Nehmen Sie einige Änderungen an der Weltumgebung vor
Die von Ihnen gekaufte Maschine bringt Ihnen nicht nur Gewinne, sondern verändert auch indirekt die Umwelt und gibt Kunststoffabfällen eine Chance, verwertet zu werden.

Nehmen Sie einige Änderungen an der Weltumgebung vor

Letzten Sommer verbrachte ich drei Tage in einer Kunststofffabrik in Guangdong und beobachtete, wie ein Einschneckenextruder 400 kg HDPE-Rohre pro Stunde herstellte. Der Bediener, ein Mann mit 22 Jahren Berufserfahrung, sagte mir etwas, das mir im Gedächtnis blieb: “Jeder denkt, dass Extrusion nur bedeutet, Kunststoff zu schmelzen und ihn durch ein Loch zu drücken. Das ist ein Irrtum. Es ist ein chemisches Experiment, das bei 200 Grad stattfindet, und man hat nur einen Versuch, es zu kontrollieren.” Er hatte Recht. Die Kunststoffextrusionsverfahren ist die kontinuierliche Umwandlung von Rohpolymer - in der Regel Pellets oder Flocken - in ein gleichmäßiges Querschnittsprofil, indem geschmolzenes Material durch eine geformte Düse gepresst wird. Das Verfahren macht etwa 36% der gesamten Kunststoffverarbeitung weltweit, und doch kratzen die meisten Erklärungen im Internet kaum an der Oberfläche.
In diesem Leitfaden wird jede Phase des Kunststoffextrusionsprozesses Schritt für Schritt erläutert, von der Handhabung des Rohmaterials bis zum endgültigen Schnitt. Ganz gleich, ob Sie ein Ingenieur sind, der eine neue Anlage plant, ein Beschaffungsmanager, der die Ausrüstung bewertet, oder ein Student, der versucht, die Polymerverarbeitung zu verstehen, Sie werden mit einem detaillierten, praktischen Verständnis nach Hause gehen - und nicht mit dem Stoff eines Lehrbuchs.
Lässt man den ganzen Fachjargon beiseite, so ist die Kunststoffextrusion ein überraschend einfaches Konzept. Sie geben festen Kunststoff in ein Ende eines beheizten Zylinders, eine rotierende Schnecke drückt ihn vorwärts, während er schmilzt und gemischt wird, und das geschmolzene Polymer wird durch eine Stahldüse gepresst, die es zu einem kontinuierlichen Profil formt - Rohr, Platte, Folie, Schlauch, Fensterrahmen, was immer Sie wollen. Das Profil wird dann abgekühlt, kalibriert und auf Länge geschnitten.
Einfaches Konzept. Brutale Ausführung.
Der Grund, warum ich das sage, ist, dass die Kluft zwischen dem “Verstehen der Idee” und dem “Betreiben einer rentablen Extrusionsanlage” enorm ist. Temperaturregelung über sechs oder mehr Zylinderzonen, Schneckenkonstruktion, die ein Gleichgewicht zwischen Scherwärme und Mischeffizienz herstellt, Kompensation der Düsenschwellung, Synchronisierung der Abzugsgeschwindigkeit - jede Variable steht in Wechselwirkung mit jeder anderen. Wechseln Sie Ihren Harzlieferanten, und plötzlich ändert sich Ihr Schmelzindex um 0,3 g/10 min, und Ihre Maßtoleranzen sind nicht mehr einzuhalten. Ich habe das schon öfter erlebt, als ich zählen kann.
Im Gegensatz zum Spritzgießen (das ein Chargenverfahren ist - einfüllen, abkühlen, auswerfen, wiederholen) ist die Extrusion kontinuierlich. Die Schraube hört nie auf, sich zu drehen. Das Material fließt in das eine Ende und das Produkt kommt am anderen Ende heraus, theoretisch für immer. Das macht die Extrusion für die Großserienproduktion so wirtschaftlich. Eine gut abgestimmte Rohrextrusionsanlage kann wochenlang rund um die Uhr laufen, ohne dass sie abgestellt werden muss.
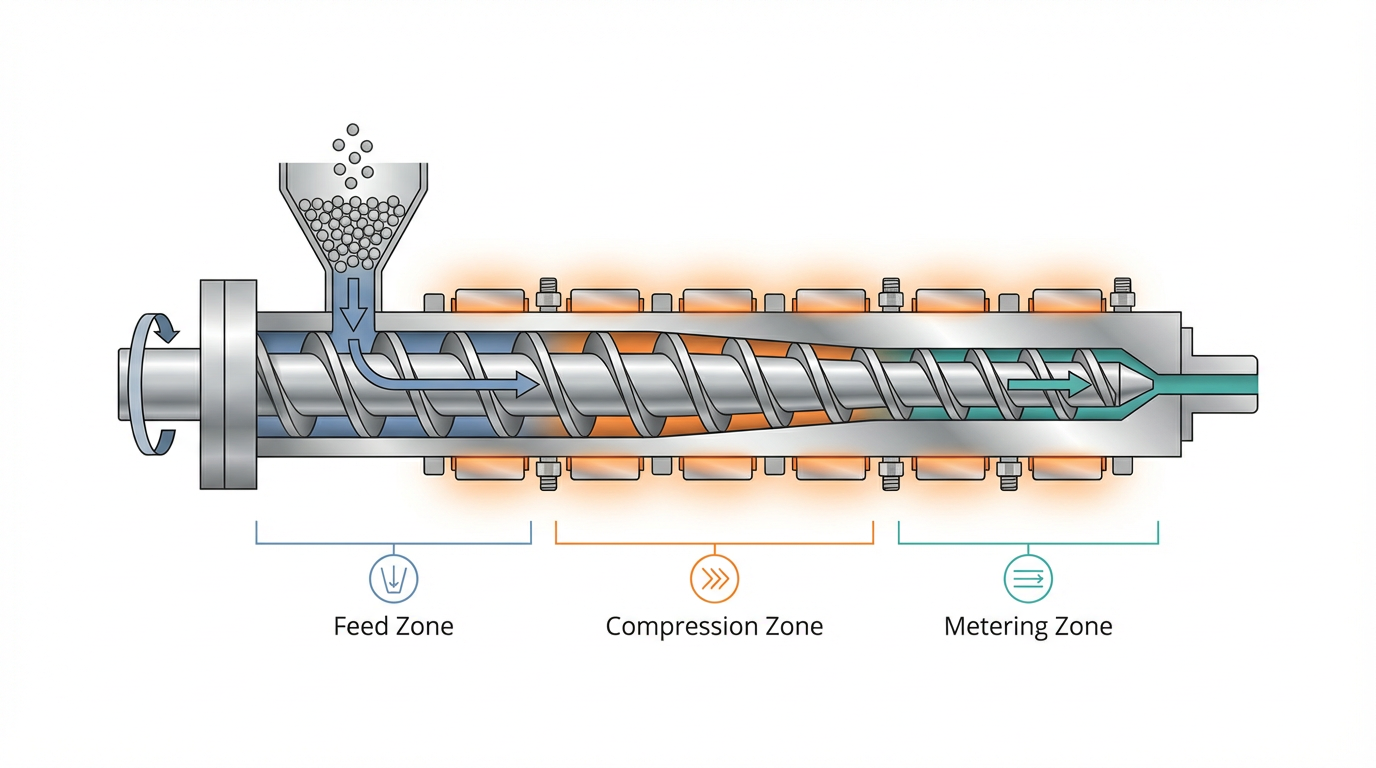
Bei den physikalischen Grundlagen geht es um drei Dinge, die gleichzeitig im Inneren des Fasses passieren:
Dieses Drei-Zonen-Modell - Einzug, Verdichtung, Dosierung - ist das Rückgrat jedes jemals gebauten Einschneckenextruders. Doppelschneckenmaschinen funktionieren anders (mehr dazu in Kürze), aber das Einschneckenkonzept ist der Ort, an dem 80%+ der Produktionsextrusion stattfindet.
Es hat Jahre gedauert, bis ich das richtig verstanden habe: Die meisten Extrusionsfehler sind darauf zurückzuführen, was passiert, bevor der Kunststoff überhaupt in den Zylinder gelangt.
Die Vorbereitung des Rohmaterials umfasst:
Wenn Sie mit recycelter Kunststoff als Ausgangsmaterial, wird die Materialvorbereitung noch kritischer. Verunreinigungen, gemischte Polymeranteile und uneinheitliche Schmelzindexe erschweren die Arbeit.
Der Einfüllstutzen - die Öffnung am hinteren Ende des Laufs, in die die Pellets fallen - scheint der einfachste Teil der Maschine zu sein. Ist er aber nicht.
Der Einfüllstutzen ist in der Regel wassergekühlt (oder luftgekühlt bei kleineren Maschinen), um zu verhindern, dass die Pellets vorzeitig schmelzen und eine Brücke bilden, die den Materialfluss blockiert. Dies wird als Überbrückung, Dies ist eines der ärgerlichsten Probleme bei der Extrusion, da es zu Schwankungen im Ausstoß kommt, die sich in Form von Dickenschwankungen in Ihrem Produkt bemerkbar machen.
Die Flutbeschickung (Schwerkraftbeschickung) ist das Standardverfahren für Einschneckenextruder: Sie halten den Trichter voll und die Schnecke nimmt sich, was sie fassen kann. Die Schneckendrehzahl bestimmt den Durchsatz. Die starve Beschickung, bei der ein Dosiergerät die Fördermenge unabhängig von der Schneckendrehzahl steuert, ist bei Doppelschneckenextrudern üblicher und bietet Ihnen ein zusätzliches Maß an Prozesskontrolle.
Hier geschieht die Magie. Oder die Katastrophe, je nachdem, wie Sie es anstellen.
Ein Standardzylinder eines Einschneckenextruders ist ein Zylinder aus nitriertem Stahl, um den elektrische Heizbänder gewickelt sind, die in mehrere Temperaturzonen unterteilt sind (in der Regel 4-8 Zonen je nach L/D-Verhältnis). Die selbst schrauben ist die am meisten technisierte Komponente des gesamten Systems - ihre Geometrie bestimmt die Schmelzleistung, die Mischqualität und die Ausstoßstabilität.
Die wichtigsten Schraubenparameter:
| Parameter | Typischer Bereich | Warum es wichtig ist |
|---|---|---|
| L/D-Verhältnis (Länge zu Durchmesser) | 24:1 bis 36:1 | Längere Schrauben = mehr Schmelz-/Mischzeit. 30:1 ist der Sweet Spot für die meisten Anwendungen. |
| Verdichtungsverhältnis | 2:1 bis 4:1 | Verhältnis der Kanaltiefe der Einzugszone zur Tiefe der Dosierzone. Höher = mehr Scherung. PE benötigt in der Regel 3:1 bis 3,5:1. |
| Flugtiefe (Einzugsgebiet) | Variiert je nach Durchmesser | Tiefere Kanäle = höherer Durchsatz, aber möglicherweise geringere Schmelzleistung. |
| Schneckendrehzahl | 20-150 RPM (Einzelschnecke) | Schneller = mehr Leistung + mehr Scherwärme. Wenn es zu schnell geht, wird das Polymer abgebaut. |
Eines werden Ihnen die meisten Reiseführer nicht sagen: Das Schraubendesign ist nicht universell. Eine Schnecke, die für die Extrusion von LDPE-Folien optimiert ist, funktioniert bei Hart-PVC hervorragend. PVC ist hitzeempfindlich und benötigt eine geringe Scherung; LDPE braucht eine aggressive Schmelzwirkung. Ich habe Unternehmen beraten, die einen gebrauchten Extruder kauften, versuchten, ein anderes Harz auf der vorhandenen Schnecke zu verarbeiten, und nicht herausfinden konnten, warum sie Unmelts und Gele bekamen. Die Antwort war immer die Schnecke.
Barriereschnecken (Maddock- und Maillefer-Designs) sind heute Standard bei den meisten modernen Extrudern. Sie verwenden einen zweiten Schneckengang, um das Feststoffbett vom Schmelzbad zu trennen, was die Schmelzkonsistenz im Vergleich zu herkömmlichen eingängigen Schnecken erheblich verbessert. Wenn Sie im Jahr 2026 eine neue Anlage kaufen, sollten Sie sich nicht mit einem konventionellen Schneckendesign zufrieden geben - Barriereschnecken sind die Mindestvoraussetzung.
Während die Schnecke das Granulat vorwärts drückt, nimmt die Kanaltiefe ab. Durch diese Kompression wird das Material gegen die heiße Zylinderwand gedrückt, wo sich ein dünner Schmelzfilm bildet. Das Feststoffbett wird auf seinem Weg durch den Zylinder immer kleiner, und im Idealfall ist das Material, wenn es die Dosierzone erreicht, 100% geschmolzen und homogen.
“Im Idealfall” wird in diesem Satz eine Menge Arbeit geleistet.
In der Realität ist das Erreichen eines vollständigen Schmelzens eine der größten Herausforderungen bei der Extrusion. Ungeschmolzene Partikel (je nachdem, wen man fragt, “Unmelts” oder “Gele” genannt) sind ein ständiger Kampf, insbesondere bei hohen Durchsatzraten. Die Faustregel der Industrie lautet: Etwa 70-80% der zum Schmelzen des Kunststoffs benötigten Energie stammt aus der von der Schnecke erzeugten Scherreibung, nicht aus den Zylinderheizungen. Die Heizelemente liefern hauptsächlich zusätzliche Wärme und halten die Temperatur stabil. Aus diesem Grund hat die Schneckendrehzahl einen so großen Einfluss auf die Schmelzetemperatur - und ein zu schneller Betrieb kann zu thermischem Abbau führen.
Nach einer Untersuchung, die von der Gesellschaft der Kunststoffingenieure (SPE), Eine gleichmäßige Schmelzetemperatur von +/- 2 °C über den gesamten Querschnitt des Schmelzestroms ist mit ordnungsgemäß ausgelegten Barriereschnecken und statischen Mischern erreichbar, aber viele Produktionslinien arbeiten mit Schwankungen von +/- 5-10 °C, ohne dies zu bemerken.
Mischelemente - entweder in der Schneckenspitze eingebaut (distributive Mischer wie Ananasmischer oder dispersive Mischer wie Maddock-Sektionen) oder als separate statische Mischereinheiten zwischen Schneckenspitze und Düse - tragen zur Homogenisierung der Schmelze bei. Für farbkritische Anwendungen empfehle ich immer einen statischen Mischer. Sie sorgen für einen minimalen Druckabfall und verbessern die Farbverteilung erheblich.
Zwischen der Schneckenspitze und der Matrize befindet sich die Brecherplatte - eine dicke Stahlscheibe mit Dutzenden von kleinen Löchern - die von einem oder mehreren Drahtsieben (dem Siebpaket) gestützt wird. Diese Baugruppe dient drei Zwecken:
Die Siebmaschengröße reicht in der Regel von 20 Mesh (grob, für gefüllte Mischungen) bis 200 Mesh (fein, für Folien mit optischer Qualität). Eine übliche Konfiguration ist ein Stapel mit 20/60/100/60/20 Maschen. Bei der Verarbeitung von rezyklierten Materialien sind kontinuierliche Siebwechsler - entweder Schiebeplatten- oder Drehscheibentypen - unerlässlich, da der Verschmutzungsgrad die Siebe viel schneller verstopft als bei neuem Harz.
Hier ein praktischer Tipp aus jahrelanger Erfahrung bei der Fehlersuche: Wenn Sie periodische Druckschwankungen an der Düse feststellen, überprüfen Sie zuerst Ihr Siebpaket. Ein teilweise verstopftes Sieb erzeugt einen ungleichmäßigen Strömungswiderstand und ist eine der häufigsten - und meist übersehenen - Ursachen für Maßabweichungen bei extrudierten Produkten.
Die Düse ist das endgültige Formgebungswerkzeug. Das geschmolzene Polymer tritt als runder Strom aus dem Adapter ein und wird in den von Ihnen gewünschten Querschnitt umverteilt - flache Platte, ringförmiges Rohr, komplexes Fensterprofil, dünne Folie.
Gängige Stempelarten:
Bei der Formgestaltung treffen Kunst und Technik aufeinander. Die Herausforderung besteht darin, eine gleichmäßige Schmelzgeschwindigkeit über den gesamten Düsenausgang zu gewährleisten. Wenn eine Seite schneller fließt als die andere, kommt es zu Dickenunterschieden, Verzug oder inneren Spannungen im Endprodukt. CFD-Simulationen (Computational Fluid Dynamics) sind im Jahr 2026 zum Standard für die Konstruktion von Gussformen geworden, aber selbst mit Simulationen benötigen die meisten Gussformen 2-3 Iterationen mit Versuchen und Anpassungen, bevor sie ein akzeptables Produkt erzeugen.
Das sage ich jedem Kunden: Niemals mit dem Würfel sparen. Eine $3.000-Düse auf einer $150.000-Extrusionsanlage kostet Sie $30.000 an Ausschuss und Ausfallzeiten, um sie wieder in Gang zu bringen. Die Düse ist die kostenempfindlichste Komponente im Verhältnis zu ihrem Preis.
Wenn das Polymer die Düse verlässt, quillt es auf. Das Extrudat kommt größer heraus als die Düsenöffnung - manchmal 10-30% größer, je nach Material, Schergeschwindigkeit und Schmelzetemperatur. Dies wird als Schwellkörper (Dies geschieht, weil die Polymerketten, die durch den Scherfluss in der Düse gestreckt und ausgerichtet wurden, sich entspannen und in eine eher zufällige Konfiguration zurückkehren, sobald die einschränkenden Wände weg sind.
Die Schwellung ist kein Defekt. Das ist physikalisch bedingt. Aber wenn Sie es bei der Konstruktion Ihrer Form nicht berücksichtigen, werden Ihre Produktabmessungen falsch sein. Polymere mit hohem Molekulargewicht quellen stärker auf. Höhere Scherraten (schnellere Extrusionsgeschwindigkeiten) führen zu einer stärkeren Quellung. Höhere Schmelzetemperaturen verringern die Quellung geringfügig.
Dies ist eines der Dinge, bei denen Erfahrung enorm wichtig ist. Ein erfahrener Formenkonstrukteur kann anhand eines Kunststoffdatenblatts die Quellung der Form auf wenige Prozent genau abschätzen. Ein Neuling wird sich tagelang mit den Abmessungen beschäftigen.
Sobald das geschmolzene Profil die Matrize verlässt, muss es abgekühlt und verfestigt werden, wobei die genauen Abmessungen eingehalten werden müssen. Dies ist die Kalibrierungsphase, und sie ist wohl genauso wichtig wie die Form selbst.
Die Kühlungsmethoden variieren je nach Produkttyp:
Die Abkühlgeschwindigkeit wirkt sich direkt auf die Materialeigenschaften aus. Wenn Sie zu schnell abkühlen, bauen Sie innere Spannungen auf, die später zu Verzug oder Rissen führen. Wird zu langsam abgekühlt, sinkt die Produktionsrate, und kristalline Polymere (HDPE, PP) können eine übermäßige Kristallinität entwickeln, die das Produkt spröde macht. Bei PE-Rohren ist die ISO-Norm 4427 genau wegen dieses Zusammenhangs zwischen Abkühlungsrate und langfristiger Leistung Mindestanforderungen an die Kühlung festlegt.
Eine Abzugseinheit - in der Regel ein Raupenabzug mit Gummiriemen oder ein Satz angetriebener Rollen - greift das abgekühlte Extrudat und zieht es mit kontrollierter, konstanter Geschwindigkeit aus der Düse. Dies ist ein täuschend wichtiger Teil der Ausrüstung.
Die Abzugsgeschwindigkeit im Verhältnis zur Extrusionsgeschwindigkeit bestimmt:
Moderne Abzugseinheiten verwenden Servoantriebe mit geschlossenem Regelkreis und Rückmeldung von nachgeschalteten Messsystemen (Lasermikrometer, Ultraschallwanddickenmessgeräte). Die besten Systeme halten die Geschwindigkeit innerhalb von +/- 0,1% stabil. Das mag übertrieben klingen, ist aber bei einer medizinischen Schlauchleitung, bei der die Toleranz +/- 0,05 mm bei einer Wandstärke von 2 mm beträgt, absolut notwendig.
Die letzte Station in der Extrusionslinie ist der Abschneider. Bei Rohren und Profilen handelt es sich dabei in der Regel um eine mitlaufende Säge oder ein Messer, das sich mit dem Produkt bewegt und ohne Unterbrechung der Linie schneidet. Bei Platten ist es eine Guillotineschere. Bei Granulieranwendungen (wo der Extruder die Kunststoffgranulat statt fertiger Profile) wird das Extrudat mit einer Stranggranulierung oder Unterwassergranulierung zu einem einheitlichen Granulat zerkleinert.
Die Qualität des Schnitts ist wichtiger, als man denkt. Ein grober Schnitt an einem PVC-Fensterprofil bedeutet zusätzliche Nacharbeit. Ein schlecht getimter Schnitt an einer Rohrleitung bedeutet Ausschuss. Planetensägen mit hartmetallbestückten Sägeblättern sind der Standard für saubere, spanfreie Schnitte an starren Profilen.
Nach dem Schneiden können die Produkte weitere Bearbeitungsschritte durchlaufen: Bedrucken, Stanzen, Aufblasen (bei Rohrmuffen), Wickeln (bei flexiblen Schläuchen) oder Stapeln und Verpacken. Dies sind nachgelagerte Vorgänge, die je nach Anwendung sehr unterschiedlich sind.
Diese Frage wird mir immer wieder gestellt, daher möchte ich Ihnen eine klare Antwort geben.
Einschneckenextruder sind das Arbeitspferd für die meisten Profil-, Rohr-, Platten- und Folienextrusionen. Sie sind einfacher, billiger und vollkommen ausreichend, wenn Sie einen einzigen, vorgemischten Kunststoff verarbeiten. Etwa 85% der Extrusionsanlagen weltweit verwenden Einschneckenmaschinen.
Doppelschneckenextruder (gleichlaufend oder gegenläufig) eignen sich hervorragend für das Compoundieren - das Mischen von Polymeren mit Füllstoffen, Additiven und anderen Polymeren. Sie bieten ein hervorragendes Mischverhalten, eine präzise Temperaturregelung und die Möglichkeit, mehrere Bestandteile an verschiedenen Stellen des Zylinders zuzuführen. Wenn Sie Masterbatch herstellen, Holz-Kunststoff-Verbundstoffe compoundieren oder PVC verarbeiten (das fast immer auf gegenläufigen Doppelschnecken für die Trockenmischung verarbeitet wird), sind Doppelschnecken die richtige Wahl.
Der Fehler, den ich sehe? Unternehmen, die Zweischneckenextruder für die einfache Rohr- oder Profilextrusion kaufen, weil ihnen jemand gesagt hat, dass Zweischnecken “besser” sind. Es ist nicht besser - es ist anders. Und es kostet 2-3 mal mehr für den gleichen Durchsatz. Geben Sie nicht zu viel Geld für Funktionen aus, die Sie nicht brauchen.
Ich wünschte, jemand hätte mir diesen Abschnitt gegeben, als ich anfing. Jeder Extrusionsfehler hat eine Ursache, und die meisten Ursachen sind behebbar, wenn man weiß, wo man suchen muss.
| Defekt | Erscheinungsbild | Wahrscheinlichste Ursachen |
|---|---|---|
| Haifischhaut (Schmelzfraktur) | Raue, geriffelte Oberfläche | Scherspannung an der Düsenlippe überschreitet kritischen Wert. Reduzieren Sie die Extrusionsgeschwindigkeit, erhöhen Sie die Schmelzetemperatur oder verwenden Sie eine Verarbeitungshilfe. |
| Surrender | Periodische Dickenänderung | Ungleichmäßige Zuführung (Brückenbildung), abgenutzte Schnecke/Zylinder oder schwankender Gegendruck durch verstopfte Siebe. |
| Gele / Schmelzen | Kleine Klumpen oder klare Flecken im Produkt | Unzureichendes Aufschmelzen - Problem mit der Schneckenkonstruktion, zu hoher Durchsatz oder degradiertes Material durch tote Stellen. |
| Die Linien | Längsschlieren auf der Oberfläche | Beschädigung oder Ablagerungen an der Matrizenlippe. Reinigen oder polieren Sie den Matrizenrand. |
| Feuchtigkeitsspreizung | Silberne Schlieren oder Blasen | Nasses Harz. Trockne es richtig. Hierfür gibt es keine Abkürzung. |
| Verzug | Produktkrümmungen oder Verdrehungen nach dem Abkühlen | Ungleichmäßige Abkühlung, asymmetrischer Matrizenfluss oder übermäßige Orientierung durch Absenkung. |
| Verfärbung/Verschlechterung | Gelbe oder braune Flecken | Zu hohe Schmelztemperatur, zu lange Verweilzeit oder tote Stellen im Fließweg. |
Wenn ich jemandem, der eine Extrusionsanlage betreibt, einen Rat geben könnte, dann wäre es dieser: ein Logbuch zu führen. Halten Sie jede Parameteränderung, jeden Defekt und jede Materiallosnummer fest. Wenn ein Problem drei Monate später wieder auftritt, ist dieses Logbuch Gold wert. Ich habe mit Hilfe historischer Daten Probleme in 15 Minuten gelöst, für die ich sonst tagelange Versuche gebraucht hätte.
Nicht jeder Kunststoff ist gleichermaßen für die Extrusion geeignet. Hier finden Sie eine Kurzübersicht über die gängigsten:
Hier werden die Dinge für 2026 und darüber hinaus interessant. Die Extrusion dient nicht nur zur Herstellung neuer Produkte aus neuem Harz - sie ist die Kerntechnologie hinter Kunststoffrecycling.
In einem Recycling-Kontext dient der Extruder als Umschmelz- und Regranuliermaschine. Gewaschene, getrocknete Kunststoffflocken werden dem Extruder zugeführt, aufgeschmolzen, durch feine Siebe gefiltert, um Verunreinigungen zu entfernen, entgast (oft mit einem belüfteten Zylinderteil oder einer Vakuumöffnung) und dann für den Wiederverkauf als recyceltes Harz pelletiert.
Die Herausforderungen sind anders als bei der Extrusion von Neuware. Recycelte Rohstoffe sind unbeständig - variabler Schmelzfluss, gemischte Polymerverunreinigungen, Restfeuchtigkeit, Gerüche. Aus diesem Grund haben Recyclingextruder in der Regel:
Nach Angaben der Verband der Kunststoffverwerter (APR), Die weltweite Nachfrage nach recyceltem Polyethylen und Polypropylen wird bis 2027 voraussichtlich 30 Millionen Tonnen pro Jahr übersteigen, was auf die Verpflichtungen der Markeninhaber und die Gesetze zur erweiterten Herstellerverantwortung zurückzuführen ist. Diese Nachfrage schafft einen riesigen Markt für hochwertige Recycling-Extrusionsanlagen.
Einen Extruder nach Gefühl und Intuition zu betreiben, hat in den 1990er Jahren funktioniert. Heute funktioniert das nicht mehr.
Moderne Extrusionsanlagen arbeiten mit integrierten Kontrollsystemen, die überwachen und einstellen:
Die Integration von Industrie 4.0 - bei der Extruderdaten in Cloud-basierte Analyseplattformen für die vorausschauende Wartung und Prozessoptimierung eingespeist werden - entwickelt sich von “nice to have” zu “standardmäßig erwartet” im Jahr 2026. Wenn Ihr Ausrüstungslieferant dies nicht anbieten kann, liegt er hinter der Kurve.
Lassen Sie mich mit einigen hart erkämpften Lektionen schließen, die Sie in keinem Lehrbuch finden werden:
“Der beste Extruderbediener, den ich je kennengelernt habe, hat vor jeder Schicht drei Dinge überprüft: die Materialfeuchtigkeit, den Zustand der Siebpackung und die Sauberkeit der Düsenlippe. Er hatte in einem Jahr weniger Qualitätsbeschwerden als die meisten Bediener in einem Monat.”
Die Kunststoffextrusion gehört zu den Technologien, bei denen sich Geduld, Präzision und ständiges Lernen lohnen. Nach zehn Jahren lerne ich immer noch neue Tricks. Wenn Sie gerade erst anfangen, lassen Sie sich von der Komplexität nicht entmutigen - konzentrieren Sie sich darauf, die Grundlagen zu verstehen (Materialverhalten, Schneckenfunktion, Düsenfluss, Kühlungsdynamik), und der Rest kommt von allein.
Das hängt ganz vom jeweiligen Polymer ab. LDPE wird bei etwa 160-200 Grad Celsius extrudiert, HDPE bei 180-230 Grad Celsius, PP bei 200-260 Grad Celsius und PVC bei viel niedrigeren 150-185 Grad Celsius, da es sich leicht zersetzt. Nylon wird bei 230-290 Grad Celsius heiß. Dies sind die Zylindertemperaturen - die tatsächlichen Schmelztemperaturen sind aufgrund der Schererwärmung höher.
Die Extrusion ist eine kontinuierlich Verfahren zur Herstellung von Produkten mit konstantem Querschnitt (Rohre, Platten, Profile). Das Spritzgießen ist ein Charge Verfahren zum Füllen eines geschlossenen Formhohlraums zur Herstellung diskreter 3D-Teile (Flaschen, Verschlüsse, Gehäuse). Unterschiedliche Maschinen, unterschiedliche Werkzeuge, unterschiedliche Wirtschaftlichkeit. Die Extrusion gewinnt bei den Kosten pro Kilogramm für Produkte mit hohen Stückzahlen und konstantem Profil. Das Spritzgießen gewinnt bei komplexen 3D-Geometrien.
Die Liniengeschwindigkeit ist je nach Produkt sehr unterschiedlich. Dünnwandige medizinische Schläuche können mit 100+ Metern pro Minute laufen. HDPE-Rohre mit großem Durchmesser (600 mm und mehr) können mit einer Geschwindigkeit von 0,5 bis 2 Metern pro Minute verfahren werden. Blasfolienanlagen arbeiten in der Regel mit 30-80 Metern pro Minute. Der begrenzende Faktor ist fast immer die Kühlung - man kann nur so schnell arbeiten, wie man das Produkt verfestigen kann.
Auf jeden Fall, und es ist eher die Norm als die Ausnahme. Recyceltes HDPE, LDPE, PP und PET werden alle routinemäßig zu neuen Produkten extrudiert. Die größten Herausforderungen sind die Entfernung von Verunreinigungen, gleichbleibende Fließeigenschaften und Geruchskontrolle. Speziell angefertigte Recycling-Extrusionsanlagen mit verbesserter Filtration und Entgasung meistern diese Herausforderungen effektiv.
Das L/D-Verhältnis ist die Länge der Schraube geteilt durch ihren Durchmesser. Eine 90-mm-Schnecke mit einer Länge von 2.700 mm hat ein L/D-Verhältnis von 30:1. Ein höheres L/D-Verhältnis bedeutet eine längere Verweilzeit im Zylinder, was im Allgemeinen ein besseres Schmelzen und Mischen bedeutet. Die meisten Allzweckextruder verwenden 24:1 bis 30:1. Bei Compounding- und Recyclinganwendungen wird häufig ein Verhältnis von 34:1 oder 36:1 gewählt, um die Mischfähigkeit zu erhöhen.
Beginnen Sie mit der gewünschten Ausstoßleistung in kg/h und arbeiten Sie dann rückwärts. Ein 60 mm Einschneckenextruder produziert in der Regel 40-80 kg/h PE. Eine 90-mm-Maschine schafft 150-300 kg/h. Eine 120-mm-Maschine schafft 300-600 kg/h. Dies sind grobe Richtwerte - der tatsächliche Ausstoß hängt vom Harz, der Schneckenausführung und der Produktgeometrie ab. Dimensionieren Sie die Maschine immer etwas größer als Ihr aktueller Bedarf, um Raum für Wachstum zu lassen. Der Kauf eines unterdimensionierten Extruders, der mit maximaler Kapazität betrieben wird, ist ein Rezept für Qualitätsprobleme und vorzeitigen Verschleiß.