Nehmen Sie einige Änderungen an der Weltumgebung vor
Die von Ihnen gekaufte Maschine bringt Ihnen nicht nur Gewinne, sondern verändert auch indirekt die Umwelt und gibt Kunststoffabfällen eine Chance, verwertet zu werden.

Nehmen Sie einige Änderungen an der Weltumgebung vor

A Kunststoffprofil-Extrusionsmaschine verarbeitet Polymer-Rohstoffe zu endlosen, individuell geformten Profilen, die in der Bau-, Automobil-, Medizin- und Konsumgüterindustrie verwendet werden. Der Weltmarkt für diese Maschinen wird voraussichtlich mehr als $8,2 Milliarden bis 2026. Ganz gleich, ob Sie eine bestehende Produktionsanlage erweitern oder eine neue Extrusionsanlage in Betrieb nehmen, die Auswahl der richtigen Maschine entscheidet über Produktqualität, Durchsatz und langfristige Rentabilität. Dieser umfassende Einkaufsführer deckt alle kritischen Faktoren ab - von Funktionsprinzipien und Maschinentypen bis hin zu Kostenanalyse, Fehlerbehebung und den neuesten Technologietrends für 2026 - damit Sie eine sichere, fundierte Kaufentscheidung treffen können.
Eine Kunststoffextrusionsmaschine ist ein spezielles Fertigungssystem, das geschmolzenes thermoplastisches Material kontinuierlich durch eine geformte Düse presst, um Profile mit einer einheitlichen Querschnittsgeometrie herzustellen. Im Gegensatz zum Spritzgießen, bei dem diskrete Teile in einer geschlossenen Form hergestellt werden, erzeugt die Profilextrusion durchgehende Längen von Materialien - z. B. Fensterrahmen, Kabelkanäle, Zierleisten und medizinische Schläuche -, die anschließend auf die gewünschte Größe zugeschnitten werden.
Im Kern beruht die Maschine auf einem grundlegenden Prinzip: Eine rotierende Schnecke in einem beheizten Zylinder schmilzt Kunststoffpellets oder -granulate, baut Druck auf und drückt die homogene Schmelze durch eine präzisionsgefertigte Düsenöffnung. Das Extrudat verlässt die Düse in halbgeschmolzenem Zustand, durchläuft eine Kalibrier- und Kühlstrecke, in der seine endgültigen Abmessungen festgelegt werden, und wird mit kontrollierter Geschwindigkeit von einer Abzugseinheit gezogen, bevor ein automatischer Abschneider die fertigen Teile herstellt.
Profilextrusionsanlagen unterscheiden sich von normalen Platten- oder Folienextrusionsanlagen vor allem durch ihre Konstruktion von Werkzeugen und nachgeschalteten Kalibriereinrichtungen. Da Profile komplexe Hohlprofile, Mehrkammergeometrien und enge Maßtoleranzen aufweisen können, ist die Kalibrierungsphase von weitaus größerer Bedeutung. Vakuumkalibrierbehälter, Sprühkühlbäder und Präzisionskalibrierhülsen arbeiten zusammen, um sicherzustellen, dass das Profil innerhalb von Bruchteilen eines Millimeters den Konstruktionsspezifikationen entspricht.
Das Wichtigste zum Mitnehmen: Eine Extrusionsmaschine für Kunststoffprofile ist speziell für die Herstellung von kontinuierlichen, individuell geformten Kunststoffprofilen konzipiert. Ihr Wert liegt darin, dass sie hohe Stückzahlen mit gleichbleibenden Abmessungen zu relativ niedrigen Stückkosten liefert, was sie für Branchen von der Bauindustrie bis zum Gesundheitswesen unverzichtbar macht.
Bei der Verarbeitung von Recyclingmaterial haben wir die Erfahrung gemacht, dass moderne Profilextrusionsanlagen auch die folgenden Materialien verarbeiten können recycelte Kunststoffmaterialien effektiv, wenn die Anlage mit geeigneten Filtrations- und Entgasungssystemen ausgestattet ist. Diese Fähigkeit wird immer wichtiger, da die Hersteller auf dem Weg ins Jahr 2026 mit strengeren Nachhaltigkeitsvorschriften konfrontiert werden.
Das Verständnis des schrittweisen Extrusionsprozesses hilft Einkäufern bei der Beurteilung, welche Maschinenkonfigurationen ihren Produktionsanforderungen entsprechen. Während das Grundprinzip einfach ist - Kunststoff schmelzen, durch eine Düse drücken, abkühlen und schneiden - wirken sich die Details in jeder Phase direkt auf die Produktqualität, den Durchsatz und die Abfallrate aus.
Der Prozess beginnt mit dem Einfüllen des Rohmaterials in Form von Pellets, Granulat oder Pulver in einen Trichter, der über dem Extruderzylinder angebracht ist. Bei vielen Profilanwendungen enthält das Rohmaterial auch Zusatzstoffe wie Stabilisatoren, Farbstoffe, Füllstoffe und Schlagzähigkeitsmodifikatoren, die vorgemischt oder über gravimetrische Dosierer zugegeben werden. Eine gleichmäßige Dosierung ist von entscheidender Bedeutung: Schon geringe Schwankungen in der Materialzufuhr führen zu Dichte- und Maßabweichungen im fertigen Profil.
Bei der Arbeit mit recycelten Kunststoffen ist häufig ein Vortrocknungsschritt erforderlich, um Restfeuchtigkeit zu entfernen, die sonst Blasen und Oberflächenfehler verursachen würde. Anlagen, die Kunststoffextrusionsmaschinen für das Recycling In der Regel werden Entfeuchtungstrockner direkt in das Fördersystem integriert.
Im Inneren des Zylinders befördert die rotierende Schnecke das Material durch drei Funktionszonen:
Die Fasstemperaturen werden in mehreren Zonen präzise gesteuert und reichen in der Regel von 160 bis 220 Grad Celsius für PVC-Profile und bis zu 260 Grad Celsius für technische Kunststoffe wie Polycarbonat. Die Schneckendrehzahl, die in der Regel in U/min gemessen wird, steuert direkt die Ausstoßleistung und muss mit der Schmelzequalität abgeglichen werden.
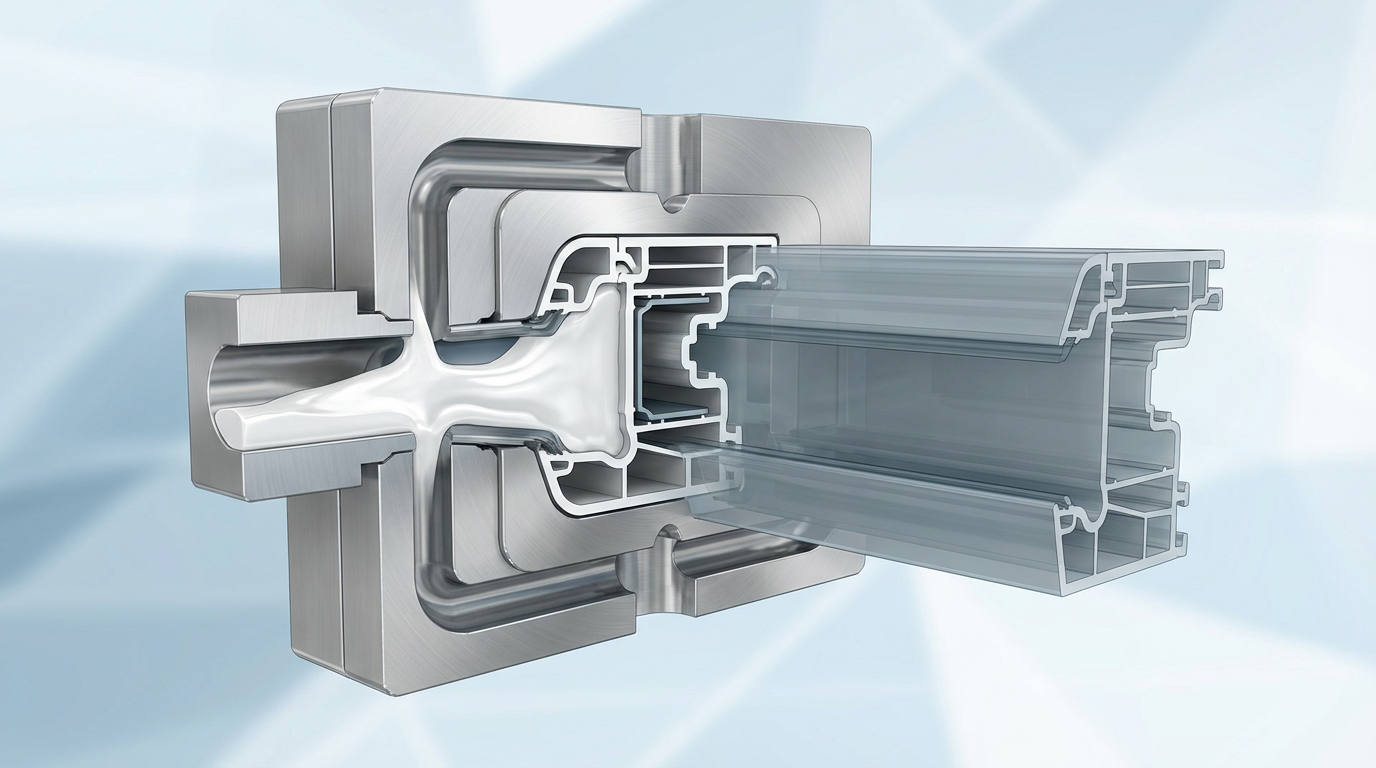
Die homogene Schmelze gelangt in die Extrusionsdüse - ein präzisionsbearbeitetes Stahlwerkzeug, das den Polymerstrom in das gewünschte Querschnittsprofil formt. Die Konstruktion der Düse ist wohl der speziellste Aspekt der Profilextrusion. Die Ingenieure müssen Folgendes berücksichtigen:
Unmittelbar nach dem Austritt aus der Düse gelangt das noch weiche Extrudat in einen Vakuumkalibrierbehälter. Der interne Vakuumdruck zieht das Profil gegen präzisionsgefertigte Kalibrierhülsen und fixiert so die exakten Abmessungen. Gleichzeitig verfestigt die Wasserkühlung die Außenhaut des Profils. Bei komplexen Hohlprofilen können mehrere Kalibrierstufen erforderlich sein.
Ein Raupen- oder Riemenabzug greift das abgekühlte Profil und zieht es mit einer konstanten, genau kontrollierten Geschwindigkeit ab. Diese Geschwindigkeit muss genau auf den Ausstoß des Extruders abgestimmt sein - zu schnelles Ziehen führt zu Dehnung und Ausdünnung, zu langsames Ziehen zu Verformung. Schließlich schneidet eine automatische Säge oder ein Planschneider das Profil auf die gewünschte Länge zu, und ein Stapel- oder Sammelsystem ordnet die fertigen Stücke.
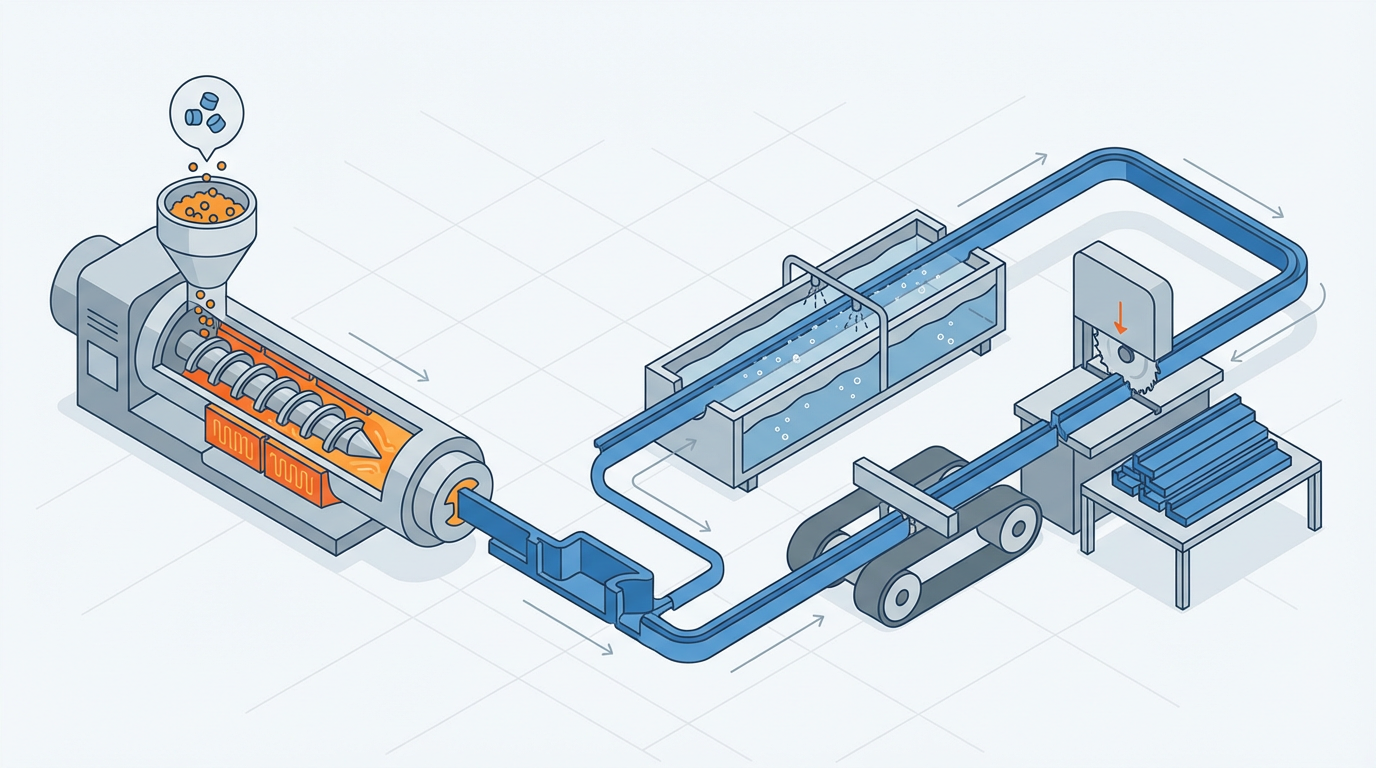
Vereinfachter Prozessablauf: Trichterbeschickung → Schneckenschmelzen & Homogenisierung → Formgebung → Vakuumkalibrierung & Kühlung → Abzug → Schneiden → Stapeln/Sammeln
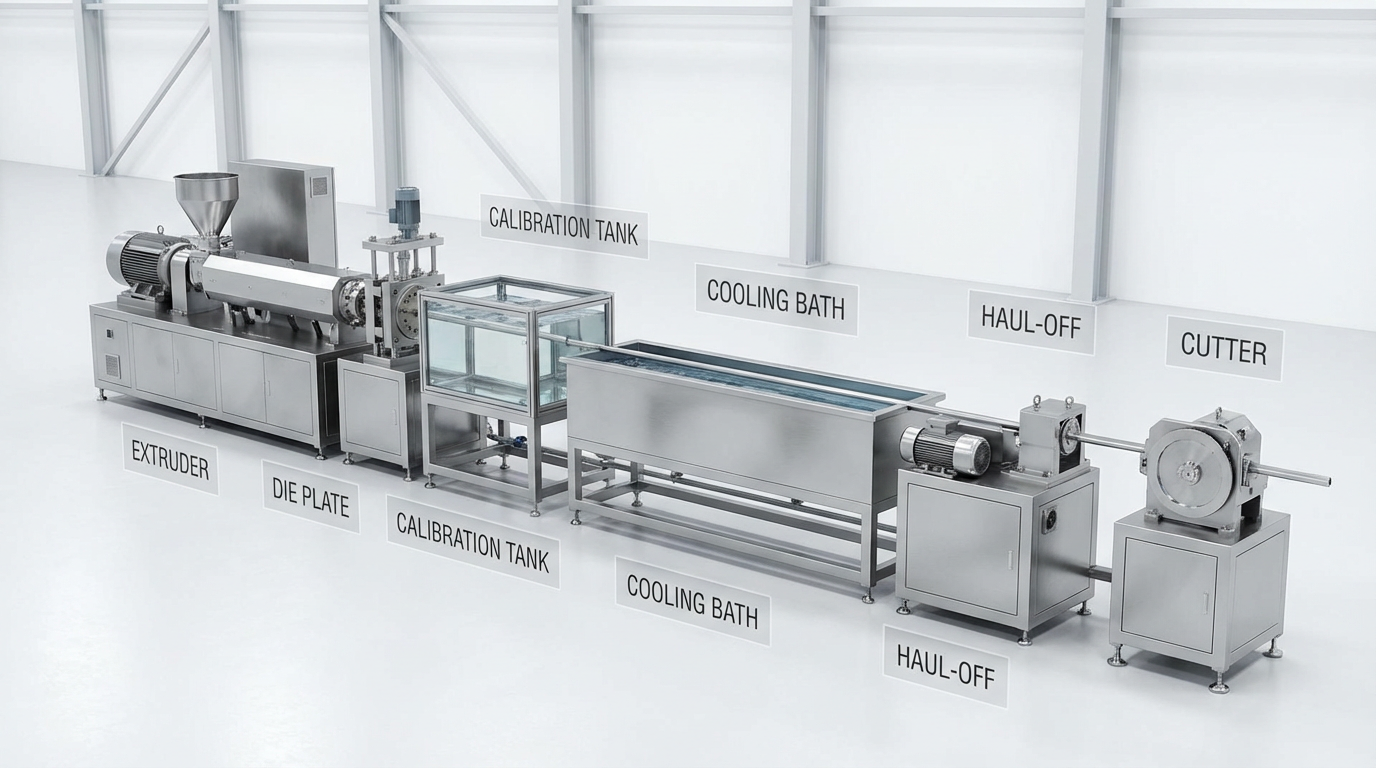
Eine komplette Profilextrusionsanlage ist keine einzelne Maschine - sie ist ein integriertes System aus spezialisierten Komponenten, die harmonisch zusammenarbeiten müssen. Das Verständnis der einzelnen Komponenten hilft den Käufern zu erkennen, wo sie in Qualität investieren müssen und wo Kosteneinsparungen möglich sind, ohne die Leistung zu beeinträchtigen.
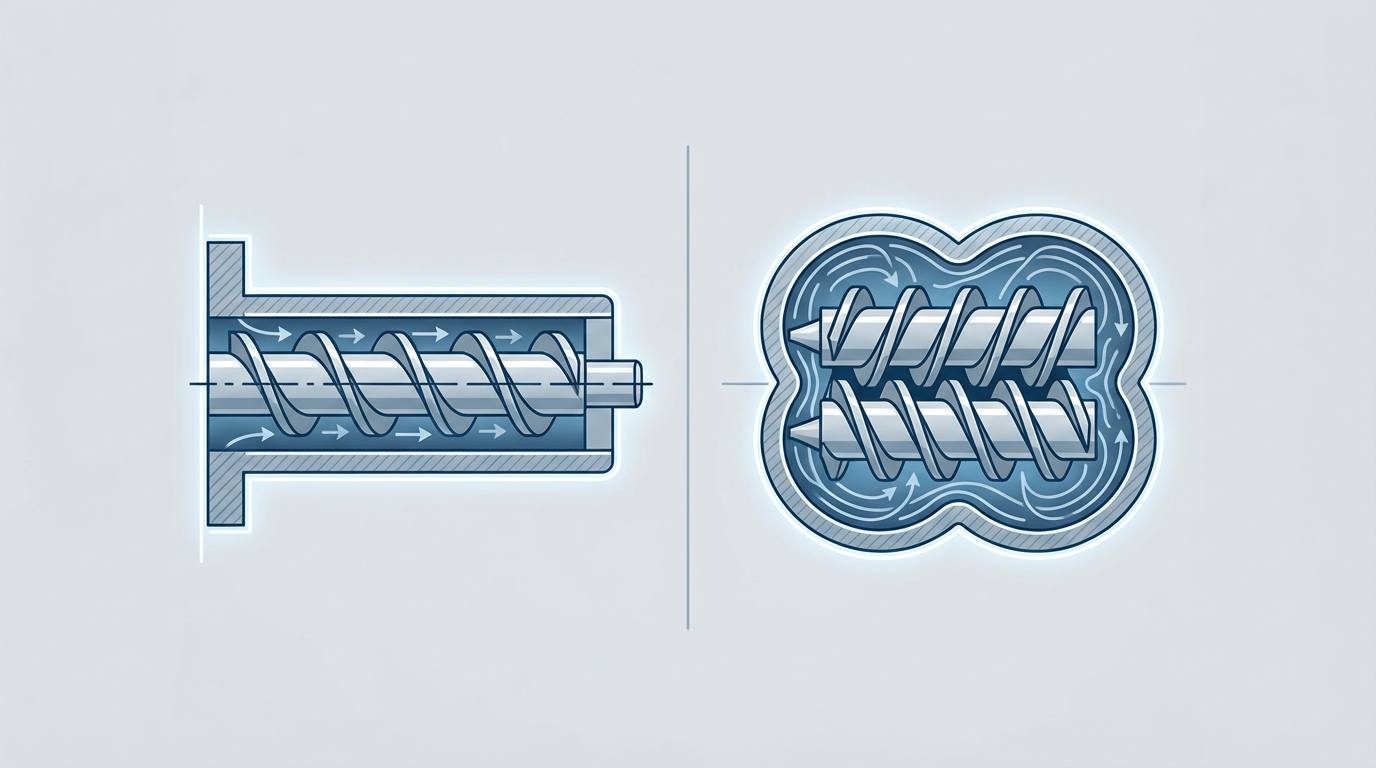
Der Extruder ist das Herzstück der Anlage. Einschneckenextruder sind einfacher, preiswerter und eignen sich gut für die Verarbeitung von vorcompoundierten Materialien wie PE-, PP- und ABS-Granulat. Doppelschneckenextruder - insbesondere gegenläufige konische Doppelschneckenkonstruktionen - eignen sich hervorragend für die direkte Verarbeitung von PVC-Pulvermischungen und bieten eine hervorragende Mischung, Entgasung und Temperaturkontrolle. Im Jahr 2026 werden etwa 65% der PVC-Profilextrusionsanlagen weltweit arbeiten mit Doppelschneckenextrudern, nach Branchendaten von Kunststoffe heute.
Die Matrize bestimmt die Profilform und wird für jedes Produkt individuell angefertigt. Hochwertige Matrizen werden aus gehärtetem Werkzeugstahl (häufig H13 oder gleichwertig) mit polierten Fließkanälen hergestellt. Eine gut konstruierte Matrize kann dauern 5 bis 10 Jahre bei ordnungsgemäßer Wartung, obwohl komplexe Profile mit dünnen Wänden oder mehreren Kammern eine häufigere Inspektion erfordern.
Diese Komponente wendet externes Vakuum und Wasserkühlung an, um das Profil zu kalibrieren und zu verfestigen. Die Tanks sind in der Regel aus rostfreiem Stahl gefertigt und verfügen über einstellbare Vakuumzonen. Für längere Profile oder dickere Wände können mehrere Kalibrierbehälter in Reihe geschaltet werden.
Nach der ersten Kalibrierung ist häufig eine zusätzliche Kühlung erforderlich, um den Profilkern vollständig zu verfestigen. Sprühkühltanks oder Tauchbäder bringen die Temperatur des Profils auf nahezu Umgebungsbedingungen, bevor es den Abzug erreicht.
Der Abzug sorgt für die Zugkraft und die Steuerung der Geschwindigkeit, die die Profilabmessungen und die Oberflächenqualität bestimmen. Moderne servoangetriebene Abzüge bieten eine Geschwindigkeitsgenauigkeit innerhalb plus oder minus 0,1%, was für die Einhaltung enger Toleranzen bei hochpräzisen Profilen unerlässlich ist.
Je nach Profilmaterial und -geometrie kommen Planetensägen (für PVC), fliegende Sägen (zum kontinuierlichen Schneiden ohne Anhalten der Anlage) und Guillotine-Schneider (für weichere Materialien) zum Einsatz. Staubabsaugung und Späneerfassung sind für einen sauberen Betrieb integriert.
Ein zentrales SPS- oder HMI-basiertes Steuerungssystem koordiniert alle Anlagenkomponenten. Im Jahr 2026 verfügen fortschrittliche Anlagen über Touchscreen-Schnittstellen mit Rezeptspeicherung, Echtzeit-Prozessüberwachung und Ferndiagnosefunktionen.
| Komponente | Primäre Funktion | Wichtigste zu beachtende Spezifikation |
|---|---|---|
| Extruder | Schmelzen und Fördern von Kunststoff | Schneckendurchmesser, L/D-Verhältnis, Motorleistung |
| Die | Formgebung des Profilquerschnitts | Materialqualität, Fließkanalgestaltung |
| Vakuum-Kalibrierungsbehälter | Dimensionierung und erste Kühlung | Vakuumkapazität, Tanklänge |
| Kühlendes Bad | Vollständige Verfestigung | Kühlwassertemperatur, Durchflussmenge |
| Abziehen | Ziehprofil bei konstanter Geschwindigkeit | Drehzahlgenauigkeit, Spannkraft |
| Kutter | Profil auf Länge schneiden | Schnittgenauigkeit, Zykluszeit |
| Kontrollsystem | Koordinierung und Überwachung der Linien | PLC-Marke, HMI-Funktionen, IoT-Konnektivität |
Nicht alle Profilextrusionsmaschinen sind gleich. Welcher Typ der richtige ist, hängt von Ihrem Zielmaterial, der Komplexität des Profils, dem Produktionsvolumen und dem Budget ab. Im Folgenden finden Sie eine Aufschlüsselung der vier Hauptkategorien, die den Markt im Jahr 2026 dominieren werden.
Einschneckenmaschinen sind nach wie vor das Arbeitspferd für die Verarbeitung von vorcompoundierten Thermoplasten wie PE, PP, ABS und PMMA. Sie bieten einen niedrigeren Anschaffungspreis, einfachere Wartung und zuverlässige Leistung für einfache Profilgeometrien. Typische Schneckendurchmesser reichen von 30 mm bis 150 mm, mit einem L/D-Verhältnis zwischen 25:1 und 36:1.
Am besten geeignet für: Einfache Vollprofile, Kantenumleimer, Kabelkanäle und Zierleisten aus vorcompoundierten Granulaten.
Gegenläufige konische Doppelschneckenextruder dominieren die PVC-Profilextrusion - das größte Segment des Profilmarktes. Ihre hervorragende Mischfähigkeit ermöglicht die direkte Verarbeitung von PVC-Trockenmischungspulver, wodurch ein separater Aufbereitungsschritt überflüssig wird. Parallele gleichlaufende Doppelschneckenextruder werden für Spezialcompounds und gefüllte Materialien eingesetzt.
Am besten geeignet für: PVC-Fensterprofile, Türrahmen, Kabelkanäle, WPC (Holz-Kunststoff-Verbundwerkstoff)-Terrassenprofile und alle Anwendungen, die eine Inline-Compoundierung erfordern.
Bei Co-Extrusionsanlagen werden zwei oder mehr Extruder in eine einzige Düse eingesetzt, um Profile mit mehreren Materialschichten herzustellen. Ein gängiges Beispiel ist ein PVC-Fensterprofil mit einer witterungsbeständigen ASA- oder PMMA-Deckschicht für den UV-Schutz. Die Co-Extrusion erhöht die Komplexität und die Kosten, bietet aber erhebliche Leistungsvorteile.
Am besten geeignet für: Mehrschichtige Profile, die unterschiedliche Materialeigenschaften auf der Oberfläche und im Kern erfordern, wie z. B. farbige Deckschichten, Profile mit recyceltem Kern und Soft-Touch-Dichtungsstreifen.
Diese Spezialmaschinen produzieren sehr kleine Querschnittsprofile - oft mit Abmessungen unter 5 mm - für medizinische Schläuche, Glasfaserkabel und industrielle Präzisionsanwendungen. Sie verfügen über miniaturisierte Schrauben, ultrapräzise Temperaturregelung und hochauflösende Abzugssysteme.
Am besten geeignet für: Medizinische Katheter, Mikrorohre, Pufferrohre für optische Fasern und Präzisionsdichtungen.
Tipp für Käufer: Wenn Sie vorhaben, neben Neuware auch recycelten Kunststoff zu verarbeiten, sollten Sie nach Doppelschneckenextrudern mit erweiterten Entgasungsöffnungen und Schmelzefiltration Ausschau halten. Diese Konfiguration kann mit den Unregelmäßigkeiten von recyceltem Material viel besser umgehen als eine einfache Einschneckenkonfiguration. Weitere Informationen zur Recyclingextrusion finden Sie in unserem Leitfaden über Kunststoff-Extrusionsanlagen Picks.
Die Materialauswahl ist eine der ersten Entscheidungen bei jedem Profilextrusionsprojekt und hat direkten Einfluss auf die Maschinenkonfiguration, die Verarbeitungsparameter und die Leistung des Endprodukts. Hier sind die Materialien, die die Profilextrusion im Jahr 2026 dominieren werden.
PVC macht den größten Teil der weltweit größter Anteil an stranggepressten Profilen - schätzungsweise über 50% der gesamten Profilextrusionsleistung. Seine Beliebtheit beruht auf der ausgezeichneten Steifigkeit, Feuerbeständigkeit, Witterungsbeständigkeit und den niedrigen Kosten. Sowohl Hart-PVC (PVC) für Fensterrahmen als auch Weich-PVC für Dichtungsstreifen werden in großem Umfang extrudiert. PVC wird in der Regel auf konischen Doppelschneckenextrudern bei Temperaturen zwischen 160 und 200 Grad Celsius.
ABS bietet ein ausgewogenes Verhältnis von Schlagzähigkeit, Oberflächengüte und Dimensionsstabilität. Es wird häufig für Automobilverkleidungen, Geräteprofile und Möbelkanten verwendet. ABS lässt sich gut auf Einschneckenextrudern verarbeiten und erfordert eine Vortrocknung auf einen Feuchtigkeitsgehalt von unter 0,05%.
Beide Polyolefine sind leicht, chemisch beständig und kostengünstig. PE-Profile werden für Kabelschutz, landwirtschaftliche Anwendungen und Verpackungen verwendet. PP wird bevorzugt für Profile verwendet, die eine höhere Temperaturbeständigkeit erfordern. Diese Materialien lassen sich problemlos auf Einschneckenmaschinen extrudieren, und recycelte PE- und PP-Qualitäten sind zunehmend bei Kunststoff-Granulierverfahren.
Polycarbonatprofile bieten außergewöhnliche Transparenz, Schlagfestigkeit und Hitzebeständigkeit. Zu den Anwendungen gehören Abdeckungen für LED-Lichtdiffusoren, Kanäle für Sicherheitsverglasungen und Elektronikgehäuse. PC erfordert höhere Verarbeitungstemperaturen (etwa 260 bis 300 Grad Celsius) und gründliche Vortrocknung.
Bei WPC werden Holzfasern oder -mehl mit thermoplastischen Kunststoffen (in der Regel PE oder PVC) kombiniert, um Profile herzustellen, die das Aussehen von natürlichem Holz imitieren und gleichzeitig eine hohe Feuchtigkeitsbeständigkeit und Haltbarkeit aufweisen. Die Extrusion von WPC-Profilen hat sich zweistelliges Wachstum in den Märkten für Terrassendielen und Verkleidungen, angetrieben durch Nachhaltigkeitstrends. Die Verarbeitung von WPC erfordert robuste Doppelschneckenextruder mit hoher Drehmomentkapazität.
| Material | Typische Verarbeitungstemperatur | Empfohlener Extrudertyp | Gemeinsame Anwendungen |
|---|---|---|---|
| PVC (hart) | 160-200 C | Konische Doppelschnecke | Fensterrahmen, Kabelkanäle |
| ABS | 200-240 C | Ein-Schraube | Automobilverkleidungen, Möbelkanten |
| PE | 160-230 C | Ein-Schraube | Kabelkanäle, landwirtschaftliche Profile |
| PP | 200-250 C | Ein-Schraube | Verpackungsprofile, Laborgeräte |
| PC | 260-300 C | Ein-Schraube (entlüftet) | LED-Diffusoren, Sicherheitsverglasung |
| WPC | 160-190 C | Parallele Doppelschnecke | Terrassendielen, Verkleidungen, Zäune |
Extrudierte Kunststoffprofile sind allgegenwärtig - oft an Stellen, die man nicht sofort bemerkt. Die Vielseitigkeit des Extrusionsverfahrens in Verbindung mit der breiten Palette verfügbarer Polymere macht die Profilextrusion für praktisch jeden Fertigungssektor relevant. Hier sind die wichtigsten Anwendungsbereiche, die die Nachfrage im Jahr 2026 antreiben werden.
Dies ist der größte Einzelmarkt für extrudierte Profile. PVC-Fenster- und Türsysteme, Kabelkanäle, Sockelleisten, Regenrinnen, Eckschutzprofile und Zierleisten werden alle durch Profilextrusion hergestellt. Der weltweite Vorstoß in Richtung energieeffizienter Gebäude hat die Nachfrage nach isolierten Mehrkammer-Fensterprofilen erhöht, die eine ausgefeilte Co-Extrusionstechnologie erfordern.
Automobilhersteller verwenden stranggepresste Profile für Dichtungen, Türkantenschutz, Armaturenbrettverkleidungen, Kabelführungskanäle und Stoßfängereinsätze. Der Übergang zu Elektrofahrzeugen schafft eine neue Nachfrage nach leichten Strangpressprofilen, die schwerere Metallkomponenten ersetzen.
Kabelkanäle, Kabelkanäle, LED-Beleuchtungskanäle und Steckergehäuse werden üblicherweise extrudiert. Der anhaltende Ausbau der Infrastruktur von Rechenzentren und die Installation von Anlagen für erneuerbare Energien treiben die Nachfrage nach flammhemmenden Kabelführungsprofilen weiter an.
Bei der Profilextrusion für die Medizintechnik werden Schläuche, Katheterkomponenten, Drainagekanäle und Gerätegehäuse aus Materialien wie medizinischem PVC, TPU und Silikon hergestellt. Dieser Sektor erfordert ein Höchstmaß an Präzision, Sauberkeit und Rückverfolgbarkeit der Materialien.
Kantenumleimer, Regalverkleidungen, Griffprofile, Schubladenführungen und Zierleisten werden durch Profilextrusion in Massenproduktion hergestellt. Individuelle Anpassungsmöglichkeiten wie Oberflächenstrukturen, co-extrudierte Farben und Holzmaserungen werden 2026 immer beliebter.
Gewächshausprofile, Abdeckungen für Bewässerungsrinnen, Zaunelemente und Tiergehegeverkleidungen werden kostengünstig im Extrusionsverfahren hergestellt. UV-stabilisierte PE- und PP-Rezepturen gewährleisten eine lange Lebensdauer im Freien.
2026 Branchentrend: Nach Angaben von Grand View Forschung, Es wird erwartet, dass der weltweite Markt für Kunststoffextrusion bis 2030 mit einer CAGR von 4,7% wachsen wird, wobei die Segmente Bau und Automobil die Nachfrage anführen werden. Nachhaltigkeitsvorschriften drängen die Hersteller außerdem dazu, Profile mit recyceltem Inhalt zu verwenden - ein Trend, der sich direkt auf die Maschinenspezifikationen und die Anforderungen an die Materialhandhabung auswirkt.
Die Wahl der falschen Extrusionsmaschine ist ein teurer Fehler, der Jahre dauern kann, bis man sich davon erholt. Wir haben gesehen, wie Betriebe viel Geld in überdimensionierte Anlagen investiert haben, die bei einer Kapazität von 40% ungenutzt bleiben, und andere haben preiswerte Maschinen gekauft, die die von ihren Kunden geforderten Toleranzen nicht einhalten können. Hier finden Sie eine praktische, erfahrungsbasierte Checkliste für die richtige Wahl.
Bevor Sie sich an einen Hersteller wenden, sollten Sie diese Spezifikationen dokumentieren:
Wie bereits erwähnt, sind für PVC-Pulvermischungen Doppelschneckenextruder erforderlich, während vorgemischte PE-, PP- und ABS-Materialien gut auf Einschneckenextrudern funktionieren. Die Wahl des falschen Extrudertyps für Ihr Material führt zu schlechter Schmelzequalität, übermäßigem Ausschuss und verkürzter Lebensdauer der Anlage.
Die Extruderleistung wird in erster Linie durch den Schneckendurchmesser und die Motorleistung bestimmt. Eine konische Doppelschnecke mit 65 mm Durchmesser kann folgende Leistungen erbringen 150 bis 250 kg/Std. PVC, während eine 92-mm-Maschine folgende Werte erreichen kann 400+ kg/Std.. Dimensionieren Sie Ihre Maschine für den voraussichtlichen Bedarf der nächsten 3 bis 5 Jahre, nicht nur für die heutigen Aufträge. Eine Überdimensionierung um 20-30% bietet Wachstumsspielraum ohne übermäßigen Kapitalaufwand.
Moderne Extrusionsanlagen bieten unterschiedliche Automatisierungsgrade:
Eine höhere Automatisierung senkt die Arbeitskosten und verbessert die Konsistenz, erhöht aber die Anfangsinvestitionen. Bei hochvolumigen Anwendungen mit engen Toleranzen beträgt die Amortisation der Automatisierung in der Regel unter 2 Jahren.
Energie ist eine der größten laufenden Kosten bei der Extrusion. Achten Sie auf Maschinen mit hocheffizienten Servomotoren, Infrarot- oder Induktionsheizungen und isolierten Zylindern. Eine moderne energieeffiziente Anlage kann verbrauchen 15-25% weniger Strom als bei einer herkömmlichen Konstruktion - Einsparungen, die sich über die Lebensdauer der Maschine von 15 bis 20 Jahren erheblich summieren.
Eine Maschine ist nur so gut wie die Unterstützung, die hinter ihr steht. Auswerten:
Profi-Tipp: Fordern Sie Referenzen von bestehenden Kunden an, die ähnliche Profile auf der von Ihnen in Betracht gezogenen Maschine einsetzen. Ein 30-minütiges Gespräch mit einem tatsächlichen Benutzer verrät mehr über die Leistung in der Praxis als jede Verkaufsbroschüre.
Die Profilextrusionsbranche entwickelt sich rasant weiter, angetrieben durch die Digitalisierung, Nachhaltigkeitsanforderungen und die Nachfrage nach höherer Präzision bei niedrigeren Betriebskosten. Hier sind die Technologietrends, die den Sektor im Jahr 2026 umgestalten werden.
Künstliche Intelligenz entwickelt sich vom Schlagwort zum praktischen Werkzeug in der Extrusion. KI-Algorithmen analysieren Sensordaten in Echtzeit - Schmelzdruck, Temperatur, Abzugsgeschwindigkeit, Profilabmessungen - und passen die Prozessparameter automatisch an, um eine optimale Qualität zu gewährleisten. Frühe Anwender berichten Reduzierung der Ausschussrate von 30-50% und schnellere Startzeiten beim Wechsel zwischen Profilrezepten.
Die Konnektivität des Internets der Dinge ermöglicht es Werksleitern und Maschinenherstellern, die Anlagenleistung von jedem Ort der Welt aus zu überwachen. Dashboards zeigen die Gesamtanlageneffektivität (OEE), den Energieverbrauch pro Kilogramm und Warnungen zur vorausschauenden Wartung an. Dies ist besonders wertvoll für Hersteller, die mehrere Extrusionslinien in verschiedenen Werken betreiben.
Servomotoren haben in modernen Abzugs- und Schneidwerken hydraulische und pneumatische Antriebe weitgehend ersetzt. Die Vorteile sind höhere Drehzahlgenauigkeit, geringerer Energieverbrauch, weniger Wartungsaufwand und leiserer Betrieb. Fliegende Sägen mit Servoantrieb ermöglichen das Schneiden ohne Anhalten der Linie und maximieren so den Durchsatz.
Infrarot-Fassheizungen und Induktionsheizsysteme ersetzen die traditionellen Widerstandsbänder. Diese Technologien liefern Wärme effizienter, verkürzen die Aufwärmzeiten und bieten eine präzisere Temperaturregelung. In Kombination mit isolierenden Heizmänteln kann der Gesamtenergieverbrauch für die Heizung um 20-40%.
Angetrieben durch die Gesetzgebung zur erweiterten Herstellerverantwortung (Extended Producer Responsibility, EPR) und die Ziele der Kreislaufwirtschaft verwenden immer mehr Profilhersteller recyceltes Post-Consumer- und Post-Industrial-Material. Moderne Extrusionsanlagen tragen diesem Umstand durch verbesserte Schmelzefiltration, mehrstufige Entgasung und Coextrusionssysteme Rechnung, die recyceltes Material in den Kern einbringen und gleichzeitig eine Oberflächenschicht in Neuwarequalität beibehalten. Verstehen der Komplettes Verfahren der Kunststoffextrusion ist für die Optimierung der Integration recycelter Inhalte unerlässlich.
Digitale Zwillingssimulationen ermöglichen es Ingenieuren, den gesamten Extrusionsprozess virtuell zu modellieren, bevor sie Stahl für eine neue Düse schneiden oder eine neue Anlage in Betrieb nehmen. Dies reduziert die Zeit und die Kosten für die Entwicklung von Werkzeugen, minimiert Versuch und Irrtum in der Fabrik und beschleunigt die Markteinführung neuer Profildesigns.
Die Qualität Ihrer Extrusionsmaschine hängt stark von dem Hersteller ab, der dahinter steht. Im Jahr 2026 umfasst der Markt etablierte europäische Marken, wettbewerbsfähige chinesische Hersteller und spezialisierte Nischenanbieter. Hier erfahren Sie, wie Sie sie bewerten können.
Mehrere Hersteller haben sich einen guten Ruf in der Profilextrusionstechnologie erworben:
Abgesehen von der Markenbekanntheit sollten Sie diese Kriterien nutzen, um eine Auswahlliste zu erstellen:
Einen umfassenderen Überblick über die führenden Maschinenlieferanten auf dem chinesischen Markt bietet unsere Zusammenstellung von Top-Kunststoffrecyclingmaschinenhersteller in China bietet zusätzliche Informationen über Unternehmen, die ebenfalls Profilextrusionslösungen anbieten.
Einblicke für Käufer: Nach unserer Erfahrung ist der “beste” Hersteller nicht immer der teuerste. Wir haben erlebt, dass chinesische Hersteller der mittleren Preisklasse hervorragende Maschinen liefern, wenn der Käufer seine Anforderungen klar spezifiziert und gründliche Werksprüfungen durchführt. Der Schlüssel liegt darin, die Stärken des Herstellers auf Ihre spezifischen Produktionsbedürfnisse abzustimmen, anstatt einfach nur dem Markenprestige nachzujagen.
Die Preise für Kunststoffprofilextrusionsmaschinen variieren je nach Konfiguration, Kapazität, Automatisierungsgrad und Herkunft des Herstellers enorm. Das Verständnis der Kostenlandschaft hilft Ihnen, Ihr Budget genau zu planen und Überzahlungen - oder Unterinvestitionen - zu vermeiden.
| Kategorie Maschine | Typische Preisspanne (USD) | Leistung Kapazität |
|---|---|---|
| Kleine Einschneckenlinie (30-45 mm) | $25.000 - $60.000 | 20-80 kg/Stunde |
| Mittelklasse-Einschneckenlinie (50-75 mm) | $60.000 - $150.000 | 80-200 kg/Stunde |
| Konische Doppelschnecken-PVC-Linie (55-65 mm) | $80.000 - $200.000 | 150-300 kg/Stunde |
| Große Doppelschnecken-PVC-Linie (80-92 mm) | $180.000 - $400.000 | 300-600 kg/Stunde |
| Co-Extrusionssystem (2-3 Extruder) | $200.000 - $600.000+ | Variiert je nach Konfiguration |
| Mikro-Profil-Extrusionsanlage | $50.000 - $180.000 | 5-50 kg/Stunde |
Anmerkung: Diese Preise beziehen sich auf die gesamte nachgeschaltete Anlage (Extruder, Düse, Kalibrierung, Kühlung, Abzug, Abschneider und Steuerung). Die Werkzeugausstattung wird oft separat angeboten und kann von $3.000 bis $30.000+ je nach Komplexität des Profils.
Der Kaufpreis ist nur ein Teil der Gleichung. Kluge Käufer bewerten Gesamtbetriebskosten (TCO) über die erwartete Lebensdauer der Maschine:
Tipp zum Kostensparen: Ziehen Sie Maschinen in Betracht, die neben Neuware auch recyceltes Kunststoffmaterial verarbeiten können. Der Preisunterschied zwischen Neuware und hochwertigem Recyclinggranulat kann betragen 30-50%, und bietet erhebliche Rohstoffeinsparungen. Prüfen Sie die Wirtschaftlichkeit von recyceltem Kunststoff um die finanziellen Möglichkeiten zu verstehen.
Selbst bei gut konfigurierten Extrusionsanlagen treten Probleme auf. Wenn Sie wissen, wie Sie häufige Probleme schnell diagnostizieren und beheben können, minimieren Sie Ausfallzeiten, Ausschuss und Kundenbeschwerden. Hier sind die häufigsten Fehler bei der Profilextrusion und ihre praktischen Lösungen.
Mögliche Ursachen:
Lösungen: Erhöhen Sie die Trommeltemperatur in der Dosierzone in Schritten von 5-10 Grad Celsius. Überprüfen Sie den Feuchtigkeitsgehalt des Rohmaterials und fügen Sie bei Bedarf eine Vortrocknung hinzu. Prüfen und polieren Sie die Fließflächen der Düse. Installieren oder aktualisieren Sie das Schmelzesiebpaket.
Mögliche Ursachen:
Lösungen: Durchflussbegrenzer oder Drosselstangen einstellen, um den Materialfluss auszugleichen. Prüfen und kalibrieren Sie die Zylinder- und Formzonenheizungen neu. Kalibrierhülsen und Vakuumtank neu ausrichten. Überprüfen Sie die Leistung des Abzugsservoantriebs und den Zustand des Riemens/Pads.
Mögliche Ursachen:
Lösungen: Erhöhen Sie die Schmelzetemperatur, um die Elastizität zu verringern. Reduzieren Sie die Schneckendrehzahl, um die Scherrate zu verringern. Verwenden Sie eine Düse mit größerer Steglänge. Anpassen der Vakuumkalibrierung, um die Quellung zu kompensieren.
Mögliche Ursachen:
Lösungen: Optimieren Sie die Kühlwasserverteilung im Kalibrierbecken. Kalibrierlänge verlängern, um eine vollständige Verfestigung zu gewährleisten. Abzugsbandausrichtung und Druck überprüfen. Bei asymmetrischen Profilen ist ein Glühen nach der Extrusion zu erwägen.
Mögliche Ursachen:
Lösungen: Kalibrieren Sie das gravimetrische Dosiersystem. Erhöhen Sie die Schneckendrehzahl leicht, um die Durchmischung zu verbessern (und überwachen Sie dabei die Schmelzetemperatur). Überprüfen Sie die Temperaturstabilität in allen Zylinderzonen. Führen Sie zwischen den Farbwechseln eine gründliche Spülung durch.
Bewährte Verfahren zur Fehlerbehebung: Ändern Sie bei der Diagnose von Extrusionsproblemen immer nur eine Variable auf einmal. Die gleichzeitige Anpassung mehrerer Parameter macht es unmöglich, die Grundursache zu ermitteln und führt häufig zu neuen Problemen.
Eine gut gewartete Profilextrusionsanlage kann produktiv arbeiten für 15 bis 25 Jahre. Vernachlässigte Maschinen hingegen leiden unter abnehmender Produktionsqualität, steigendem Energieverbrauch und schließlich unter katastrophalen Ausfällen, die Zehntausende von Dollar für Notreparaturen und Produktionsausfälle kosten können.
| Komponente | Typische Lebenserwartung | Ersatz-Indikator |
|---|---|---|
| Schraube und Zylinder | 3-7 Jahre (materialabhängig) | Leistungsabfall, erhöhter Energieverbrauch |
| Heizbänder | 2-4 Jahre | Widerstandsabweichung, Hot Spots |
| Thermoelemente | 1-2 Jahre | Langsame Reaktion, Leseabweichung |
| Abzugsbänder/-pads | 6-12 Monate | Sichtbare Abnutzung, Abrutschen, Markierungen am Profil |
| Schaufeln für Vakuumpumpen | 1-2 Jahre | Reduziertes Vakuumniveau |
| Getriebeöl | Jährliche Veränderung | Ergebnisse der Ölanalyse |
Einblick in die Wartung: Wir haben festgestellt, dass Einrichtungen mit dokumentierten Wartungsplänen und geschultem Personal durchweg folgende Ergebnisse erzielen 20-30% längere Lebensdauer der Geräte und 40-60% weniger ungeplante Abschaltungen im Vergleich zu denjenigen, die nach der Philosophie “Reparieren, wenn es kaputt ist” arbeiten. Die Vorabinvestition in die vorbeugende Wartung macht sich um ein Vielfaches bezahlt.
Bei beiden Verfahren wird geschmolzener Kunststoff mit Hilfe von Extrudern durch eine Düse gepresst, aber die wichtigsten Unterschiede liegen in der Konstruktion der Düse und der nachgeschalteten Ausrüstung. Rohrextrusion produziert runde, typischerweise hohle Querschnitte unter Verwendung von Ringmatrizen mit internen Dornen und Kalibrierung durch externes Vakuum oder internen Druck. Profil-Extrusion produziert nicht kreisförmige, oft komplexe Querschnitte - einschließlich unregelmäßiger Formen mit mehreren Kammern, Kanälen und unterschiedlichen Wandstärken - unter Verwendung flacher oder geformter Werkzeuge mit Vakuumkalibrierung. Die Profilextrusion erfordert aufgrund der geometrischen Komplexität in der Regel eine anspruchsvollere Werkzeugkonstruktion und Kalibrierwerkzeuge.
Ja, ein und derselbe Extruder kann verschiedene Profile herstellen, indem er die Düse und die Kalibrierungswerkzeuge austauscht. Dies ist in den meisten Profilextrusionsanlagen gängige Praxis. Jeder Düsenwechsel erfordert jedoch eine Einrichtungszeit - in der Regel 1 bis 4 Stunden je nach Komplexität des Profils - für die Installation der Düse, die Temperaturstabilisierung und die Prozessoptimierung. Der Extruder selbst, der Abzug und der Abschneider sind im Allgemeinen universell, während die Düse und die Kalibrierwerkzeuge profilspezifisch sind.
Die Produktionsgeschwindigkeit ist je nach Profilgröße, Material und Wandstärke sehr unterschiedlich. Typische Bereiche sind:
Die Leistung in Kilogramm pro Stunde ist oft eine aussagekräftigere Kennzahl als die Liniengeschwindigkeit, da sie das Profilgewicht pro Meter berücksichtigt.
Eine gut gefertigte Strangpressmatrize aus hochwertigem Werkzeugstahl (H13 oder gleichwertig) kann lange halten 5 bis 10 Jahre bei ordnungsgemäßer Wartung im Dauerbetrieb. Zu den Faktoren, die die Lebensdauer von Stanzformen verkürzen, gehören die Verarbeitung von mit Schleifmitteln gefüllten Materialien (Glasfasern, mineralische Füllstoffe), der Betrieb bei übermäßig hohen Temperaturen und eine unzureichende Reinigung. Regelmäßiges Polieren und Prüfen kann die Lebensdauer der Stanzformen erheblich verlängern.
Auf jeden Fall. Moderne Profilextrusionsanlagen können recycelte Kunststoffe effektiv verarbeiten, vorausgesetzt, die Maschine ist mit einer geeigneten Schmelzefiltration und Entgasungsfunktion ausgestattet und das Ausgangsmaterial ist ordnungsgemäß vorbereitet (gewaschen, getrocknet und granuliert). Die Co-Extrusionstechnologie ermöglicht es den Herstellern, recyceltes Material im Profilkern zu verwenden und gleichzeitig eine Oberfläche in Neuware-Qualität zu erhalten - so werden sowohl Nachhaltigkeitsziele als auch Produktqualitätsstandards erreicht.
Die meisten Werkzeughersteller schreiben keine Mindestbestellmenge für kundenspezifische Werkzeuge vor - Sie können ein einzelnes Werkzeug für ein neues Profildesign bestellen. Allerdings sind die Werkzeugkosten (in der Regel $3.000 bis $30.000+) müssen über das Produktionsvolumen amortisiert werden, so dass Profile mit sehr geringen Stückzahlen unter Umständen nicht wirtschaftlich sind, es sei denn, der Verkaufspreis pro Stück unterstützt die Werkzeuginvestition.
Die Anschaffung einer Kunststoffprofilextrusionsmaschine ist eine der folgenreichsten Investitionen, die ein Kunststoffhersteller tätigen kann. Die von Ihnen gewählte Maschine wird Ihre Produktionskapazitäten, die Obergrenze für die Produktqualität, die Betriebskosten und die Wettbewerbsposition für die nächsten zehn Jahre oder länger bestimmen.
Hier sind die wichtigsten Erkenntnisse aus diesem Leitfaden:
Die Profilextrusionslandschaft im Jahr 2026 bietet mehr Optionen, bessere Technologien und eine stärkere Integration der Nachhaltigkeit als je zuvor. Ganz gleich, ob Sie PVC-Fenstersysteme, Automobilverkleidungen, medizinische Schläuche oder WPC-Terrassendielen herstellen, die richtige Maschine - richtig spezifiziert, gut gewartet und fachkundig bedient - wird über Jahre hinweg zuverlässige Erträge liefern.
Sind Sie bereit, den nächsten Schritt zu tun? Fordern Sie detaillierte Angebote von mindestens drei qualifizierten Herstellern an, spezifizieren Sie Ihre genauen Profil- und Materialanforderungen und vereinbaren Sie Werksbesuche oder Videovorführungen, bevor Sie Ihre endgültige Entscheidung treffen. Wenn Sie sich für Maschinen interessieren, die auch die Verarbeitung von recyceltem Kunststoff unterstützen, unser endgültiger Leitfaden für Kunststoffrecyclingmaschinen bietet zusätzliche Erkenntnisse, die Ihnen beim Aufbau einer nachhaltigen, rentablen Produktionslinie helfen.


