Внесите некоторые изменения в окружающую среду
Купленная вами машина не только принесет вам прибыль, но и косвенно изменит окружающую среду и даст отходам пластика шанс быть использованными.

Внесите некоторые изменения в окружающую среду

В прошлом году я помогал вьетнамскому производителю среднего размера заменить устаревшую линию по производству труб из ПВХ. Им предлагали машины от $18 000 до $380 000, а спецификации были похожи на алфавитный суп. Соотношения L/D шнеков, конические и параллельные сдвоенные конфигурации, кривые крутящего момента сервоприводов - в общем, полный беспорядок. После трех недель посещений заводов и испытаний мы остановились на установке, которая увеличила производительность на 40% при снижении затрат на электроэнергию почти на четверть. Этот опыт, а также около десяти лет работы с экструзионным оборудованием в Азии и Европе - вот что я вложил в это руководство.
Экструдер для производства ПВХ-пластика - это специализированное оборудование, которое плавит, смешивает и формует поливинилхлоридную смолу в непрерывные профили - трубы, оконные рамы, кабельную изоляцию, листы и многое другое - путем продавливания материала через фильеру под контролируемым теплом и давлением. Если вы оцениваете экструдеры ПВХ в 2026 году, это руководство охватывает все типы, технические характеристики, ценовые ориентиры и критерии выбора, необходимые для принятия уверенного решения.
Если отбросить жаргонные словечки, то экструдер для производства ПВХ-пластика - это, по сути, очень точная, очень горячая машина для изготовления сосисок из пластика. Вы подаете жесткий или гибкий ПВХ-композит в один конец - обычно в виде порошка сухой смеси или готовых гранул - и машина расплавляет его, смешивает в однородный расплав, а затем проталкивает его через фигурное отверстие (фильеру) для создания непрерывного продукта с фиксированным поперечным сечением.
Это может быть водопроводная труба, оконный профиль, оболочка кабеля, медицинская трубка или лист напольного покрытия. Поперечное сечение полностью определяется конструкцией фильеры, поэтому на одной экструдерной платформе можно производить совершенно разные конечные продукты, просто поменяв местами оснастку на передней панели.
Что делает экструзию ПВХ разные от экструзии полиэтилена или полипропилена является сам материал. ПВХ термочувствителен. Он начинает разрушаться при температуре, близкой к его технологическому окну - примерно 170-210 градусов Цельсия в зависимости от состава. Если поднять температуру слишком высоко или дать материалу пролежать слишком долго, вы получите выделение соляной кислоты, обесцвечивание и хрупкий продукт. Именно поэтому экструдеры для ПВХ требуют более жесткого термоконтроля, особой геометрии шнеков и зачастую коррозионностойкой металлургии по сравнению с машинами общего назначения.
Основная функция сводится к одновременному выполнению четырех действий: транспортировка сырьем вперед, плавление он за счет комбинации внешних нагревателей и внутреннего трения сдвига, смешивание для обеспечения равномерного распределения температуры и добавок, а также нагнетание достаточно, чтобы пропустить его через фильеру с постоянной скоростью. Правильно выполните все четыре условия, и вы получите хороший продукт. Ошибитесь в любом из них, и вы получите брак, простои или, что еще хуже, бочку, полную деградированного ПВХ, на очистку которой уйдут часы.
Я видел, как операторы, годами работавшие на линиях из полиэтилена, испытывали трудности при переходе на ПВХ. Этот материал просто не прощает небрежного температурного контроля, как это делают полиолефины. Это самая важная вещь, которую необходимо понять, прежде чем вы начнете покупать экструдер для ПВХ.
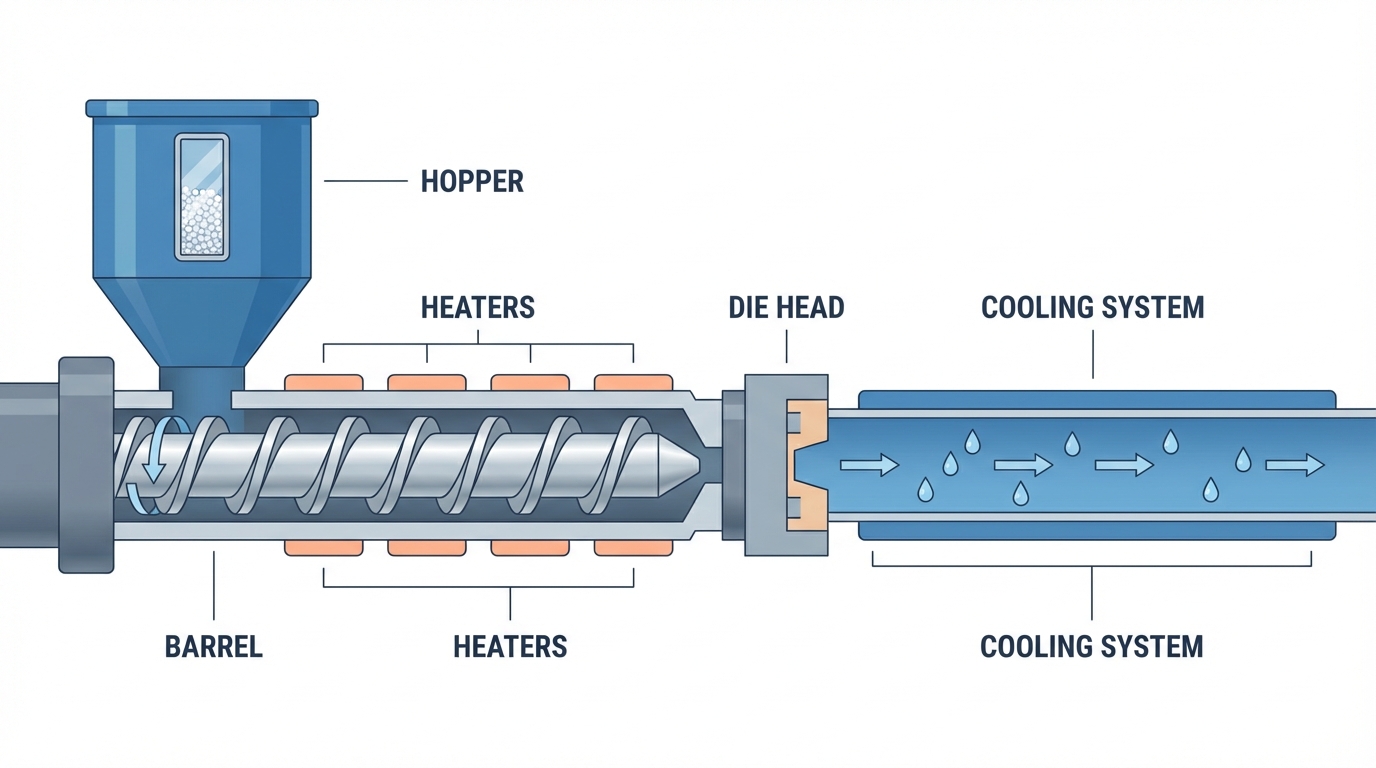
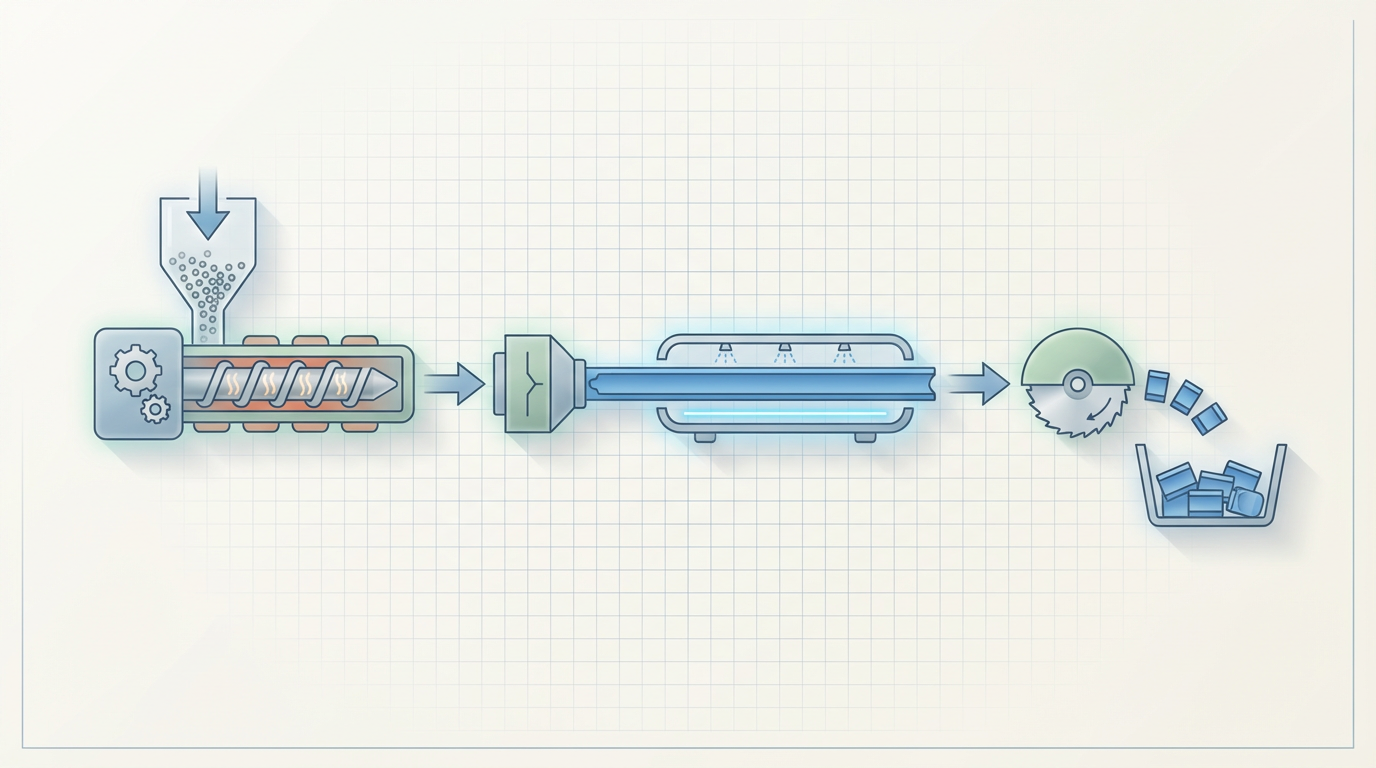
Я обнаружил, что большинство покупателей понимают экструзию концептуально, но нечетко представляют себе детали, которые действительно важны для выбора машины. Итак, вот процесс, разбитый на этапы, которые происходят внутри машины (и сразу после нее).
ПВХ редко поступает в экструдер в виде чистой смолы. Он поступает в виде сухой смеси - ПВХ-смола, смешанная со стабилизаторами, смазками, наполнителями (например, карбонатом кальция), пигментами и иногда модификаторами ударной вязкости. Такое смешивание обычно происходит в высокоскоростном смесителе перед экструдером.
Смешанный порошок попадает в бункер экструдера, который под действием силы тяжести подает его в ствол. В некоторых системах используется принудительный дозатор или система объемного/гравиметрического дозирования для более точного контроля. Если вы перерабатываете гранулированный ПВХ-компаунд вместо сухой смеси, подача упрощается, но теряется некоторая гибкость рецептуры.
Именно здесь происходит волшебство - и инженерная задача. Вращающийся шнек (или шнеки, в двухшнековой машине) захватывает порошок и толкает его вперед по стволу. По мере движения материал сталкивается со все более высокими температурами от внешних нагревателей ствола и возрастающим давлением от геометрии шнека.
Вот та часть, которую большинство людей пропускают: Примерно 60-80% тепла, которое плавит ПВХ, происходит от сдвига при трении, а не от нагревателей в бочках. Нагреватели служат скорее для тонкой настройки и поддержания температурных зон. Конструкция шнека - его глубина, шаг и степень сжатия - определяет, насколько сильно сдвигается материал. Слишком сильный сдвиг приводит к чрезмерному нагреву и разрушению ПВХ. Слишком мало - и в продукт попадают нерасплавленные частицы.
В типичной бочке есть три функциональные зоны:
Для жесткого ПВХ тщательное перемешивание особенно важно, поскольку сухая смесь содержит множество добавок, которые должны быть равномерно распределены. Двухшнековые экструдеры здесь превосходят всех, поскольку их конструкция с перекрещивающимися шнеками создает интенсивное распределительное и дисперсионное смешивание. Одношнековые машины иногда дополняют смесительными элементами - например, смесителями Мэддока или штифтовыми смесительными секциями - чтобы компенсировать это.
Плохое смешивание проявляется в виде разводов, неравномерного цвета, несоответствующей толщины стенок или слабых мест в конечном продукте. Однажды я проследил, как партия неудачных ПВХ-труб оказалась связана с изношенной смесительной секцией, которая потеряла 0,3 мм зазора. Маленькое число, большие последствия.
Однородный расплав под давлением выходит из бочки и попадает в головку фильеры. Штамп - это прецизионный стальной инструмент, который придает расплаву нужное сечение. Для труб это кольцевая матрица с дорном в центре. Для профиля это сложная многоканальная матрица, на разработку и изготовление которой могут уйти недели.
Конструкция фильеры - это отдельная специфика. Каналы потока должны обеспечивать равномерную скорость по всему сечению - в противном случае вы получите утолщенные стенки с одной стороны, деформированные профили или дефекты поверхности. Большинство известных производителей экструдеров либо изготавливают собственные фильеры, либо тесно сотрудничают со специализированными производителями фильер.
Экструдат выходит из фильеры мягким и горячим. Дальнейшие действия зависят от вида продукции:
После охлаждения устройство транспортировки (съемник) поддерживает постоянную скорость линии, а резак или пила отрезает продукт по длине. Вся последующая секция - калибратор, охлаждающий бак, отвод, резак - так же важна, как и сам экструдер. Я видел, как совершенно хорошие экструдеры производили мусор из-за несоответствия или плохого обслуживания последующего оборудования.
Понимание всего процесса очень важно, когда вы изучение процесса экструзии пластмасс впервые, потому что экструдер - это только одна часть полной производственной линии.
Зайдите на любую выставку пластмасс в 2026 году, и вы увидите три основные архитектуры экструдеров, конкурирующих за применение ПВХ. Каждая из них имеет свою индивидуальность, и выбор неправильной - дорогостоящая ошибка, которую я не раз наблюдал у компаний.
Рабочая лошадка. Один винт, вращающийся внутри одного ствола. Простой, надежный, относительно доступный. Для ПВХ одношнековые машины хорошо подходят, если вы перерабатываете предварительно компаундированные гранулы (не сухую смесь) и продукт не требует интенсивного перемешивания - например, гибкое ПВХ-покрытие для кабелей, простые трубки или пленка.
Ограничение? Одинарные шнеки - посредственные смесители. Для перемещения материала они полагаются в основном на поток сопротивления, и их возможности смешивания ограничены, если не добавить специализированные смесительные элементы. При производстве сухой смеси из жесткого ПВХ - а это большая часть производства труб и профилей из ПВХ - одношнековые машины с трудом достигают качества смешивания, которое без труда обеспечивают двухшнековые.
Однако современные одношнековые конструкции с барьерными рейсами и оптимизированными коэффициентами сжатия несколько сократили разрыв. А для предприятий, перерабатывающих предварительно гранулированный ПВХ-компаунд, хорошо сконструированный одношнековый экструдер может стать наиболее экономически выгодным вариантом.
Именно здесь производится 80%+ труб и профилей из жесткого ПВХ во всем мире. В двухшнековых экструдерах используются два перекрещивающихся шнека, которые обеспечивают принудительное нагнетание, отличное перемешивание и бережную, но тщательную обработку материала.
Конические двухшнековые экструдеры Шнеки сужаются от большого диаметра на подающем конце к меньшему диаметру на разгрузочном конце. Такая конструкция естественным образом создает сжатие без агрессивного сдвига - идеальное решение для термочувствительного ПВХ. Они являются доминирующим выбором для жестких ПВХ-труб (диаметром 16-630 мм), оконных профилей и других подобных изделий. Европейские производители, такие как KraussMaffei и Battenfeld-Cincinnati, построили свою репутацию на конической двухшнековой технологии.
Параллельные двухшнековые экструдеры имеют шнеки одинакового диаметра по всей длине. Они обеспечивают большую гибкость в конфигурации шнековых элементов (можно менять местами отдельные элементы), что делает их универсальными для различных рецептур и продуктов. Они находят все большее применение в производстве ПВХ-компаундов, ДПК (древесно-полимерных композитов) и в тех областях, где часто меняются рецептуры.
Краткое эмпирическое правило: если вы производите один тип изделий из жесткого ПВХ в больших объемах, выбирайте коническую форму. Если вам нужна гибкость в работе с несколькими рецептурами или продуктами, параллельный двухшнековый шнек даст вам больше возможностей для игры.
Это специалисты. Планетарный экструдер имеет центральный шпиндель, окруженный множеством (6-12) меньших планетарных шнеков, которые вращаются вокруг него внутри бочки с внутренними зубьями. В результате достигается исключительное перемешивание и теплообмен при очень низком напряжении сдвига.
Для линий каландрирования ПВХ (производство жестких листов и напольных покрытий) планетарным экструдерам нет равных. Они могут перерабатывать ПВХ при более низких температурах, чем двухшнековые, что означает меньшую термическую деградацию и лучшую оптическую прозрачность. Но они дороги, сложны в обслуживании и не подходят для производства стандартных труб или профилей.
Я рекомендовал планетарные экструдеры только клиентам, производящим высококлассные ПВХ-листы или пленки, где качество и прозрачность поверхности не подлежат обсуждению. Для всего остального оптимальным вариантом является двухшнековый экструдер.

Этот вопрос мне задают чаще всего, и ответ на него более тонкий, чем можно предположить из большинства рекламных брошюр. Вот честное сравнение, основанное на том, что я видел в реальных производственных условиях, а не в лабораторных.
| Характеристика | Одношнековый экструдер | Двухшнековый экструдер (конический/параллельный) |
|---|---|---|
| Возможность смешивания | Умеренная; требуются дополнительные смесители для сухой смеси | Превосходное качество; перекрещивающиеся шнеки обеспечивают тщательное распределение и дисперсное смешивание |
| Материал подачи | Лучше всего использовать готовые гранулы | Непосредственная работа с сухими смесями - экономия времени и средств на компаундирование |
| Скорость выхода (типичная) | 50-500 кг/час в зависимости от размера | 100-1500+ кг/час; коническая верхняя часть ниже, чем у больших параллельных моделей |
| Тепловой контроль | Допустимо; повышенный сдвиг может привести к образованию горячих точек | Превосходное качество; положительное перемещение означает меньшую зависимость от тепла сдвига |
| Энергоэффективность | 0,25-0,35 кВтч/кг для ПВХ | 0,18-0,28 кВтч/кг для ПВХ (15-25% ниже) |
| Капитальные затраты | 30-50% ниже, чем у эквивалентных двухшнековых | Более высокая первоначальная стоимость, но более низкая стоимость обработки одного килограмма при масштабировании |
| Сложность обслуживания | Проще; один винт, меньше изнашиваемых деталей | Более сложный; два винта, редуктор требует специализированного обслуживания |
| Лучшее применение ПВХ | Гибкий ПВХ, кабельное покрытие, простые трубки, пленка | Жесткие ПВХ трубы, профили, сайдинг, ограждения, жесткие листы |
| Самоочищающийся | Нет; материал может застаиваться в мертвых зонах | Да (совместное вращение); конструкция с чередованием минимизирует мертвые зоны |
Вот что не отражено в этой таблице: реальная разница в стоимости заключается не в цене машины, а в этапе компаундирования. Если вы покупаете одношнековый экструдер для жесткого ПВХ, вам почти наверняка придется покупать предварительно компаундированные гранулы или инвестировать в отдельную линию компаундирования. Эта надбавка за гранулы добавляет $50-150 за тонну к стоимости материала в зависимости от региона и рецептуры. Двухшнековый экструдер перерабатывает сухую смесь напрямую, полностью исключая эти расходы.
Я провел расчеты для клиента в Египте, производящего 200-миллиметровые трубы из ПВХ со скоростью 800 кг/час. Двухшнековый экструдер стоил на $85 000 больше, чем одношнековый. Но сухая обработка сэкономила примерно $80/тонна материала. При их объеме производства двухшнековый экструдер окупился менее чем за 7 месяцев. После этого они стали получать чистую прибыль.
Исключение? Небольшие объемы производства или те, кто уже покупает гранулированный компаунд по другим причинам. В этих случаях хорошая одношнековая машина - возможно, в паре с пластиковый гранулятор для повторного измельчения - может стать более разумным вложением средств.

ПВХ - третий по объему производства пластиковый полимер в мире, а экструзия является основным методом его переработки. Ассортимент продукции, выходящей с экструзионных линий ПВХ, поистине поражает воображение, если начать его перечислять.
Это очень важно. Трубы из ПВХ для водоснабжения, дренажа, канализации, ирригации и электропроводки представляют собой самую большую область применения экструзии ПВХ во всем мире. Рынок огромен - мировой рынок труб из ПВХ оценивается в более чем $60 миллиардов в 2024 году и продолжает расти благодаря развитию инфраструктуры в Азии, Африке и Латинской Америке.
Для экструзии труб используются преимущественно конические двухшнековые экструдеры диаметром от 16 мм до 800 мм и более. Для труб большего диаметра (630 мм и выше) иногда используются параллельные двухшнековые машины, обеспечивающие более высокую производительность.
Если вы когда-нибудь внимательно рассматривали оконную раму из ПВХ, то видели внутри сложные полые камеры. Эти многокамерные профили экструдируются на двухшнековых линиях с использованием невероятно точных фильер и калибровочной оснастки. Экструзия профилей требует самых жестких допусков на размеры среди всех видов ПВХ - стандартное отклонение толщины стенок +/- 0,1 мм.
Для тех, кто изучает этот сегмент, наш Руководство покупателя экструзионной машины для производства пластиковых профилей углубляется в специфические требования.
Гибкий ПВХ компаунд покрывает электрические провода и кабели со скоростью до 600 метров в минуту на высокоскоростных одношнековых экструдерах. Это одна из областей, где одношнековые машины доминируют, поскольку материалом являются предварительно компаундированные гранулы гибкого ПВХ, и ключевым требованием является скорость и концентричность, а не смешивание.
Медицинские трубки из ПВХ - капельницы, мешки для крови, дыхательные трубки - требуют пищевого/медицинского класса компаунда и условий экструзии в чистом помещении. Как правило, это небольшие одно- или двухшнековые экструдеры с контактными поверхностями из нержавеющей стали и сверхточным контролем размеров.
Жесткие листы ПВХ для термоформовки, прозрачная упаковочная пленка и роскошная виниловая плитка (LVT) - все они производятся на экструзионных линиях. В последние годы производство напольных покрытий LVT переживает бурный рост, и для этого используются специализированные двухшнековые или планетарные экструдеры, подающие материал в штабели каландровых валов.
В этом году два направления набирают обороты. Первое, Древесно-пластиковые композиты (ДПК) на основе ПВХ для настилов и облицовки, для которых требуются параллельные двухшнековые экструдеры, способные выдерживать высокую нагрузку наполнителя. Во-вторых, переработка вторичного ПВХ - Благодаря ужесточению законодательства в Европе и росту спрос на оборудование для переработки пластика которые могут обрабатывать отходы ПВХ после потребителя.
Когда вы читаете спецификацию экструдера ПВХ, некоторые цифры имеют большое значение, а другие - по сути, маркетинговый пустяк. Оценив десятки машин для клиентов, вот характеристики, на которые я действительно обращаю внимание - и почему.
L/D Ratio (отношение длины к диаметру): Это длина шнека, деленная на его диаметр. Для двухшнековых экструдеров ПВХ типичное соотношение L/D составляет от 20:1 до 28:1. Большее L/D обеспечивает большее время пребывания и смешивания, но также и большее тепловое воздействие. Для сухих смесей из жесткого ПВХ оптимальным является соотношение 22:1 - 25:1. Если вы превысите 28:1, вы рискуете получить термическую деградацию.
Степень сжатия: Отношение глубины пролета зоны подачи к глубине пролета зоны дозирования. Для ПВХ типичны коэффициенты сжатия от 2,0:1 до 2,5:1. Более высокое сжатие означает больший сдвиг - хорошо для гибкого ПВХ, рискованно для жестких составов.
Винтовая металлургия: В процессе обработки ПВХ выделяет соляную кислоту, которая вызывает коррозию. В качественных шнеках используется азотированная сталь (минимум), биметаллические вкладыши, а в машинах премиум-класса - инструментальная сталь со специальными покрытиями. Дешевые шнеки быстро изнашиваются и загрязняют ваш продукт. Это одна из областей, где я никогда не рекомендую сокращать расходы.
Бочка разделена на несколько независимо контролируемых температурных зон - обычно 4-8 зон для экструдера ПВХ. Каждая зона имеет нагреватели (керамическая лента или литой алюминий) и часто воздушное или водяное охлаждение. Возможность охлаждения отдельных зон очень важна для ПВХ, поскольку выделяемое при сдвиге тепло может легко превысить заданную температуру.
Ищите машины с ПИД-регуляторы температуры на каждой зоне с точностью +/- 1 градус С. В более дешевых машинах используется управление включением/выключением, что создает температурные колебания, которые проявляются в виде несоответствий в вашем продукте.
Двигатель и редуктор приводят в движение винт(ы). Основные характеристики:
Штамп преобразует круглый поток расплава из бочки в форму изделия. Для труб это относительно просто. Для профилей фильеры могут иметь более 20 каналов и стоить $10,000-50,000 каждая. Фильера должна быть разработана специально для рецептуры ПВХ и целевых размеров изделия.
Один момент, который я всегда проверяю: есть ли у штампа регулируемые болты или гибкие губы? Они позволяют точно настроить распределение толщины стенок без снятия матрицы. Это экономит огромное количество времени при запуске и смене продукции.
Современные экструдеры ПВХ в 2026 году должны иметь управление на базе ПЛК с сенсорным экраном HMI (human-machine interface). Система управления управляет температурными зонами, скоростью шнека, давлением расплава и часто интегрируется с последующим оборудованием. Системы премиум-класса включают в себя хранение рецептов (чтобы можно было вызвать настройки для разных продуктов), регистрацию данных и возможность удаленного мониторинга.
Не стоит недооценивать систему управления. Я видел, как два одинаковых экструдера одного и того же производителя работали совершенно по-разному, потому что один имел хорошо настроенную систему управления, а другой работал на базовой системе управления с плохой настройкой ПИД.
Итак, это раздел, в котором я зарабатываю. Это не общие советы по покупке - это конкретные вещи, на которые я обращаю внимание, когда помогаю клиентам потратить от $50 000 до $500 000 на оборудование для экструзии ПВХ.
Звучит очевидно. Но это не так. Я не могу сосчитать, сколько покупателей начинают с вопроса “какой экструдер лучше?”, не определив четко, что им нужно производить, в каком объеме и при каком стандарте качества.
Запишите: тип продукта, размеры (диаметр, толщина стенок, геометрия профиля), целевую производительность в кг/час, требуемую скорость линии в м/мин и дневные/месячные производственные задачи. Затем добавьте запас в 20-30%. Постоянная работа экструдера на мощности 100% - это рецепт ускоренного износа и проблем с качеством.
Если вы перерабатываете сухую смесь из жесткого ПВХ для труб или профилей, вам нужен двухшнековый экструдер. И точка. Одношнековая машина доставит вам бесконечную головную боль из-за нерасплавленных частиц и нестабильного качества. Если вы перерабатываете гранулы гибкого ПВХ для кабелей или трубок, то одношнековая машина вполне подойдет и будет более экономичной.
Для труб из жесткого ПВХ диаметром до 400 мм: конический двухшнековый винт (серия SJSZ по китайской номенклатуре). Для труб большого диаметра или высокопроизводительных профильных линий: параллельный двухшнековый. Для гибкого ПВХ или предварительно компаундированного материала: одношнековый.
На долю энергии обычно приходится 60-70% от общих эксплуатационных затрат на экструзионную линию ПВХ (без учета сырья). Машина, которая стоит на $15 000 дешевле, но потребляет на 20% больше энергии на килограмм, обойдется вам гораздо дороже в течение 10-15 лет службы.
Обратите внимание на сервоприводы (а не на стандартные двигатели переменного тока), эффективные конструкции редукторов (планетарные редукторы для двухвинтовых станков) и изолированные кожухи стволов, снижающие потери тепла. Лучшие машины в 2026 году достигнут удельного энергопотребления ниже 0,20 кВтч/кг для производства труб из жесткого ПВХ.
Редуктор двухшнекового экструдера - это прецизионное инженерное изделие, которое выдерживает огромные крутящие нагрузки. Поломка редуктора может стоить $15 000-40 000 на ремонт и несколько недель простоя. Узнайте производителя редуктора, номинальный крутящий момент по отношению к максимальному крутящему моменту шнека, тип подшипника и систему смазки.
Авторитетные производители экструдеров используют редукторы от таких специалистов, как Flender, Zambello, или собственные разработки с проверенной репутацией. Если поставщик не может назвать источник редуктора и его технические характеристики, уходите.
Экструдер - это только начало линии. Вам нужны фильера, калибровочный бак, ванна охлаждения, отвод, резак и, возможно, укладчик или валковая машина. Все это должно соответствовать производительности экструдера, размерам продукта и скорости линии.
По возможности покупайте всю линию у одного поставщика. Линии из разных источников могут работать, но вы потратите недели на интеграцию оборудования, и никто не возьмет на себя ответственность, если что-то не будет работать.
Любой производитель может написать впечатляющие технические характеристики. Важно то, как машина работает после 6 месяцев производства. Попросите найти референс-клиентов в вашем регионе, в идеале производящих аналогичную продукцию. Позвоните им. Посетите их, если сможете. Спросите о времени безотказной работы, постоянстве качества, доступности запасных частей, а также о том, насколько оперативно работает сервисная служба производителя.
Мне приходилось отказываться от машин, которые на бумаге выглядели превосходно, после того как я посещал эталонный объект и видел реальное положение дел. Экструдер одного производителя производительностью 800 кг/час на самом деле производил 520 кг/час приемлемого продукта, потому что система управления не могла поддерживать стабильную температуру.
Экструдер из ПВХ - это инвестиция на 10-15 лет. За это время вам понадобятся запасные шнеки, вкладыши для бочек, нагреватели, термопары, уплотнения редуктора и, возможно, модернизация системы управления. Если ваш поставщик находится на другом конце света, не имеет местного сервисного представительства, а срок поставки запасных частей составляет 12 недель, вы серьезно рискуете.
Лучшие поставщики - и это именно тот случай, когда производители машин для переработки пластика в Китае значительно улучшились - поддерживают региональные склады, предлагают онлайн-поддержку по устранению неполадок и могут поставлять критически важные запчасти в течение 48-72 часов.
Скажу прямо: рынок экструдеров ПВХ переполнен, и не каждый бренд заслуживает своей репутации. Некоторые из них прозябают в безвестности, в то время как новые игроки предлагают более выгодные условия. Вот моя честная оценка, основанная на машинах, которые я лично оценивал, устанавливал у клиентов или видел в производственных условиях.
Золотой стандарт конической двухшнековой экструзии ПВХ. Серия KMD уже несколько десятилетий является эталоном для производства труб и профилей из жесткого ПВХ. Качество сборки исключительное, редукторы пуленепробиваемые, а их технологическое ноу-хау не имеет себе равных. Недостатки? Цена. Вы платите за 40-60% больше, чем за китайские аналоги. Для крупносерийных производителей, где время безотказной работы и стабильное качество оправдывают инвестиции, KraussMaffei трудно возразить.
Близкий конкурент KraussMaffei, особенно силен в области экструзии высокопроизводительных труб. Их серии conEX и solEX являются "рабочими лошадками" в производстве труб из ПВХ большого диаметра. Они стали первопроходцами в области энергосберегающих инноваций, таких как интегрированные системы сервоприводов, которые впоследствии были скопированы другими компаниями. Их линии по экструзии ПВХ-профилей также являются первоклассными, особенно для европейского оконного рынка.
Итальянская семейная компания, производящая двухшнековые экструдеры с 1946 года. Они особенно известны своими параллельными двухшнековыми машинами и широко представлены в производстве труб из ПВХ на Ближнем Востоке и в Африке. Их машины не так отточены, как немецкие/австрийские бренды, но они надежны, имеют конкурентоспособную цену, а сервисная сеть Bausano на развивающихся рынках удивительно хороша.
Крупнейший китайский производитель экструзионного оборудования по объему выручки. За последнее десятилетие JWELL инвестировала значительные средства в технологию экструзии ПВХ, и их новейшие конические двухшнековые линии действительно конкурентоспособны с европейскими машинами по цене 40-50%. Я видел линии ПВХ JWELL, работающие в Юго-Восточной Азии и Африке, с хорошей производительностью. Их слабость пока заключается в мелких деталях - настройка системы управления, качество матриц и надежность редукторов в долгосрочной перспективе не дотягивают до европейских лидеров. Но разрыв быстро сокращается.
Доминирует на индийском субконтиненте в области экструзии труб из ПВХ. Они построили тысячи линий для бурно развивающегося индийского рынка инфраструктуры. Их машины разработаны с учетом специфических проблем индийского рынка - перепады напряжения, пыльная среда, операторы с разным уровнем квалификации. Не самые передовые технологии, но проверенные и практичные.
Еще несколько достойных упоминания: Leistritz (Германия) для специализированных параллельных двухшнековых систем, Coperion (Германия) для экструдеров для компаундирования ПВХ, Genius Machinery (Тайвань) для линий по производству листового и пленочного ПВХ среднего уровня, и Синьронг (Китай) для производства недорогих труб из ПВХ, которые превосходят свою цену.
Мой честный совет? Если вам позволяет бюджет, европейские станки обеспечивают наилучшую долгосрочную стоимость для крупносерийного производства, требующего высокого качества. Если вы только начинаете или работаете на чувствительных к цене рынках, китайские производители, такие как JWELL и некоторые другие, достигли уровня качества, который делает их жизнеспособными - особенно в паре с европейскими коробками передач и компонентами управления. Просто проявите должную осмотрительность. Посетите завод. Посмотрите тестовые испытания. Поговорите с существующими клиентами.
Экструзионная промышленность ПВХ не отличается быстрым развитием. Некоторые фундаментальные конструкции машин не претерпели кардинальных изменений за 20 лет. Но 2026 год станет настоящим переломным моментом, поскольку в нем проявятся несколько сходящихся тенденций, которые на самом деле меняют конструкцию и работу машин, а не просто навешивают маркетинговые словечки на старые технологии.
Это реальность, а не шумиха. Ведущие производители сейчас поставляют экструдеры со встроенными средствами подключения OPC-UA, облачными панелями мониторинга и алгоритмами прогнозируемого обслуживания. Например, система smartAssist компании KraussMaffei собирает более 500 точек данных в секунду с экструзионной линии и использует машинное обучение для прогнозирования отклонений качества до того, как они приведут к браку.
Практически это означает для покупателей: вы можете следить за работой линии с телефона, получать предупреждения, когда температура подшипника начинает расти (за несколько недель до его выхода из строя), и оптимизировать рецепты на основе фактических производственных данных, а не догадок. Менеджер завода в Турции рассказал мне, что за шесть месяцев после внедрения интеллектуального мониторинга на линии по производству труб из ПВХ уровень брака снизился с 3,2% до 0,8%.
Не ограничиваясь мониторингом, некоторые системы теперь используют искусственный интеллект для автоматической настройки параметров процесса в режиме реального времени. Температура расплава дрейфует? Система регулирует скорость вращения шнека и температуру в зоне еще до того, как оператор заметит это. Партия поступающего материала имеет немного другую насыпную плотность? Гравиметрический питатель и скорость шнека автоматически компенсируют это.
Я отношусь к этому с осторожным оптимизмом. Технология работает в контролируемых демонстрациях, но я видел, как она борется с грязной реальностью производственных цехов - перепадами напряжения, несоответствием материалов, колебаниями температуры окружающей среды. Дайте ей еще 2-3 года, чтобы созреть, но начните покупать машины, готовые к работе с искусственным интеллектом, с уже имеющейся инфраструктурой датчиков.
Это самое большое практическое усовершенствование в области экструзии ПВХ за последние пять лет. Замена традиционных двигателей переменного тока на серводвигатели с постоянными магнитами сокращает потребление энергии на 15-25% и обеспечивает гораздо более точное управление скоростью. Согласно данным, опубликованным Министерство энергетики США, На системы с приводом от электродвигателей приходится примерно 70% промышленного потребления электроэнергии при переработке пластмасс, поэтому эффективность приводов является наиболее эффективным способом модернизации.
Срок окупаемости модернизации сервопривода обычно составляет 18-30 месяцев в зависимости от местных цен на электроэнергию. В регионах с высокими ценами на электроэнергию (Европа, часть Юго-Восточной Азии) это не имеет значения.
Европейские нормы - в частности, поставленная Альянсом ЕС по циркулярному производству пластмасс цель достичь 10 миллионов тонн переработанных пластмасс к 2030 году - заставляют переработчиков и экструдеров ПВХ перерабатывать отходы ПВХ после потребителя и после промышленности. Проблема заключается в том, что переработанный ПВХ часто содержит загрязняющие вещества, смешанные добавки и разложившийся полимер, для работы с которыми стандартные экструдеры не предназначены.
Ответ производителей оборудования: двухшнековые экструдеры с улучшенной дегазацией (вакуумное удаление влаги и летучих веществ), системы фильтрации расплава с автоматической сменой сит и модифицированные конструкции шнеков, обеспечивающие более мягкую обработку уже разложившегося полимера. Если переработка вторичного ПВХ в вашем будущем - а для многих производителей так и должно быть - убедитесь, что ваш новый экструдер может быть оснащен этими функциями. Для более широкого обзора оборудования для переработки вторичного пластика, руководство по экструзионным машинам для переработки отходов рассказывает о специфике.
Помещение стоит дорого. Тенденция к более компактным размерам экструдеров, достигаемая за счет вертикального расположения приводов, интегрированных шкафов управления и более коротких конструкций стволов с оптимизированной геометрией шнеков, действительно полезна для предприятий с ограниченным пространством. Некоторые модели 2026 обеспечивают ту же производительность, что и машины, которые пять лет назад были на 30% больше.
Позвольте мне избавить вас от неловких разговоров с торговыми представителями. Вот сколько на самом деле будут стоить экструдеры ПВХ в 2026 году, исходя из последних котировок и сделок, в которых я принимал участие. Это цены FOB на экструдер - полные линии с последующим оборудованием стоят в 2-4 раза дороже.
| Тип и размер машины | Китайский производитель | Европейский производитель | Типовое применение |
|---|---|---|---|
| Одношнековый, 45-65 мм | $8,000 - $25,000 | $30,000 - $80,000 | Гибкие ПВХ трубки, кабельное покрытие |
| Конический двухшнековый, 51/105 мм | $18,000 - $35,000 | $70,000 - $140,000 | ПВХ трубы 16-110 мм |
| Конический двухшнековый, 65/132 мм | $28,000 - $55,000 | $100,000 - $200,000 | Трубы ПВХ 50-250 мм, профили |
| Конический двухшнековый, 80/156 мм | $45,000 - $85,000 | $150,000 - $300,000 | ПВХ трубы 110-400 мм |
| Конический двухшнековый, 92/188 мм | $70,000 - $130,000 | $200,000 - $400,000 | Трубы ПВХ большого диаметра 200-630 мм |
| Параллельный двухшнековый, 65-95 мм | $35,000 - $90,000 | $120,000 - $350,000 | Компаундинг ПВХ, ДПК, высокопроизводительные профили |
| Планетарный экструдер | $80,000 - $200,000 | $250,000 - $600,000+ | Лист ПВХ, подача каландра |
Несколько вещей, которые не отображаются в таблице:
Полная стоимость линии (экструдер + фильера + калибровка + охлаждение + транспортировка + резак) обычно в 2,5-4 раза превышает цену только экструдера. Полная линия по производству ПВХ труб 16-110 мм китайского производства может стоить $60,000-120,000. Европейский эквивалент: $200,000-500,000.
Факторы, которые резко меняют цены:
Мое честное мнение о разрыве в ценах между китайцами и европейцами: он сокращается, но все еще остается значительным. Для стартапа или производителя на развивающемся рынке хорошо специфицированная китайская машина от авторитетного производителя обеспечивает 80-90% производительности при 40-50% стоимости. Для производителя, работающего в режиме 24/7, где каждый час простоя обходится в тысячи, европейские машины часто оправдывают свою цену за счет более высокой надежности и более низкой стоимости жизни одного килограмма.
Не покупайте самую дешевую машину, которую сможете найти. Я видел, как компании “экономили” $20 000 на дешевом экструдере, а затем тратили $50 000 в течение следующих двух лет на ремонт, запасные части и потерянное производство. Середина рынка - качественные китайские производители или европейские бренды начального уровня - обычно является зоной наилучшей стоимости.
Хорошо обслуживаемый экструдер ПВХ может работать продуктивно в течение 15-20 лет. Запущенный экструдер начинает создавать проблемы уже через 18 месяцев. Я бывал на предприятиях, где экструдеру технически было всего 3 года, но он выглядел - и работал - как будто ему 15 лет. Техническое обслуживание - это не гламурный процесс, но это разница между зарабатыванием денег и оправданием.
Они занимают 15-20 минут и предотвращают 80% распространенных проблем:
Это самое важное. Износ шнеков и бочек - это #1 причина снижения производительности и качества в экструдерах ПВХ. Коррозионная природа ПВХ (выделение HCl) и обычно используемые абразивные наполнители (карбонат кальция, диоксид титана) ускоряют износ.
Извлекайте винт для проверки каждые 3000-5000 часов работы (примерно каждые 6-12 месяцев для машины, работающей в две смены). Измерьте диаметры вылета и сравните с исходными характеристиками. Если диаметр вылета уменьшился более чем на 0,1-0,15 мм (для двухвинтовой машины) или отверстие в стволе увеличилось на такую же величину, значит, пришло время для замены или восстановления.
Изношенная комбинация шнек-бочка снижает производительность, увеличивает потребление энергии и вызывает проблемы с качеством задолго до того, как она катастрофически выйдет из строя. Не ждите катастрофического отказа.
Неравномерная толщина стенок труб/профилей: Обычно это проблема выравнивания матрицы или неравномерная температура расплава. Проверьте центрирующие болты штампа и убедитесь, что температура всех зон бочки соответствует спецификации. Также проверьте, не изношена ли калибровочная оснастка.
Изменение цвета поверхности (пожелтение или коричневые разводы): ПВХ разрушается из-за повышенной температуры или времени выдержки. Проверьте, нет ли в фильере "мертвых зон", где материал может застаиваться. Проверьте фактическую температуру расплава (а не только заданные значения для зоны бочки) с помощью ручного пирометра. Уменьшите скорость шнека, если температура расплава слишком высока.
Скачкообразная производительность (пульсирующий поток): Часто вызывается неравномерной подачей материала - проверьте, не образовался ли в бункере затор или не износились ли рейки секции подачи. Также может указывать на износ контрольного кольца (на одношнековых машинах) или недостаточное противодавление.
Наращивание матрицы (выработка пластин): Восковые или меловые отложения на кромках фильеры, вызывающие разводы на поверхности изделия. Это проблема рецептуры (избыток смазки или стабилизатора), но с ней можно справиться, периодически очищая кромки матрицы и обеспечивая оптимальную температуру расплава.
Чрезмерное потребление энергии: Проверьте изоляцию ствола (отсутствующая или поврежденная оболочка теряет 10-15% тепловой энергии), проверьте работу нагревателя (перегоревший нагреватель вынуждает соседние зоны перетруждаться) и проверьте зазор между винтом и стволом (изношенные компоненты требуют больше энергии для получения той же мощности).
При надлежащем обслуживании рама, коробка передач и электрические системы машины служат долго. 15-25 лет. Шнек и ствол - основные изнашиваемые компоненты - обычно нуждаются в замене или восстановлении каждые 3-7 лет в зависимости от времени работы, абразивности материала и металлургии. Нагреватели, термопары и уплотнения - это расходные материалы, заменяемые на более коротких циклах. Я видел хорошо обслуживаемые европейские машины, работающие более 20 лет при регулярной замене шнеков/барабанов.
Да, но с оговорками. Переработанный ПВХ часто содержит загрязняющие вещества, смешанные системы стабилизаторов и частично разложившийся полимер, что требует дополнительных этапов обработки. Вам понадобится машина с возможность вакуумной дегазации (для удаления влаги и летучих веществ), система фильтрации расплава с автоматической сменой сит и потенциально измененной геометрией шнека для более мягкой переработки. Не каждый экструдер ПВХ оснащен таким оборудованием - перед покупкой обсудите возможность переработки вторичного сырья с производителем. Сайт правильная установка оборудования для переработки отходов значительно повышает качество вывода.
Удельное потребление энергии при экструзии ПВХ составляет от 0,18 - 0,35 кВт-ч на килограмм производительности, в зависимости от типа машины, эффективности и продукта. Двухшнековые экструдеры с сервоприводами находятся на низком уровне, а старые одношнековые машины со стандартными двигателями переменного тока - на высоком. Для двухшнековой машины с коническим шнеком 65/132 мм, производящей трубы из ПВХ со скоростью 300 кг/час, общая подключенная мощность обычно составляет 55-90 кВт, а фактическое потребление при стабильной работе - около 40-65 кВт.
Как минимум, ищите Маркировка CE (обязателен для европейских рынков и является хорошим показателем качества во всем мире). Сертификация производителя по стандарту ISO 9001 является стандартной. Для машин, обрабатывающих ПВХ пищевого или медицинского назначения, может потребоваться документальное подтверждение соответствия контактных поверхностей требованиям FDA. Электрические компоненты должны иметь сертификат UL или эквивалентный сертификат. Если вы импортируете оборудование в определенные регионы, проверьте местные требования - некоторые страны требуют дополнительных сертификатов безопасности, помимо CE.
Для полной линии экструзии ПВХ (экструдер + последующий поток) необходимо 2-4 недели от поставки до первого производства. Это примерно следующее: 3-5 дней на механическую установку и выравнивание, 2-3 дня на электрические соединения и настройку системы управления, 2-3 дня на пробные запуски и оптимизацию процесса, а также 3-5 дней на обучение оператора. Большие или более сложные линии могут занять 4-6 недель. Учитывайте еще 1-2 недели на подготовку фундамента до прибытия машины.
Жесткий ПВХ (поливинилхлорид) не содержит пластификаторов и перерабатывается в виде сухой смеси порошка, обычно на двухшнековых экструдерах. Он используется для производства труб, профилей и жестких листов. Гибкий ПВХ содержит пластификатор 20-50% (обычно фталаты или нефталатные альтернативы) и перерабатывается в виде предварительно скомпонованных гранул, часто на одношнековых экструдерах. Он используется для изоляции кабелей, шлангов и гибкой пленки. Для этих двух видов продукции требуются разные конструкции шнеков, температурные профили, а зачастую и вовсе разные типы оборудования.
Вот к чему мы пришли после всего, о чем рассказали.
Лучший“ экструдер ПВХ не существует абстрактно. Он существует только по отношению к Ваш конкретного продукта, объема, требований к качеству и бюджета. Китайская коническая двухшнековая машина $25 000 - это “лучший” вариант для начинающего производителя ПВХ-труб на развивающемся рынке. Для европейского производителя оконных профилей, работающего в три смены и не допускающего отклонений в размерах, “лучшим” будет станок KraussMaffei $300 000.
Чаще всего я вижу ошибки, связанные не с покупкой неправильного бренда. Они связаны с:
Если вы вынесете из этого руководства что-то одно, пусть это будет следующее: Точно определите свои требования, подберите тип машины в соответствии с материалом и продуктом и оцените общую стоимость владения, а не только цену покупки.
Готовы двигаться дальше? Получите ценовые предложения как минимум от трех производителей, запросите пробные партии с вашей конкретной рецептурой ПВХ и посетите эталонные установки. Если вы также рассматриваете переработку вторичного ПВХ в качестве части своей производственной стратегии, это полное руководство по оборудованию для переработки отходов поможет вам разобраться в требованиях к дополнительному оборудованию.
У вас есть конкретные вопросы по выбору экструдера ПВХ для вашего применения? Обратитесь к специалисту по экструзии, который оценит ваши производственные требования и порекомендует подходящую конфигурацию оборудования - это самый быстрый способ избежать дорогостоящих ошибок.
{“@type”: ”Article”, ”author”:{“url”: ”https://jiantaimachine.com”, ”name”: ”JianTai”,”@type”: ”Organization”},”@context”: ”https://schema.org”, ”headline”: ”PVC Plastic Extruder Machine: Полное руководство по типам и выбору (2026)”, ”keywords”:[“PVC plastic extruder machine”, ”PVC extruder”, ”twin-screw extruder”, ”conical twin-screw”, ”PVC pipe extrusion”, ”PVC profile extrusion”, ”plastic extrusion machine”, ”PVC extrusion line”], ”publisher”:{“url”: ”https://jiantaimachine.com”, ”name”: ”JianTai”,”@type”: ”Organization”}, ”wordCount”:5200, ”description”: ”Узнайте все о машинах для экструзии ПВХ пластика в 2026 году. Изучите типы, принципы работы, основные характеристики, ведущих производителей и советы экспертов, чтобы выбрать подходящий экструдер для вашего производства.”, ”dateModified”: ”2026-03-14″, ”datePublished”: ”2026-03-14″, ”articleSection”: ”Пластиковое оборудование”, ”mainEntityOfPage”:{“@id”: ”https://jiantaimachine.com/pvc-plastic-extruder-machine-complete-guide/”,”@type”: ”WebPage”}}


