Внесите некоторые изменения в окружающую среду
Купленная вами машина не только принесет вам прибыль, но и косвенно изменит окружающую среду и даст отходам пластика шанс быть использованными.

Внесите некоторые изменения в окружающую среду

A экструзионная машина для пластиковых профилей превращает сырые полимерные материалы в непрерывные профили индивидуальной формы, используемые в строительстве, автомобилестроении, медицине и производстве потребительских товаров - и, по прогнозам, мировой рынок этих машин превысит $8,2 миллиарда к 2026 году. Независимо от того, расширяете ли вы существующее производство или запускаете новую экструзионную линию, от правильного выбора машины зависит качество продукции, производительность и долгосрочная рентабельность. Это всеобъемлющее руководство покупателя охватывает все важнейшие факторы - от принципов работы и типов машин до анализа затрат, устранения неисправностей и последних технологических тенденций 2026 года, - чтобы вы могли принять уверенное и обоснованное решение о покупке.
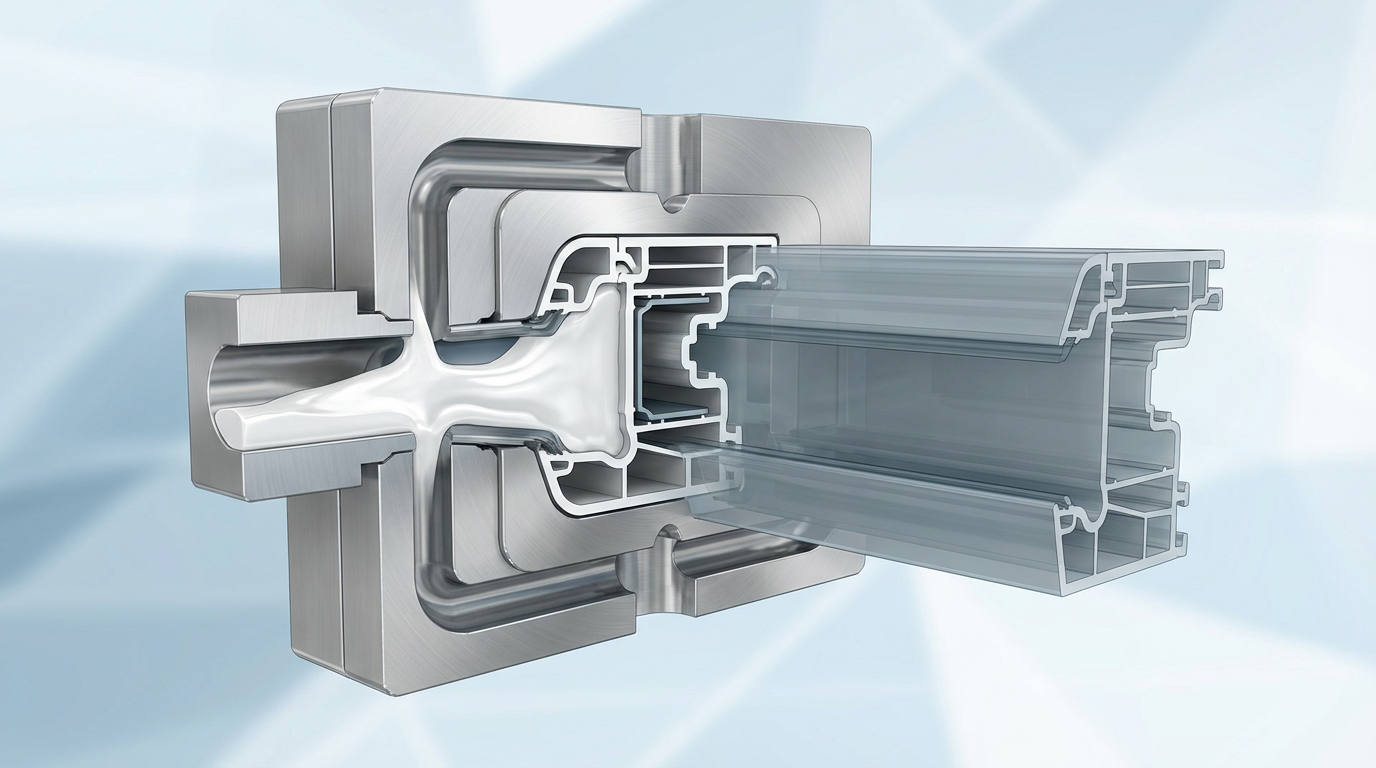
Экструзионная машина для производства пластиковых профилей - это специализированная производственная система, которая непрерывно продавливает расплавленный термопластичный материал через фильеру для получения профилей с постоянной геометрией поперечного сечения. В отличие от литья под давлением, при котором в закрытой пресс-форме создаются дискретные детали, экструзия профилей создает непрерывные отрезки Материал - оконные рамы, кабель-каналы, декоративная отделка и медицинские трубки, - который затем разрезается на части нужного размера.
В основе работы машины лежит один фундаментальный принцип: вращающийся шнек внутри нагретой бочки расплавляет пластиковые гранулы или таблетки, создает давление и проталкивает однородный расплав через точно рассчитанное отверстие фильеры. Экструдат выходит из фильеры в полурасплавленном состоянии, проходит через секцию калибровки и охлаждения, где фиксируются его конечные размеры, и с контролируемой скоростью вытягивается тянущим устройством, после чего автоматический резак производит готовые изделия.
Машины для экструзии профилей отличаются от стандартных линий для экструзии листов или пленок прежде всего тем, что они конструкция штампа и калибровочное оборудование для последующей обработки. Поскольку профили могут иметь сложное полое сечение, многокамерную геометрию и жесткие допуски на размеры, этап калибровки становится гораздо более ответственным. Вакуумные калибровочные баки, ванны распылительного охлаждения и прецизионные рукава для снятия размеров - все это позволяет обеспечить соответствие профиля проектным спецификациям с точностью до долей миллиметра.
Главный вывод: Экструзионная машина для производства пластиковых профилей предназначена для изготовления непрерывных пластиковых профилей индивидуальной формы. Его ценность заключается в том, что он обеспечивает крупносерийное производство с постоянными размерами при относительно низкой стоимости единицы продукции, что делает его незаменимым для различных отраслей промышленности - от строительства до здравоохранения.
Работая с сырьем для вторичной переработки, мы обнаружили, что современные экструзионные машины для производства профилей также могут перерабатывать переработанные пластиковые материалы эффективно, если линия оснащена надлежащими системами фильтрации и дегазации. Эта возможность приобретает все большее значение, поскольку производители сталкиваются с более строгими требованиями к экологичности в период до 2026 года.
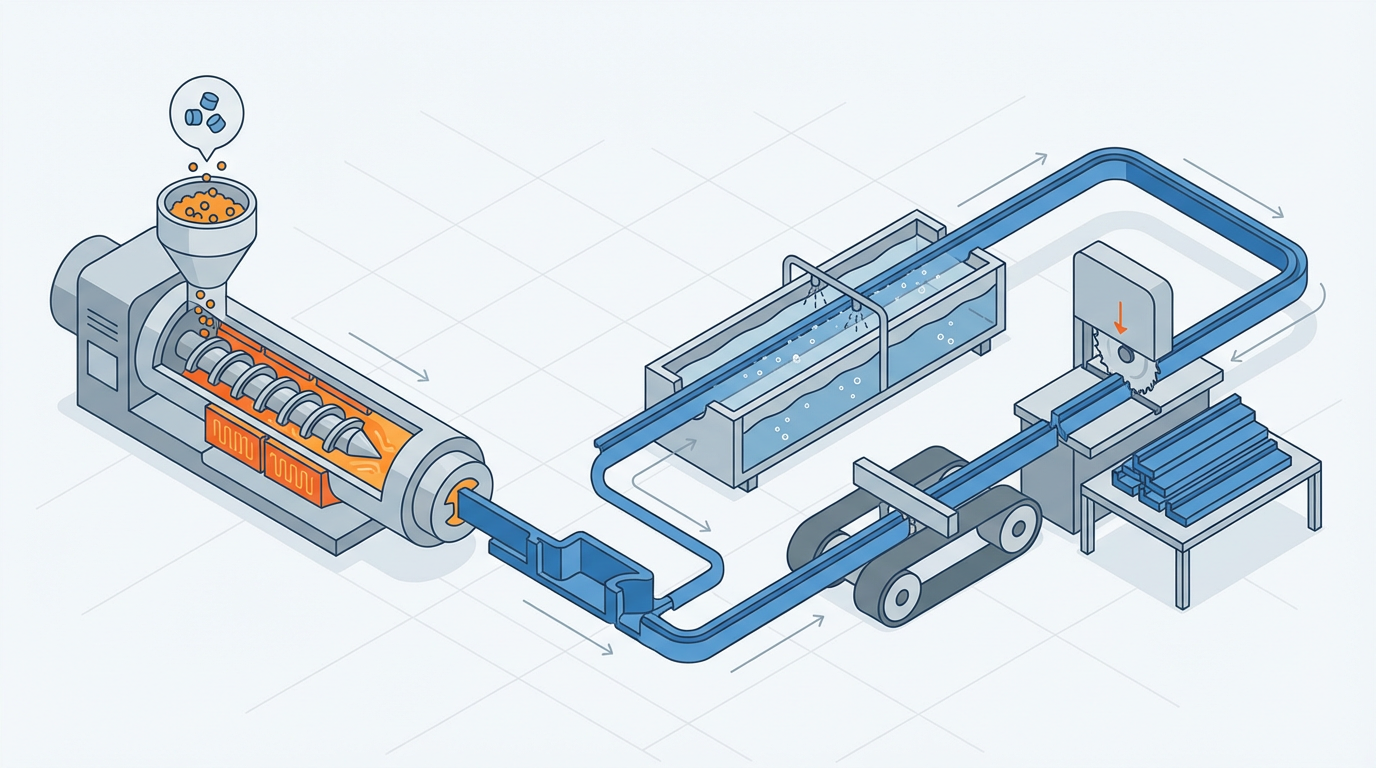
Понимание поэтапного процесса экструзии помогает покупателям оценить, какие конфигурации машин соответствуют их производственным требованиям. Хотя основной принцип прост - расплавить пластик, протолкнуть его через фильеру, охладить и нарезать - детали на каждом этапе напрямую влияют на качество продукции, производительность и количество отходов.
Процесс начинается с загрузки сырья в виде гранул, гранул или порошка в бункер, установленный над стволом экструдера. Для многих профилей сырье включает такие добавки, как стабилизаторы, красители, наполнители и модификаторы удара, которые предварительно смешиваются или дозируются с помощью гравиметрических дозаторов. Последовательная подача материала очень важна: даже незначительные колебания в подаче материала приводят к изменению плотности и несоответствию размеров готового профиля.
При работе с переработанными пластмассами часто требуется предварительная сушка для удаления остаточной влаги, которая в противном случае может привести к образованию пузырьков и дефектов поверхности. Предприятия, которые работают пластиковые экструзионные машины для переработки обычно встраивают осушительные сушилки непосредственно в систему подачи.
Попадая в ствол, вращающийся шнек подает материал вперед через три функциональные зоны:
Температура в бочках точно контролируется в нескольких зонах, обычно в диапазоне от От 160 до 220 градусов Цельсия для ПВХ-профилей и до 260 градусов Цельсия для инженерных пластиков, таких как поликарбонат. Скорость вращения шнека, обычно измеряемая в оборотах в минуту, напрямую контролирует производительность и должна быть сбалансирована с качеством расплава.
Однородный расплав поступает в экструзионную головку - стальной инструмент с прецизионной обработкой, который придает потоку полимера желаемый профиль поперечного сечения. Конструкция фильеры - это, пожалуй, самый специализированный аспект экструзии профилей. Инженеры должны учитывать:
Сразу после выхода из фильеры еще мягкий экструдат попадает в вакуумный калибровочный резервуар. Внутреннее вакуумное давление прижимает профиль к точно обработанным калибровочным втулкам, фиксируя точные размеры. Одновременно с этим водяное охлаждение затвердевает внешняя оболочка профиля. Для сложных полых профилей может потребоваться несколько этапов калибровки.
Гусеничный или ленточный транспортер захватывает охлажденный профиль и тянет его с постоянной, точно контролируемой скоростью. Эта скорость должна точно соответствовать производительности экструдера - слишком быстрая скорость приводит к растяжению и утончению, слишком медленная - к смятию. Наконец, автоматическая пила или гильотина обрезает профиль до заданной длины, а система укладки или сбора готовых изделий упорядочивает их.
Упрощенный технологический процесс: Подача в бункер → Шнековое плавление и гомогенизация → Формование штампов → Вакуумная калибровка и охлаждение → Выгрузка → Резка → Укладка/собирание
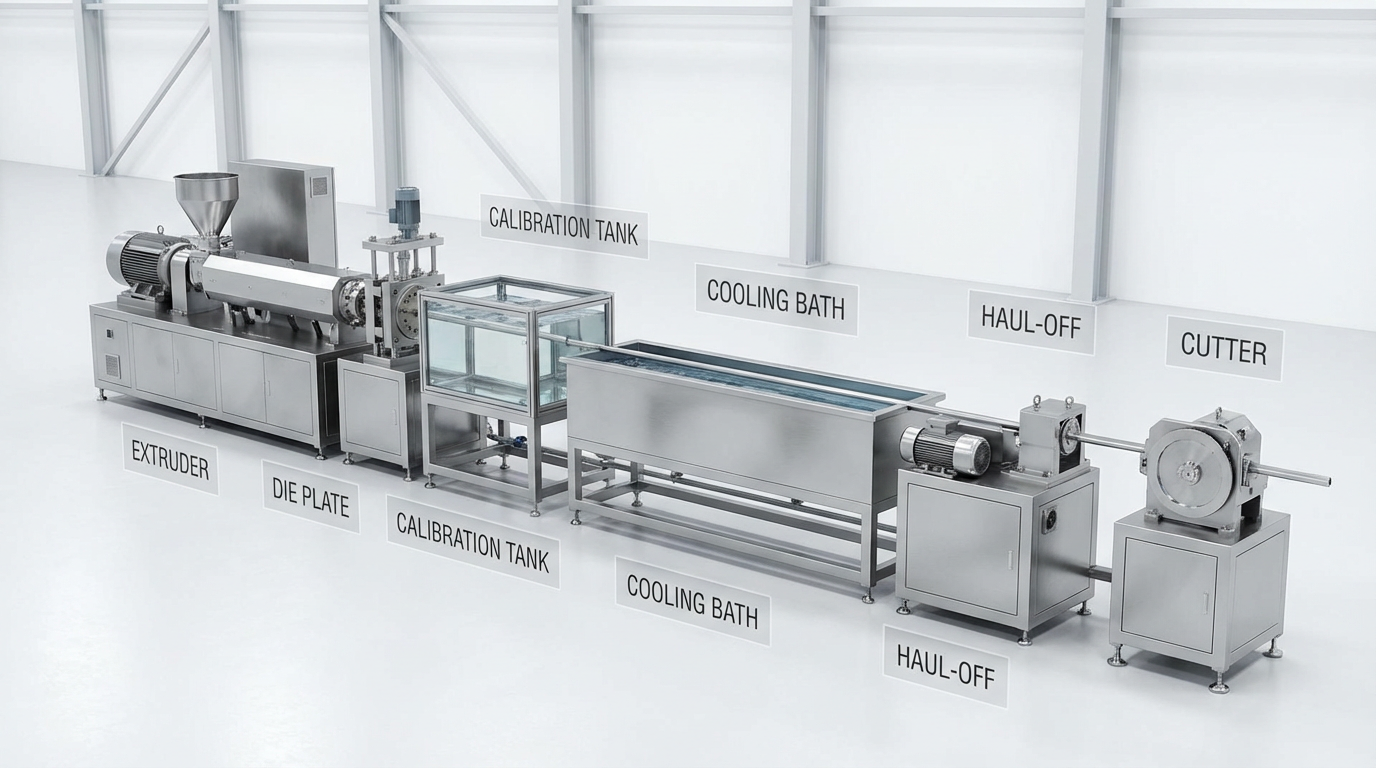
Комплексная линия экструзии профилей - это не одна машина, а интегрированная система специализированных компонентов, которые должны работать слаженно. Понимание каждого компонента помогает покупателям определить, где необходимо инвестировать в качество, а где можно сэкономить без ущерба для производительности.
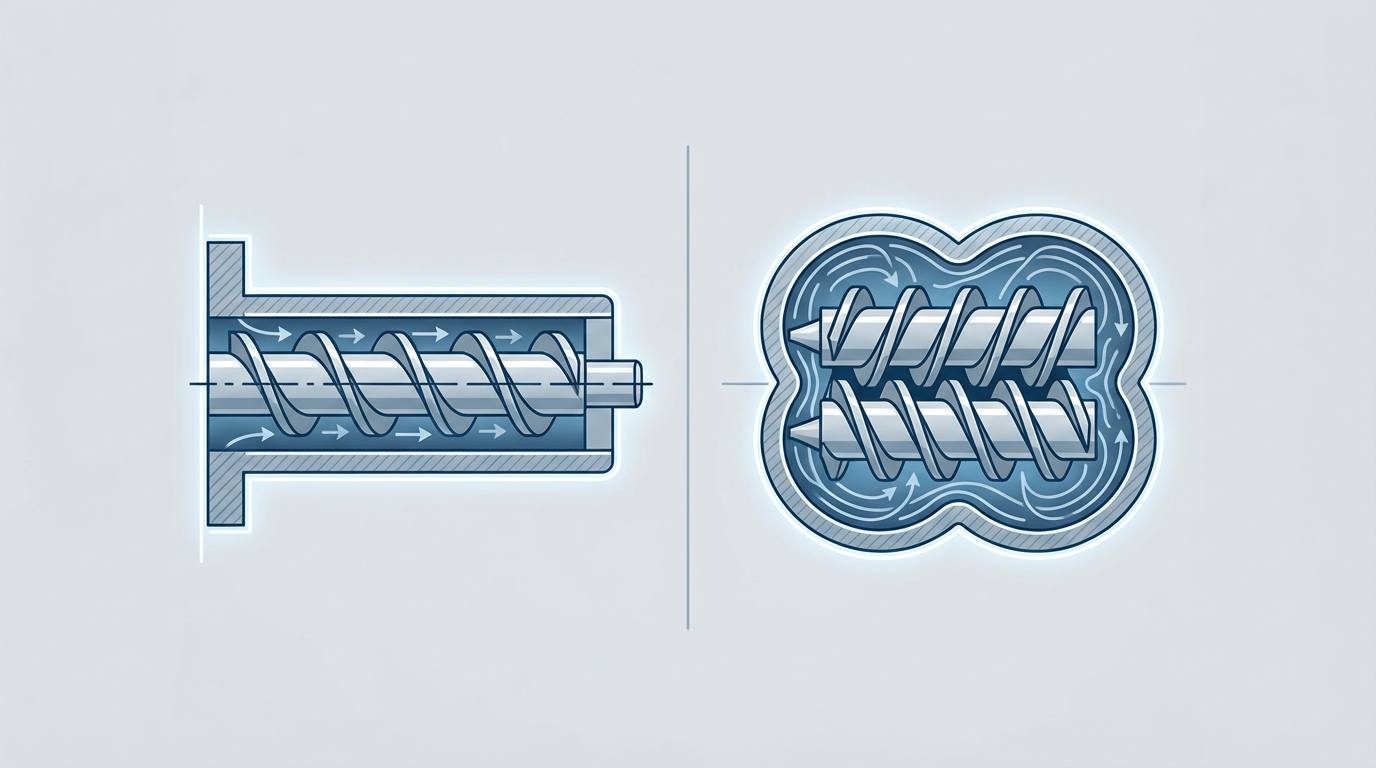
Экструдер - это сердце линии. Одношнековые экструдеры Они проще, дешевле и хорошо подходят для обработки предварительно скомпонованных материалов, таких как гранулы ПЭ, ПП и АБС. Двухшнековые экструдеры - В частности, двухшнековые конструкции с коническими шнеками, вращающимися во встречном направлении, отлично подходят для непосредственной переработки порошковых смесей ПВХ, обеспечивая превосходное перемешивание, дегазацию и температурный контроль. В 2026 году примерно 65% экструзионных линий по производству ПВХ-профилей в мире используют двухшнековые экструдеры, Согласно отраслевым данным Пластмассы сегодня.
Штамп определяет форму профиля и изготавливается на заказ для каждого изделия. Высококачественные штампы изготавливаются из закаленной инструментальной стали (часто H13 или эквивалентной) с полированными каналами. Хорошо спроектированная матрица может прослужить 5 - 10 лет при надлежащем уходе, хотя сложные профили с тонкими стенками или несколькими камерами требуют более частого осмотра.
В этом компоненте применяется внешний вакуум и водяное охлаждение для изменения размеров и затвердевания профиля. Резервуары обычно изготавливаются из нержавеющей стали и имеют регулируемые зоны вакуума. Для длинных профилей или толстых стенок можно последовательно установить несколько калибровочных резервуаров.
После первоначальной калибровки часто требуется дополнительное охлаждение для полного затвердевания сердцевины профиля. Охлаждающие баки с распылением или погружные ванны позволяют снизить температуру профиля до уровня, близкого к естественному, прежде чем он попадет на транспортировку.
Тяговое устройство обеспечивает тяговое усилие и контроль скорости, которые определяют размеры профиля и качество поверхности. Современные тянущие устройства с сервоприводом обеспечивают точность скорости в пределах плюс-минус 0,1%, что очень важно для соблюдения жестких допусков на высокоточных профилях.
В зависимости от материала и геометрии профиля системы резки включают планетарные пилы (для ПВХ), летучие пилы (для непрерывной резки без остановки линии) и гильотинные фрезы (для более мягких материалов). Встроенные системы пылеудаления и сбора стружки обеспечивают чистоту работы.
Централизованная система управления на базе ПЛК или HMI координирует работу всех компонентов линии. В 2026 году передовые линии будут оснащены сенсорными интерфейсами с возможностью хранения рецептов, мониторинга процесса в реальном времени и удаленной диагностики.
| Компонент | Основная функция | Основные характеристики, за которыми нужно следить |
|---|---|---|
| Экструдер | Плавление и транспортировка пластика | Диаметр винта, отношение L/D, мощность двигателя |
| Die | Формирование поперечного сечения профиля | Марка материала, конструкция проточного канала |
| Вакуумный калибровочный резервуар | Определение размеров и начальное охлаждение | Вакуумная емкость, длина резервуара |
| Охлаждающая ванна | Полное затвердевание | Температура охлаждающей воды, расход |
| Вывоз | Профиль тяги при постоянной скорости | Точность скорости, усилие зажима |
| Фреза | Резка профиля по длине | Точность резки, время цикла |
| Система управления | Координация и мониторинг линий | Бренд ПЛК, функции ЧМИ, возможности подключения IoT |
Не все машины для экструзии профилей одинаковы. Выбор подходящего типа зависит от целевого материала, сложности профиля, объема производства и бюджета. Здесь представлены четыре основные категории, доминирующие на рынке в 2026 году.
Одношнековые машины остаются "рабочей лошадкой" для переработки предварительно компаундированных термопластов, включая ПЭ, ПП, АБС и ПММА. Они отличаются более низкой ценой, простым обслуживанием и надежной работой при изготовлении профилей простой геометрии. Типичные диаметры шнеков варьируются от От 30 мм до 150 мм, С соотношением L/D от 25:1 до 36:1.
Лучше всего подходит для: Простые сплошные профили, кромочные ленты, кабельные каналы и декоративная отделка, изготовленные из предварительно спрессованных гранул.
Двухшнековые экструдеры с коническим вращением доминируют в экструзии ПВХ-профилей - крупнейшем сегменте рынка профилей. Их превосходная способность к смешиванию позволяет напрямую перерабатывать порошок сухой смеси ПВХ, устраняя необходимость в отдельном этапе компаундирования. Параллельно вращающиеся двухшнековые экструдеры используются для специальных компаундов и наполненных материалов.
Лучше всего подходит для: Оконные профили из ПВХ, дверные коробки, кабельные короба, профили для настилов из ДПК (древесно-полимерного композита) и любые другие изделия, требующие поточного компаундирования.
В линиях совместной экструзии используются два или более экструдеров, подающих материал в одну фильеру, для производства профилей с несколькими слоями материала. Частым примером является оконный профиль из ПВХ с атмосферостойким слоем ASA или PMMA для защиты от ультрафиолета. Соэкструзия повышает сложность и стоимость производства, но обеспечивает значительные преимущества в производительности.
Лучше всего подходит для: Многослойные профили, требующие различных свойств материала на поверхности и в сердцевине, например, цветные слои крышки, профили с переработанной сердцевиной и уплотнительные ленты soft-touch.
Эти специализированные станки производят профили очень малого сечения - часто с размерами менее 5 мм - для медицинских трубок, оптоволоконных кабелей и прецизионных промышленных применений. Они оснащены миниатюрными винтами, сверхточным температурным контролем и системами транспортировки с высоким разрешением.
Лучше всего подходит для: Медицинские катетеры, микротрубки, буферные трубки для оптического волокна и прецизионные уплотнительные прокладки.
Совет покупателю: Если вы планируете перерабатывать переработанный пластик наряду с первичным материалом, обратите внимание на двухшнековые экструдеры с улучшенными отверстиями для дегазации и фильтрации расплава. Такая конфигурация справляется с несоответствиями, присущими переработанному сырью, гораздо лучше, чем базовая одношнековая установка. Подробнее об экструзии вторичного сырья читайте в нашем руководстве оборудование для экструзии пластмасс.
Выбор материала - одно из первых решений в любом проекте экструзии профиля, и он напрямую влияет на конфигурацию машины, параметры обработки и характеристики конечного продукта. Вот материалы, которые будут доминировать в профильной экструзии в 2026 году.
На долю ПВХ приходится Наибольшая доля экструдированных профилей в мире - По оценкам, общий объем производства профилей составляет более 50%. Его популярность обусловлена отличной жесткостью, огнестойкостью, атмосферостойкостью и низкой стоимостью. Широко экструдируется как жесткий ПВХ (ПВХ) для оконных рам, так и гибкий ПВХ для уплотнительных лент. ПВХ обычно перерабатывается на конических двухшнековых экструдерах при температуре от 160 и 200 градусов Цельсия.
АБС обеспечивает высокий баланс ударопрочности, качества обработки поверхности и стабильности размеров. Он широко используется для отделки автомобилей, профилей бытовой техники и окантовки мебели. АБС хорошо обрабатывается на одношнековых экструдерах и требует предварительной сушки до содержания влаги менее 0,05%.
Оба полиолефина легкие, химически стойкие и экономически эффективные. Профили из полиэтилена используются для защиты кабелей, в сельском хозяйстве и для упаковки. ПП предпочтительнее для профилей, требующих повышенной термостойкости. Эти материалы легко экструдировать на одношнековых машинах, а переработанные марки ПЭ и ПП все чаще можно встретить в продаже. операции по гранулированию пластмасс.
Поликарбонатные профили обладают исключительной прозрачностью, ударопрочностью и термостойкостью. Области применения включают в себя крышки рассеивателей светодиодных ламп, каналы безопасного остекления и электронные корпуса. ПК требует более высоких температур обработки (около От 260 до 300 градусов Цельсия) и тщательной предварительной сушки.
ДПК сочетает древесное волокно или муку с термопластиком (обычно полиэтиленом или ПВХ) для создания профилей, которые имитируют внешний вид натурального дерева, обеспечивая при этом превосходную влагостойкость и долговечность. Экструзия профилей из ДПК была двузначный рост на рынках настилов и облицовки, что обусловлено тенденциями устойчивого развития. Для переработки ДПК требуются надежные двухшнековые экструдеры с высоким крутящим моментом.
| Материал | Типичная температура обработки | Рекомендуемый тип экструдера | Общие приложения |
|---|---|---|---|
| ПВХ (жесткий) | 160-200 C | Конический двухшнековый | Оконные рамы, кабельная канализация |
| ABS | 200-240 C | Одношнековый | Автомобильная отделка, мебельная кромка |
| PE | 160-230 C | Одношнековый | Кабелепровод, сельскохозяйственные профили |
| PP | 200-250 C | Одношнековый | Упаковочные профили, лабораторное оборудование |
| ПК | 260-300 C | Одновинтовой (вентилируемый) | Светодиодные рассеиватели, защитное остекление |
| ДПК | 160-190 C | Параллельный двухшнековый | Настилы, облицовка, ограждения |
Экструдированные пластиковые профили встречаются повсюду - часто там, где их сразу и не заметишь. Универсальность процесса экструзии в сочетании с широким ассортиментом доступных полимеров делает экструзию профилей актуальной практически для всех отраслей производства. Вот основные области применения, определяющие спрос в 2026 году.
Это самый крупный рынок для экструдированных профилей. Оконные и дверные системы из ПВХ, кабельные трубы, плинтусы, водосточные желоба, угловые защитные элементы и декоративные молдинги - все это производится методом экструзии профилей. Глобальное стремление к энергоэффективным зданиям повысило спрос на многокамерные изолированные оконные профили, которые требуют сложной технологии коэкструзии.
Производители автомобилей используют экструдированные профили для изготовления погодных уплотнителей, защитных накладок на дверные кромки, отделки приборной панели, кабельных каналов и вставок в бамперы. Переход на электромобили создает новый спрос на легкие экструдированные профили, которые заменяют более тяжелые металлические компоненты.
Обычно экструдируются кабелепроводы, магистрали для проводов, каналы для светодиодного освещения и корпуса разъемов. Постоянное расширение инфраструктуры центров обработки данных и установок возобновляемых источников энергии продолжает стимулировать спрос на огнестойкие профили для прокладки кабелей.
Экструзия профилей медицинского назначения позволяет производить трубки, компоненты катетеров, дренажные каналы и корпуса устройств из таких материалов, как медицинский ПВХ, ТПУ и силикон. В этом секторе требуются высочайшие уровни точности, чистоты и отслеживания материалов.
Окантовка кромок, отделка полок, профили ручек, направляющие для ящиков и декоративные планки массово производятся путем экструзии профилей. В 2026 году все более популярными будут варианты персонализации, включая текстуру поверхности, совместное нанесение цветов и отделку "под дерево".
Профили для теплиц, крышки ирригационных каналов, элементы ограждений и отделка вольеров для животных производятся методом экструзии с минимальными затратами. Устойчивые к ультрафиолетовому излучению составы из полиэтилена и полипропилена обеспечивают длительный срок службы на открытом воздухе.
2026 Тенденции развития отрасли: Согласно Grand View Research, Ожидается, что до 2030 года мировой рынок экструзии пластмасс будет расти с темпом CAGR 4,7%, а ведущими сегментами спроса станут строительство и автомобилестроение. Нормы экологической безопасности также подталкивают производителей к использованию профилей с содержанием вторичного сырья - эта тенденция напрямую влияет на технические характеристики оборудования и требования к обработке материалов.
Выбор неправильной экструзионной машины - дорогостоящая ошибка, на восстановление которой могут уйти годы. Мы видели, как предприятия вкладывают значительные средства в негабаритные линии, которые простаивают на мощности 40%, а другие приобретают бюджетные машины, которые не могут поддерживать допуски, необходимые их клиентам. Вот практический, основанный на опыте контрольный список для правильного выбора.
Прежде чем обращаться к производителю, задокументируйте эти характеристики:
Как уже говорилось ранее, для порошковых смесей ПВХ требуются двухшнековые экструдеры, в то время как предварительно компаундированные ПЭ, ПП и АБС хорошо работают на одношнековых машинах. Выбор неправильного типа экструдера для вашего материала приводит к низкому качеству расплава, избытку брака и сокращению срока службы оборудования.
Производительность экструдера в первую очередь зависит от диаметра шнека и мощности двигателя. Конический двухшнековый шнек диаметром 65 мм может обеспечить От 150 до 250 кг/час ПВХ, В то время как 92-миллиметровая машина может достигать 400+ кг/час. Рассчитывайте размер машины на прогнозируемый спрос в ближайшие 3-5 лет, а не только на сегодняшние заказы. Превышение размера на 20-30% обеспечивает запас роста без чрезмерных капитальных затрат.
Современные экструзионные линии имеют различную степень автоматизации:
Более высокая степень автоматизации снижает трудозатраты и повышает стабильность работы, но увеличивает первоначальные инвестиции. Для крупносерийных производств с жесткими допусками окупаемость автоматизации обычно составляет до 2 лет.
Энергия - одна из самых больших текущих затрат при экструзии. Ищите машины с высокоэффективными серводвигателями, инфракрасным или индукционным нагревом бочек и изолированными бочками. Современная энергоэффективная линия может потреблять 15-25% меньше электроэнергии по сравнению с традиционной конструкцией - экономия, которая значительно увеличивается в течение 15-20 лет эксплуатации машины.
Машина хороша лишь настолько, насколько хороша поддержка, стоящая за ней. Оцените:
Совет профессионала: Запросите рекомендации у существующих клиентов, работающих с машиной аналогичного профиля, которую вы рассматриваете. 30-минутная беседа с реальным пользователем даст больше информации о реальной производительности, чем любая рекламная брошюра.
Отрасль экструзии профилей быстро развивается, что обусловлено цифровизацией, требованиями устойчивого развития и спросом на более высокую точность при более низких эксплуатационных расходах. Вот технологические тенденции, определяющие развитие отрасли в 2026 году.
Искусственный интеллект превращается из шумихи в практический инструмент в экструзии. Алгоритмы искусственного интеллекта анализируют данные датчиков в реальном времени - давление расплава, температуру, скорость вытягивания, размеры профиля - и автоматически регулируют параметры процесса для поддержания оптимального качества. Первопроходцы сообщают уменьшение количества лома 30-50% и более быстрое время запуска при переключении между рецептами профилей.
Подключение к Интернету вещей позволяет руководителям предприятий и производителям оборудования следить за работой линии из любой точки мира. На приборных панелях отображаются показатели OEE (общая эффективность оборудования), потребление энергии на килограмм и предупреждения о необходимости профилактического обслуживания. Это особенно ценно для производителей, эксплуатирующих несколько экструзионных линий на разных предприятиях.
Серводвигатели в значительной степени заменили гидравлические и пневматические приводы в современных отбойных и раскройных устройствах. Преимущества включают Повышенная точность скорости, низкое энергопотребление, сокращение объема технического обслуживания и более тихая работа. Летающие пилы с сервоприводом позволяют выполнять резку без остановки линии, максимально увеличивая производительность.
Инфракрасные бочковые нагреватели и системы индукционного нагрева приходят на смену традиционным ленточным нагревателям сопротивления. Эти технологии обеспечивают более эффективную подачу тепла, сокращают время разогрева и обеспечивают более точный контроль температуры. В сочетании с изолирующими кожухами для бочек общее потребление энергии на обогрев может снизиться на 20-40%.
Благодаря законодательству о расширенной ответственности производителя (EPR) и целям циркулярной экономики все больше производителей профилей включают в свои изделия вторичное сырье, полученное после потребления и после промышленной переработки. Современные экструзионные линии обеспечивают это за счет усиленной фильтрации расплава, многоступенчатой дегазации и систем совместной экструзии, которые помещают переработанный материал в сердцевину, сохраняя при этом поверхностный слой первичного качества. Понимание полный процесс экструзии пластмасс очень важна для оптимизации интеграции переработанного содержимого.
Цифровое двойное моделирование позволяет инженерам виртуально смоделировать весь процесс экструзии, прежде чем резать сталь для новой фильеры или вводить в эксплуатацию новую линию. Это сокращает время и стоимость разработки фильеры, сводит к минимуму количество проб и ошибок на производстве и ускоряет выход на рынок новых конструкций профилей.
Качество вашей экструзионной машины во многом зависит от производителя. В 2026 году на рынке будут представлены известные европейские бренды, конкурентоспособные китайские производители и специализированные нишевые игроки. Вот как их оценить.
Несколько производителей создали прочную репутацию благодаря технологии экструзии профилей:
Помимо узнаваемости бренда, используйте эти критерии для составления короткого списка:
Для более широкого обзора ведущих поставщиков оборудования на китайском рынке, наш обзор верхние пластиковые переработки машины производителей в Китае содержит дополнительную информацию о компаниях, которые также предлагают решения для экструзии профилей.
Информация для покупателей: По нашему опыту, “лучший” производитель не всегда самый дорогой. Мы видели, как китайские производители среднего ценового диапазона выпускали отличные машины, когда покупатель четко определял требования и проводил тщательный аудит завода. Главное - соотнести сильные стороны производителя с вашими конкретными производственными потребностями, а не просто гнаться за престижем бренда.
Цены на машины для экструзии пластиковых профилей сильно различаются в зависимости от конфигурации, производительности, уровня автоматизации и производителя. Понимание ценовой ситуации поможет вам точно составить бюджет и избежать переплат или недоинвестирования.
| Категория машины | Типичный диапазон цен (USD) | Выходная мощность |
|---|---|---|
| Небольшая одношнековая линия (30-45 мм) | $25,000 - $60,000 | 20-80 кг/час |
| Одношнековая линия среднего класса (50-75 мм) | $60,000 - $150,000 | 80-200 кг/час |
| Коническая двухшнековая линия ПВХ (55-65 мм) | $80,000 - $200,000 | 150-300 кг/час |
| Большая двухшнековая линия ПВХ (80-92 мм) | $180,000 - $400,000 | 300-600 кг/час |
| Система совместной экструзии (2-3 экструдера) | $200,000 - $600,000+ | Зависит от конфигурации |
| Линия экструзии микропрофиля | $50,000 - $180,000 | 5-50 кг/час |
Примечание: Эти цены отражают всю технологическую линию (экструдер, фильера, калибровка, охлаждение, транспортировка, резак и система управления). Оснастка для фильеры часто указывается отдельно и может составлять от $3,000 - $30,000+ в зависимости от сложности профиля.
Цена покупки - это только часть уравнения. Умные покупатели оценивают совокупная стоимость владения (TCO) в течение всего ожидаемого срока службы машины:
Совет по экономии: Рассмотрите машины, предназначенные для переработки вторичного пластикового сырья наряду с первичным материалом. Разница в цене между первичными и качественными переработанными гранулами может составлять 30-50%, Это позволяет существенно экономить сырье. Проверьте экономика переработанного пластика чтобы понять финансовые возможности.
Даже на хорошо настроенных экструзионных линиях возникают проблемы. Знание того, как быстро диагностировать и устранять общие проблемы, сводит к минимуму время простоя, брак и жалобы клиентов. Вот наиболее часто встречающиеся дефекты экструзии профилей и их практические решения.
Возможные причины:
Решения: Увеличьте температуру бочки в зоне дозирования на 5-10 градусов Цельсия. Проверьте уровень влажности сырья и при необходимости добавьте предварительную сушку. Осмотрите и отполируйте проточные поверхности фильеры. Установите или модернизируйте пакет сит для расплава.
Возможные причины:
Решения: Отрегулируйте дроссели или дроссельные заслонки, чтобы сбалансировать поток материала. Проверьте и откалибруйте нагреватели бочки и зоны фильеры. Отрегулируйте калибровочные рукава и вакуумный резервуар. Проверьте работу сервопривода отвода и состояние ремня/колодки.
Возможные причины:
Решения: Повысьте температуру расплава, чтобы снизить эластичность. Уменьшите скорость вращения шнека, чтобы снизить скорость сдвига. Используйте фильеру с большей длиной поверхности. Отрегулируйте калибровку вакуума, чтобы компенсировать разбухание.
Возможные причины:
Решения: Оптимизируйте распределение охлаждающей воды в калибровочном резервуаре. Увеличьте длину калибровки, чтобы обеспечить полное затвердевание. Проверьте выравнивание и давление транспортировочной ленты. Для асимметричных профилей рассмотрите возможность постэкструзионного отжига.
Возможные причины:
Решения: Откалибруйте систему гравиметрического дозирования. Немного увеличьте скорость вращения шнека для улучшения смешивания (при этом контролируйте температуру расплава). Убедитесь в стабильности температуры во всех зонах бочки. Проводите тщательную продувку между сменой цвета.
Лучшая практика по устранению неполадок: При диагностике проблем экструзии изменяйте только одну переменную за раз. Одновременная регулировка нескольких параметров делает невозможным выявление первопричины и часто приводит к возникновению новых проблем.
Хорошо обслуживаемая линия экструзии профилей может работать продуктивно в течение 15-25 лет. С другой стороны, небрежно эксплуатируемые машины страдают от снижения качества продукции, растущего потребления энергии и, в конечном счете, катастрофических отказов, которые могут стоить десятки тысяч долларов на аварийный ремонт и потерю производства.
| Компонент | Обычная продолжительность жизни | Сменный индикатор |
|---|---|---|
| Винт и ствол | 3-7 лет (зависит от материала) | Падение производительности, повышенное потребление энергии |
| Нагревательные ленты | 2-4 года | Отклонение сопротивления, горячие точки |
| Термопары | 1-2 года | Медленный отклик, дрейф чтения |
| Отводящие ремни/площадки | 6-12 месяцев | Видимый износ, скольжение, маркировка на профиле |
| Лопатки вакуумного насоса | 1-2 года | Снижение уровня вакуума |
| Масло для коробки передач | Годовое изменение | Результаты анализа масла |
Maintenance Insight: Мы обнаружили, что объекты с документированными графиками технического обслуживания и обученными операторами неизменно достигают 20-30% увеличивает срок службы оборудования и 40-60% сокращение количества незапланированных остановок по сравнению с теми, кто работает по принципу “чини, когда сломается”. Первоначальные инвестиции в профилактическое обслуживание окупаются многократно.
В обоих процессах используются экструдеры для проталкивания расплавленного пластика через фильеру, но ключевые различия заключаются в конструкции фильеры и последующего оборудования. Экструзия труб Производит круглые, обычно полые сечения, используя кольцевые штампы с внутренними оправками и определяя размеры с помощью внешнего вакуума или внутреннего давления. Экструзия профилей Производство некруглых, часто сложных сечений, в том числе неправильной формы с несколькими камерами, каналами и различной толщиной стенок, с использованием плоских или фасонных фильер с вакуумной калибровкой размеров. Экструзия профилей обычно требует более сложной конструкции фильеры и калибровочной оснастки из-за геометрической сложности.
Да, один экструдер может производить различные профили путем замены фильеры и калибровочной оснастки. Это стандартная практика большинства предприятий по экструзии профилей. Однако каждая смена фильеры требует периода настройки - обычно От 1 до 4 часов в зависимости от сложности профиля - для установки фильеры, стабилизации температуры и оптимизации процесса. Сам экструдер, оттяжка и резак, как правило, универсальны, в то время как фильера и калибровочные инструменты зависят от конкретного профиля.
Скорость производства варьируется в широких пределах в зависимости от размера профиля, материала и толщины стенки. Типичные диапазоны включают:
Производительность в килограммах в час часто является более значимой метрикой, чем скорость линии, поскольку она учитывает вес профиля на метр.
Хорошо изготовленная экструзионная матрица из качественной инструментальной стали (H13 или эквивалент) может прослужить 5 - 10 лет в непрерывном производстве при надлежащем обслуживании. К факторам, сокращающим срок службы штампа, относятся обработка абразивных материалов (стекловолокно, минеральные наполнители), работа при слишком высоких температурах и недостаточная очистка. Регулярная полировка и осмотр могут значительно продлить срок службы штампа.
Безусловно. Современные линии экструзии профилей могут эффективно перерабатывать вторичные пластмассы при условии, что машина оснащена соответствующей фильтрацией расплава, возможностью дегазации, а сырье должным образом подготовлено (промыто, высушено и гранулировано). Технология совместной экструзии позволяет производителям использовать переработанный материал в сердцевине профиля, сохраняя при этом поверхность первичного качества, что позволяет достичь как целей устойчивого развития, так и стандартов качества продукции.
Большинство производителей штампов не устанавливают минимальную партию для заказных штампов - вы можете заказать один штамп для нового дизайна профиля. Однако стоимость штампа (обычно $3,000 - $30,000+) должны амортизироваться в зависимости от объема производства, поэтому очень малое количество профилей может быть экономически нецелесообразным, если только цена продажи одной единицы не поддерживает инвестиции в оснастку.
Покупка экструзионной машины для производства пластиковых профилей - одна из наиболее значимых капитальных инвестиций, которую может сделать производитель пластмасс. Выбранная вами машина определит ваши производственные возможности, потолок качества продукции, эксплуатационные расходы и конкурентное позиционирование на ближайшее десятилетие или более.
Вот основные выводы из этого руководства:
В 2026 году экструзия профилей будет предлагать больше возможностей, более совершенные технологии и более тесную интеграцию с экологической безопасностью, чем когда-либо прежде. Независимо от того, производите ли вы оконные системы из ПВХ, автомобильную отделку, медицинские трубки или настил из ДПК, правильное оборудование - правильно подобранное, хорошо обслуживаемое и квалифицированно эксплуатируемое - обеспечит надежную прибыль на долгие годы.
Готовы сделать следующий шаг? Прежде чем принять окончательное решение, запросите подробные предложения как минимум у трех квалифицированных производителей, укажите точные требования к профилю и материалу и организуйте посещение завода или видеодемонстрацию. Если вы изучаете оборудование, которое также поддерживает переработку вторичного пластика, наше руководство по оборудованию для переработки пластмасс содержит дополнительные сведения, которые помогут вам создать устойчивую и прибыльную производственную линию.


