzanlage besucht und die Realität gesehen hatte. Der “800 kg/h”-Extruder eines Herstellers produzierte in Wirklichkeit 520 kg/h eines akzeptablen Produkts, weil das Steuerungssystem die Temperaturen nicht stabil halten konnte.
Ein PVC-Extruder ist eine Investition von 10-15 Jahren. In dieser Zeit benötigen Sie Ersatzschnecken, Zylinderauskleidungen, Heizungen, Thermoelemente, Getriebedichtungen und möglicherweise eine Aufrüstung des Steuerungssystems. Wenn Ihr Lieferant am anderen Ende der Welt sitzt, keinen Kundendienst vor Ort hat und eine Vorlaufzeit von 12 Wochen für Ersatzteile hat, gehen Sie ein großes Risiko ein.
Die besten Anbieter - und das sind die etablierten Hersteller von Kunststoffrecyclingmaschinen in China haben sich dramatisch verbessert - sie unterhalten regionale Lager, bieten Online-Support bei der Fehlerbehebung und können wichtige Ersatzteile innerhalb von 48-72 Stunden liefern.
Ich werde hier direkt sein: Der Markt für PVC-Extruder ist überfüllt, und nicht jede Marke verdient ihren Ruf. Einige leben von ihrem Erbe, während neuere Anbieter einen besseren Wert bieten. Hier ist meine ehrliche Einschätzung auf der Grundlage von Maschinen, die ich persönlich bewertet, bei Kunden installiert oder in Produktionsumgebungen laufen gesehen habe.
Der Goldstandard für die konische Doppelschneckenextrusion von PVC. Die KMD-Serie ist seit Jahrzehnten der Maßstab für die Produktion von Hart-PVC-Rohren und Profilen. Die Bauqualität ist außergewöhnlich, die Getriebe sind kugelsicher, und das Prozess-Know-how ist unübertroffen. Der Nachteil? Der Preis. Sie zahlen einen Aufschlag von 40-60% gegenüber den chinesischen Pendants. Für Großserienhersteller, bei denen die Betriebszeit und die gleichbleibende Qualität die Investition rechtfertigen, ist KraussMaffei ein unschlagbarer Partner.
Enger Konkurrent von KraussMaffei, besonders stark bei der Extrusion von Rohren mit hohem Durchsatz. Ihre conEX- und solEX-Baureihen sind die Arbeitspferde in der Produktion von PVC-Großrohren. Das Unternehmen war Vorreiter bei der Entwicklung energieeffizienter Innovationen, wie z. B. der integrierten Servoantriebe, die inzwischen von anderen kopiert wurden. Ihre PVC-Profilextrusionsanlagen sind ebenfalls erstklassig, insbesondere für den europäischen Fenstermarkt.
Ein italienisches Familienunternehmen, das seit 1946 Doppelschneckenextruder herstellt. Sie sind besonders für ihre parallelen Doppelschneckenmaschinen bekannt und haben eine starke Präsenz in der PVC-Rohrproduktion im Nahen Osten und Afrika. Ihre Maschinen sind nicht so ausgefeilt wie die der deutschen/österreichischen Marken, aber sie sind robust und preislich konkurrenzfähig, und das Servicenetz von Bausano in den Entwicklungsmärkten ist überraschend gut.
Der größte chinesische Hersteller von Extrusionsanlagen nach Umsatz. JWELL hat in den letzten zehn Jahren stark in die PVC-Extrusionstechnologie investiert, und ihre neuesten konischen Doppelschneckenanlagen sind mit europäischen Maschinen zu 40-50% des Preises wirklich konkurrenzfähig. Ich habe JWELL-PVC-Rohranlagen in Südostasien und Afrika mit solider Leistung laufen sehen. Ihre Schwäche liegt immer noch in den Feinheiten - die Abstimmung des Steuerungssystems, die Qualität der Werkzeuge und die langfristige Zuverlässigkeit der Getriebe reichen nicht ganz an die europäischen Marktführer heran. Aber die Lücke wird schnell geschlossen.
Marktführer auf dem indischen Subkontinent in der PVC-Rohrextrusion. Sie haben Tausende von Anlagen für Indiens boomenden Infrastrukturmarkt gebaut. Ihre Maschinen sind für die besonderen Herausforderungen des indischen Marktes ausgelegt - Spannungsschwankungen, staubige Umgebungen, Bediener mit unterschiedlichem Qualifikationsniveau. Sie sind nicht die technologisch fortschrittlichsten, aber bewährt und praktisch.
Ein paar weitere sind erwähnenswert: Leistritz (Deutschland) für spezielle parallele Doppelschneckenanwendungen, Coperion (Deutschland) für PVC-Aufbereitungsextruder, Genialer Maschinenpark (Taiwan) für PVC-Platten- und Folienanlagen des mittleren Segments und Xinrong (China) für preisgünstige PVC-Rohrleitungen, die über ihrem Preisniveau liegen.
Mein ehrlicher Rat? Wenn Ihr Budget es zulässt, bieten europäische Maschinen langfristig das beste Preis-Leistungs-Verhältnis für die qualitätskritische Produktion in hohen Stückzahlen. Wenn Sie am Anfang stehen oder in preissensiblen Märkten tätig sind, haben chinesische Hersteller wie JWELL und einige andere ein Qualitätsniveau erreicht, das sie rentabel macht - vor allem, wenn sie mit Getrieben und Steuerungskomponenten aus Europa kombiniert werden. Gehen Sie einfach Ihrer Sorgfaltspflicht nach. Besuchen Sie das Werk. Sehen Sie sich einen Testlauf an. Sprechen Sie mit bestehenden Kunden.
Die PVC-Extrusionsindustrie ist nicht gerade dafür bekannt, sich schnell zu entwickeln. Einige der grundlegenden Maschinenkonstruktionen haben sich seit 20 Jahren nicht grundlegend verändert. Aber das Jahr 2026 zeichnet sich als echter Wendepunkt ab, mit mehreren konvergierenden Trends, die tatsächlich die Art und Weise verändern, wie Maschinen gebaut und betrieben werden - und nicht nur Marketing-Schlagworte, die auf alte Technologien geklebt werden.
Dies ist kein Hype, sondern Realität. Die führenden Hersteller liefern jetzt Extruder mit integrierter OPC-UA-Konnektivität, Cloud-basierten Überwachungs-Dashboards und vorausschauenden Wartungsalgorithmen. Das smartAssist-System von KraussMaffei beispielsweise sammelt über 500 Datenpunkte pro Sekunde aus der Extrusionslinie und nutzt maschinelles Lernen, um Qualitätsabweichungen vorherzusagen, bevor sie zu Ausschuss führen.
In der Praxis bedeutet das für die Einkäufer: Sie können die Leistung ihrer Anlage von ihrem Telefon aus überwachen, erhalten Warnmeldungen, wenn die Temperatur eines Lagers ansteigt (Wochen bevor es ausfällt), und können die Rezepturen auf der Grundlage tatsächlicher Produktionsdaten optimieren, anstatt Vermutungen anzustellen. Ein Werksleiter in der Türkei erzählte mir, dass seine Ausschussrate innerhalb von sechs Monaten nach Einführung der intelligenten Überwachung seiner PVC-Rohrlinien von 3,2% auf 0,8% gesunken ist.
Einige Systeme gehen sogar noch einen Schritt weiter als die Überwachung und nutzen KI, um Prozessparameter automatisch und in Echtzeit anzupassen. Drift der Schmelzetemperatur? Das System passt die Schneckendrehzahl und die Zonentemperaturen an, bevor der Bediener es überhaupt bemerkt. Die eingehende Materialcharge hat eine leicht unterschiedliche Schüttdichte? Der gravimetrische Dosierer und die Schneckendrehzahl gleichen dies automatisch aus.
Ich bin in dieser Hinsicht vorsichtig optimistisch. Die Technologie funktioniert in kontrollierten Demonstrationen, aber ich habe gesehen, dass sie mit der chaotischen Realität in den Produktionshallen zu kämpfen hat - Stromschwankungen, Materialunregelmäßigkeiten, Schwankungen der Umgebungstemperatur. Geben Sie der Technologie noch 2-3 Jahre Zeit, um zu reifen, aber fangen Sie an, Maschinen zu kaufen, die “KI-fähig” sind und über eine entsprechende Sensorinfrastruktur verfügen.
Dies ist die größte praktische Verbesserung der PVC-Extrusion in den letzten fünf Jahren. Das Ersetzen herkömmlicher Wechselstrommotoren durch Permanentmagnet-Servomotoren senkt den Energieverbrauch um 15-25% und bietet eine viel präzisere Geschwindigkeitskontrolle. Nach den von der Kommission veröffentlichten Daten das U.S. Department of Energy, Auf motorgetriebene Systeme entfallen etwa 70% des industriellen Stromverbrauchs in der Kunststoffverarbeitung, was die Effizienz der Antriebe zur wichtigsten verfügbaren Verbesserung macht.
Die Amortisationszeit für die Aufrüstung eines Servoantriebs beträgt in der Regel 18-30 Monate, je nach den örtlichen Stromkosten. In Regionen mit hohen Energiepreisen (Europa, Teile Südostasiens) ist dies eine Selbstverständlichkeit.
Europäische Vorschriften - insbesondere das Ziel der Circular Plastics Alliance der EU, bis zum Jahr 2030 10 Millionen Tonnen recycelte Kunststoffe zu verarbeiten - drängen PVC-Verwerter und -Extruder zur Verarbeitung von post-consumer und post-industriellen PVC-Abfällen. Die Herausforderung besteht darin, dass recyceltes PVC häufig Verunreinigungen, gemischte Additive und abgebautes Polymer enthält, für deren Verarbeitung herkömmliche Extruder nicht ausgelegt sind.
Die Antwort der Maschinenbauer: Doppelschneckenextruder mit verbesserter Entgasung (Vakuumentlüftung zur Entfernung von Feuchtigkeit und flüchtigen Bestandteilen), Schmelzefiltrationssysteme mit automatischen Siebwechslern und modifizierte Schneckenkonstruktionen, die eine schonendere Verarbeitung von bereits abgebautem Polymer ermöglichen. Wenn die Verarbeitung von recyceltem PVC in Ihrer Zukunft liegt - und für viele Hersteller sollte dies der Fall sein -, stellen Sie sicher, dass Ihr neuer Extruder diese Funktionen unterstützen kann. Ein umfassenderer Überblick über Anlagen zur Verarbeitung von recyceltem Kunststoff, dieser Leitfaden für Extrusionsmaschinen für das Recycling behandelt die Einzelheiten.
Stellfläche ist teuer. Der Trend zu kompakteren Extrudergrundflächen - erreicht durch vertikale Antriebsanordnungen, integrierte Schaltschränke und kürzere Zylinderkonstruktionen mit optimierter Schneckengeometrie - ist für Betriebe mit Platzproblemen wirklich nützlich. Einige 2026-Modelle liefern denselben Ausstoß wie Maschinen, die vor fünf Jahren noch 30% größer waren.
Ich möchte Ihnen einige unangenehme Gespräche mit Vertriebsmitarbeitern ersparen. Hier ist, was PVC-Extruder-Maschinen im Jahr 2026 tatsächlich kosten, basierend auf aktuellen Angeboten und Transaktionen, an denen ich beteiligt war. Dies sind FOB-Preise für die Extrudereinheit - komplette Anlagen mit nachgeschalteter Ausrüstung kosten 2 bis 4 Mal so viel.
| Maschinentyp & Größe | Chinesischer Hersteller | Europäischer Hersteller | Typische Anwendung |
|---|---|---|---|
| Einschnecke, 45-65 mm | $8.000 - $25.000 | $30.000 - $80.000 | Flexible PVC-Schläuche, Kabelummantelung |
| Konische Doppelschnecke, 51/105mm | $18.000 - $35.000 | $70.000 - $140.000 | PVC-Rohre 16-110 mm |
| Konische Doppelschnecke, 65/132mm | $28.000 - $55.000 | $100.000 - $200.000 | PVC-Rohre 50-250 mm, Profile |
| Konische Doppelschnecke, 80/156mm | $45.000 - $85.000 | $150.000 - $300.000 | PVC-Rohre 110-400mm |
| Konische Doppelschnecke, 92/188 mm | $70.000 - $130.000 | $200.000 - $400.000 | PVC-Rohre großen Durchmessers 200-630 mm |
| Parallele Doppelschnecke, 65-95 mm | $35.000 - $90.000 | $120.000 - $350.000 | PVC-Compoundierung, WPC, Hochleistungsprofile |
| Planeten-Extruder | $80.000 - $200.000 | $250.000 - $600.000+ | PVC-Folie, Kalandervorschub |
Ein paar Dinge, die in der Tabelle nicht aufgeführt sind:
Kosten der kompletten Linie (Extruder + Düse + Kalibrierung + Kühlung + Abzug + Abschneider) betragen in der Regel das 2,5-4fache des reinen Extruderpreises. Eine komplette PVC-Rohrlinie aus chinesischer Produktion, die 16-110 mm Rohre herstellt, könnte insgesamt $60.000-120.000 kosten. Das europäische Äquivalent: $200.000-500.000.
Faktoren, die den Preis dramatisch beeinflussen:
Meine ehrliche Meinung zum Preisunterschied zwischen China und Europa: Er verringert sich, ist aber immer noch erheblich. Für ein Start-up oder einen Hersteller in einem sich entwickelnden Markt bietet eine gut spezifizierte chinesische Maschine von einem angesehenen Hersteller 80-90% der Leistung zu 40-50% der Kosten. Für einen Hersteller, der rund um die Uhr arbeitet und bei dem jede Stunde Ausfallzeit Tausende von Euro kostet, rechtfertigen europäische Maschinen ihren Aufpreis oft durch ihre überlegene Zuverlässigkeit und die niedrigeren Lebenszykluskosten pro Kilogramm.
Kaufen Sie nicht die billigste Maschine, die Sie finden können. Ich habe beobachtet, wie Unternehmen $20.000 für einen günstigen Extruder “gespart” haben und dann in den nächsten zwei Jahren $50.000 für Reparaturen, Ersatzteile und Produktionsausfälle ausgegeben haben. Die Mitte des Marktes - chinesische Qualitätshersteller oder europäische Einsteigermarken - ist in der Regel der beste Preisbereich.
Ein gut gewarteter PVC-Extruder kann 15-20 Jahre lang produktiv arbeiten. Ein vernachlässigter Extruder fängt innerhalb von 18 Monaten an, Probleme zu verursachen. Ich habe Anlagen betreten, in denen der Extruder technisch gesehen nur 3 Jahre alt war, aber so aussah - und funktionierte - als wäre er 15 Jahre alt. Wartung ist nicht glamourös, aber sie ist der Unterschied zwischen Geld verdienen und Ausreden erfinden.
Diese dauern 15-20 Minuten und verhindern 80% der häufigsten Probleme:
Das ist die große Frage. Schnecken- und Zylinderverschleiß ist die #1 Ursache für sinkende Ausstoßleistung und Qualität bei PVC-Extrudern. Die korrosive Natur von PVC (HCl-Freisetzung) und die üblicherweise verwendeten abrasiven Füllstoffe (Kalziumkarbonat, Titandioxid) beschleunigen den Verschleiß.
Ziehen Sie die Schnecke alle 3.000-5.000 Betriebsstunden zur Inspektion heraus (etwa alle 6-12 Monate bei einer Maschine im Zweischichtbetrieb). Messen Sie den Schneckendurchmesser und vergleichen Sie ihn mit den Originalspezifikationen. Wenn der Schneckendurchmesser um mehr als 0,1-0,15 mm (bei Doppelschnecken) abgenommen hat oder die Zylinderbohrung sich um einen ähnlichen Betrag vergrößert hat, ist es Zeit für einen Austausch oder eine Überholung.
Eine verschlissene Schnecken-Zylinder-Kombination verringert die Leistung, erhöht den Energieverbrauch und verursacht Qualitätsprobleme, lange bevor es zu einem katastrophalen Ausfall kommt. Warten Sie nicht auf einen katastrophalen Ausfall.
Ungleiche Wandstärken bei Rohren/Profilen: In der Regel ein Problem mit der Ausrichtung der Matrize oder ungleichmäßige Schmelztemperatur. Prüfen Sie die Zentrierbolzen der Matrize und stellen Sie sicher, dass die Temperaturen aller Zylinderzonen innerhalb der Spezifikationen liegen. Prüfen Sie auch auf verschlissene Kalibrierungswerkzeuge in der Folgezeit.
Oberflächenverfärbung (Vergilbung oder braune Streifen): PVC zersetzt sich aufgrund zu hoher Temperatur oder Verweilzeit. Prüfen Sie auf tote Stellen in der Düse, wo das Material stagnieren kann. Überprüfen Sie die tatsächliche Schmelzetemperatur (nicht nur die Sollwerte für den Zylinderbereich) mit einem tragbaren Pyrometer. Reduzieren Sie die Schneckendrehzahl, wenn die Schmelzetemperatur zu hoch ist.
Schwankende Leistung (pulsierender Durchfluss): Häufig durch uneinheitliche Zuführung verursacht - prüfen Sie auf Materialbrücken im Trichter oder verschlissene Einzugsschnecken. Kann auch auf einen verschlissenen Rückschlagring (bei Einschneckenmaschinen) oder unzureichenden Gegendruck hinweisen.
Matrizenaufbau (plate-out): Wachs- oder Kalkablagerungen an den Düsenlippen, die Schlieren auf der Produktoberfläche verursachen. Dies ist ein Problem der Rezeptur (überschüssiges Schmiermittel oder Stabilisator), kann aber durch regelmäßiges Reinigen der Düsenlippen und Sicherstellen der optimalen Schmelztemperatur behoben werden.
Übermäßiger Energieverbrauch: Prüfen Sie die Zylinderisolierung (fehlende oder beschädigte Ummantelungen vergeuden 10-15% an Heizenergie), überprüfen Sie die Funktion des Heizelements (ein durchgebranntes Heizelement zwingt die angrenzenden Zonen zu einer Überlastung) und kontrollieren Sie das Spiel zwischen Schnecke und Zylinder (verschlissene Komponenten benötigen mehr Energie, um die gleiche Leistung zu erzeugen).
Bei ordnungsgemäßer Wartung halten der Maschinenrahmen, das Getriebe und die elektrischen Systeme 15-25 Jahre. Die Schnecke und der Zylinder - die Hauptverschleißkomponenten - müssen in der Regel alle zwei Jahre ausgetauscht oder überholt werden. 3-7 Jahre je nach Betriebsstunden, Abrasivität des Materials und Metallurgie. Heizungen, Thermoelemente und Dichtungen sind Verschleißteile, die in kürzeren Zyklen ausgetauscht werden. Ich habe gut gewartete europäische Maschinen gesehen, die nach mehr als 20 Jahren mit regelmäßigem Austausch von Schnecken und Zylindern noch produktiv arbeiten.
Ja, aber mit Vorbehalten. Recyceltes PVC enthält oft Verunreinigungen, gemischte Stabilisatorsysteme und teilweise abgebautes Polymer, die zusätzliche Verarbeitungsschritte erfordern. Sie benötigen eine Maschine mit Vakuumentgasungsfähigkeit (zum Entfernen von Feuchtigkeit und flüchtigen Bestandteilen), ein Schmelzefiltrationssystem mit automatischem Siebwechsler und möglicherweise veränderter Schneckengeometrie für eine schonendere Verarbeitung. Nicht jeder PVC-Extruder ist von Haus aus dafür ausgerüstet - sprechen Sie vor dem Kauf mit dem Hersteller über die Verarbeitung von Rezyklaten. Die die richtige Ausrüstung für das Recycling macht einen erheblichen Unterschied in der Ausgabequalität.
Der spezifische Energieverbrauch für die PVC-Extrusion reicht von 0,18 bis 0,35 kWh pro Kilogramm der Leistung, je nach Maschinentyp, Effizienz und Produkt. Doppelschneckenextruder mit Servoantrieb liegen im unteren Bereich, ältere Einschneckenmaschinen mit Standard-Drehstrommotoren im oberen Bereich. Bei einer konischen Doppelschnecke mit 65/132 mm Durchmesser, die PVC-Rohre mit 300 kg/h herstellt, beträgt die angeschlossene Gesamtleistung typischerweise 55-90 kW, wobei der tatsächliche Verbrauch bei konstantem Betrieb bei 40-65 kW liegt.
Suchen Sie mindestens nach CE-Kennzeichnung (für die europäischen Märkte obligatorisch und weltweit ein guter Qualitätsindikator). Die ISO 9001-Zertifizierung des Herstellers ist Standard. Für Maschinen, die PVC für den Lebensmittelkontakt oder für medizinische Zwecke verarbeiten, benötigen Sie möglicherweise einen Nachweis über FDA-konforme Kontaktflächen. Elektrische Komponenten sollten eine UL-Zertifizierung oder eine gleichwertige Zertifizierung aufweisen. Wenn Sie in bestimmte Regionen importieren, sollten Sie die dortigen Anforderungen prüfen - einige Länder verlangen zusätzliche Sicherheitszertifizierungen über CE hinaus.
Für eine komplette PVC-Extrusionslinie (Extruder + nachgeschaltete Anlage) ist Folgendes zu planen 2-4 Wochen von der Lieferung bis zur ersten Produktion. Dies lässt sich grob wie folgt aufschlüsseln: 3-5 Tage für die mechanische Installation und Ausrichtung, 2-3 Tage für die elektrischen Anschlüsse und die Einrichtung des Steuersystems, 2-3 Tage für Probeläufe und die Prozessoptimierung und 3-5 Tage für die Schulung der Bediener. Größere oder komplexere Anlagen können 4-6 Wochen in Anspruch nehmen. Rechnen Sie weitere 1-2 Wochen für die Vorbereitung des Fundaments ein, bevor die Maschine eintrifft.
Hart-PVC (PVC) enthält keine Weichmacher und wird als Trockenmischung in der Regel auf Doppelschneckenextrudern verarbeitet. Es wird für Rohre, Profile und Hartfolien verwendet. Weich-PVC enthält 20-50% Weichmacher (in der Regel Phthalate oder phthalatfreie Alternativen) und wird als vorgemischtes Granulat verarbeitet, oft auf Einschneckenextrudern. Es wird für Kabelisolierungen, Schläuche und flexible Folien verwendet. Beide erfordern unterschiedliche Schneckenkonstruktionen, Temperaturprofile und oft auch völlig unterschiedliche Maschinentypen.
Nach allem, was wir besprochen haben, läuft es auf Folgendes hinaus.
Den “besten” PVC-Extruder gibt es nicht abstrakt. Er existiert nur in Bezug auf Ihr spezifisches Produkt, Volumen, Qualitätsanforderungen und Budget. Eine chinesische konische Doppelschnecke $25.000 ist die “beste” Maschine für ein Startup-Unternehmen, das PVC-Rohre in einem Entwicklungsmarkt herstellt. Eine $300.000 von KraussMaffei ist die “beste” Maschine für einen europäischen Hersteller von Fensterprofilen, der im Dreischichtbetrieb arbeitet und keine Toleranz für Maßabweichungen hat.
Die häufigsten Fehler, die ich beobachte, haben nichts mit dem Kauf der falschen Marke zu tun. Es geht darum:
Wenn Sie eine Sache aus diesem Leitfaden mitnehmen, dann diese: Definieren Sie Ihre Anforderungen genau, stimmen Sie den Maschinentyp auf Ihr Material und Ihr Produkt ab, und bewerten Sie die Gesamtbetriebskosten - nicht nur den Anschaffungspreis.
Sind Sie bereit, weiterzumachen? Holen Sie Angebote von mindestens drei Herstellern ein, fordern Sie Testläufe mit Ihrer spezifischen PVC-Rezeptur an, und besuchen Sie Referenzanlagen. Wenn Sie auch die Verarbeitung von recyceltem PVC als Teil Ihrer Produktionsstrategie in Betracht ziehen, dieser umfassende Leitfaden für Recyclingmaschinen kann Ihnen helfen, die zusätzlichen Anforderungen an die Ausrüstung zu verstehen.
Haben Sie spezielle Fragen zur Auswahl eines PVC-Extruders für Ihre Anwendung? Wenden Sie sich an einen Extrusionsspezialisten, der Ihre Produktionsanforderungen bewerten und eine passende Anlagenkonfiguration empfehlen kann - das ist der schnellste Weg, um teure Fehler zu vermeiden.
{“@type”: ”Artikel”, ”author”:{“url”: ”https://jiantaimachine.com”, ”name”: ”JianTai”,”@type”: ”Organisation”},”@context”: ”https://schema.org”, ”headline”: ”PVC Plastic Extruder Machine: Complete Guide to Types & Selection (2026)”, ”keywords”:[“PVC plastic extruder machine”, ”PVC extruder”, ”twin-screw extruder”, ”conical twin-screw”, ”PVC pipe extrusion”, ”PVC profile extrusion”, ”plastic extrusion machine”, ”PVC extrusion line”], ”publisher”:{“url”: ”https://jiantaimachine.com”, ”name”: ”JianTai”,”@type”: ”Organization”}, ”wordCount”:5200, ”description”: ”Erfahren Sie alles über PVC-Kunststoff-Extrudermaschinen im Jahr 2026. Entdecken Sie Typen, Funktionsprinzipien, wichtige Spezifikationen, Top-Hersteller und Expertentipps, um den richtigen Extruder für Ihre Produktionsanforderungen auszuwählen.”, ”dateModified”: ”2026-03-14″, ”datePublished”: ”2026-03-14″, ”articleSection”: ”Plastic Machinery”, ”mainEntityOfPage”:{“@id”: ”https://jiantaimachine.com/pvc-plastic-extruder-machine-complete-guide/”,”@type”: ”WebPage”}}


