Внесите некоторые изменения в окружающую среду
Купленная вами машина не только принесет вам прибыль, но и косвенно изменит окружающую среду и даст отходам пластика шанс быть использованными.

Внесите некоторые изменения в окружающую среду
Полная экструзионная линия для переработки пластика в 2026 году обычно стоит от $80 000 и $1,5 млн., окупается за 14-36 месяцев в зависимости от сырья и объема производства и состоит из пяти-восьми взаимосвязанных машин, которые превращают загрязненные пластиковые отходы в готовые к продаже гранулы. В этом руководстве сравниваются ведущие производители, приводятся реальные затраты и даются конкретные рекомендации по выбору конфигурации, подходящей для вашего предприятия, бюджета и целевого материала.
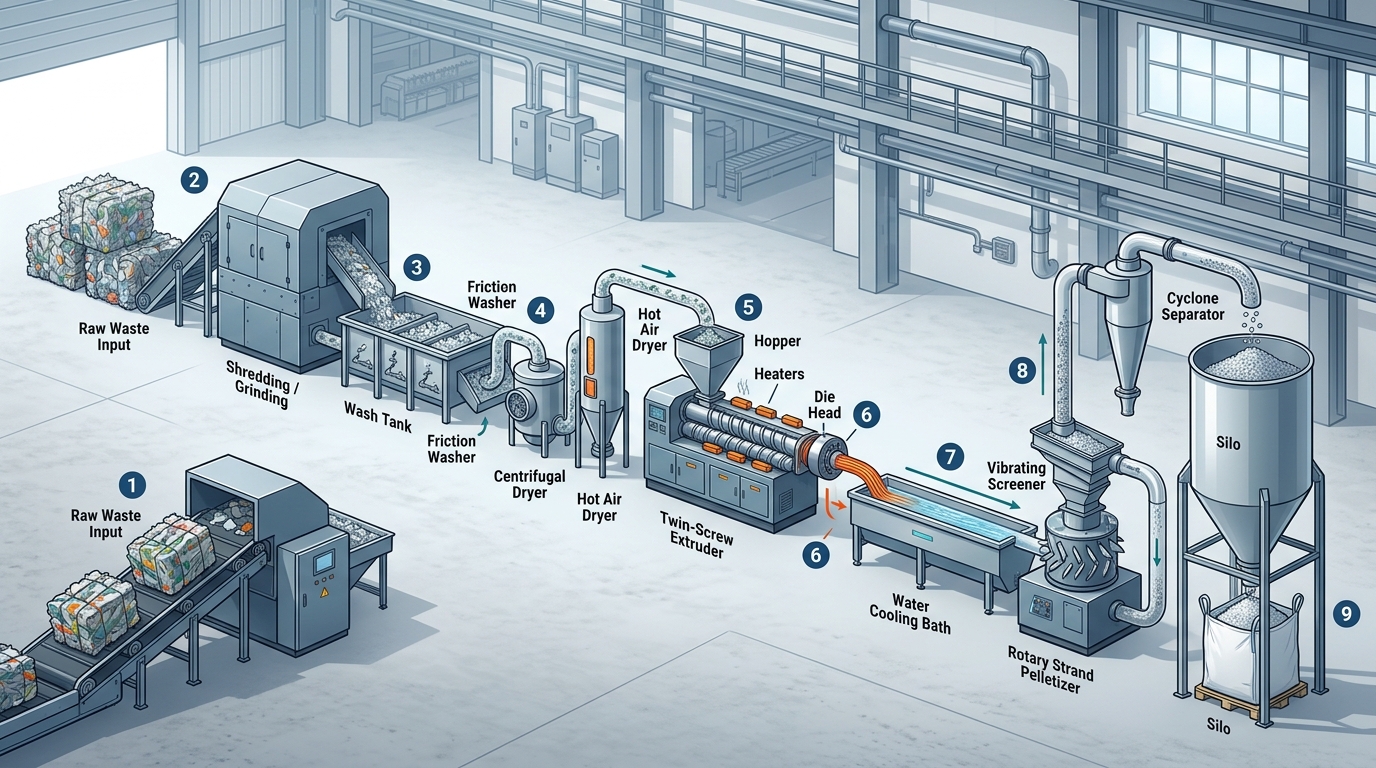
Фраза “комплексная установка” в этой отрасли употребляется в свободной форме. Некоторые поставщики называют экструдер и гранулятор “полной линией”. Это не полная линия. По-настоящему полная экструзионная линия по переработке пластика в 2026 году включает в себя все этапы преобразования от прессованных или сыпучих пластиковых отходов до готовых, прошедших проверку качества гранул, готовых к перепродаже или прямому повторному использованию в производстве.
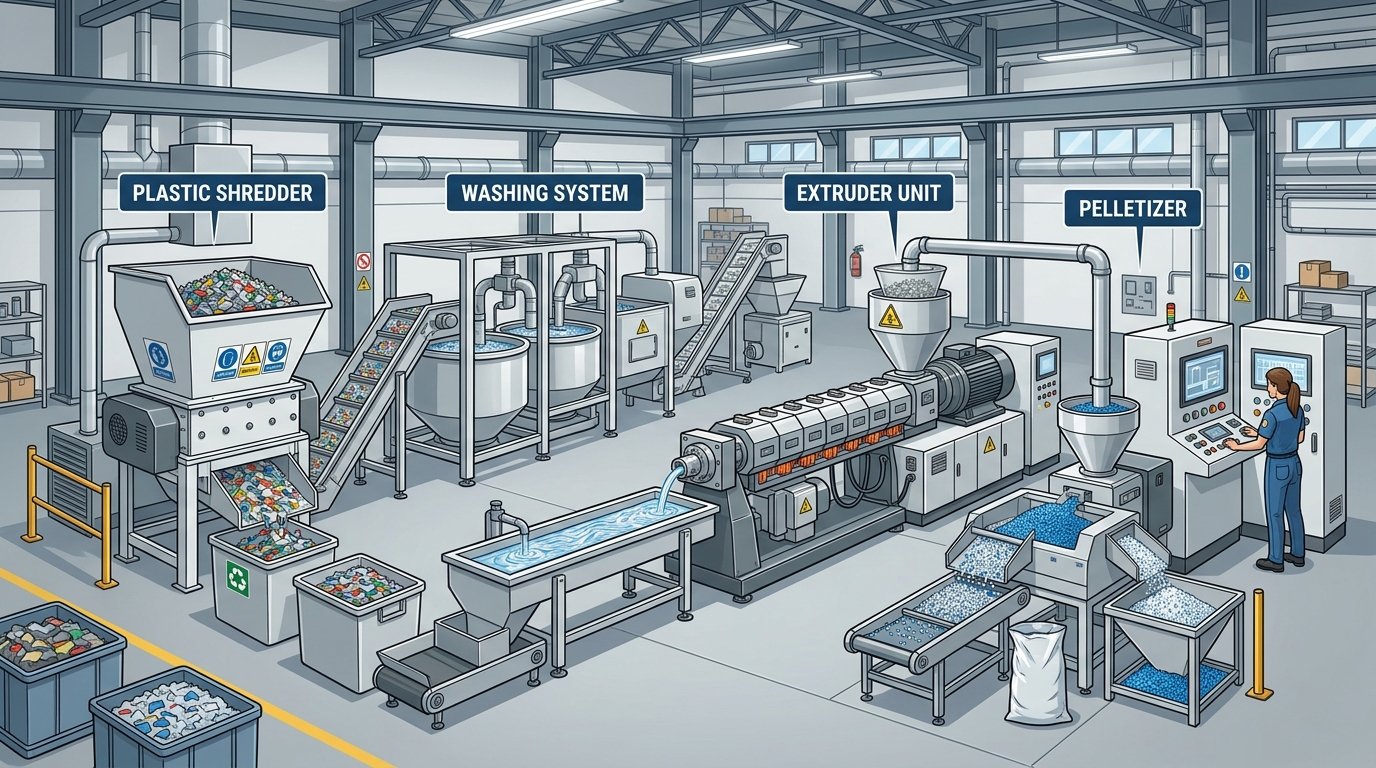
Вот полная последовательность, которая требуется для большинства коммерческих операций:
Пропустив любую из этих стадий, вы поставите под угрозу качество гранул, стабильность производительности или и то, и другое. Только на стадию промывки приходится примерно 30-40% качества готовых гранул - деталь, которую многие начинающие покупатели недооценивают, поскольку зацикливаются на технических характеристиках экструдера.
Один из сдвигов, который ускорится в 2026 году: интегрированные системы управления. Вместо того чтобы каждая машина работала независимо с отдельными ПЛК, ведущие производители теперь предлагают унифицированные платформы SCADA, которые контролируют всю линию с единой приборной панели. Это уже не роскошь. Покупатели, которые отказываются от интегрированных систем управления, в итоге тратят на 15-20% больше средств на устранение неполадок и простоев в течение первого года.
Каждая машина в линии выполняет определенную работу, и понимание того, что она делает - и что происходит, когда она не справляется со своими обязанностями, - это разница между прибыльной работой и дорогой головной болью.
Сайт пластиковый шредер машина это ваша первая точка контакта с поступающими отходами. Одновальные шредеры хорошо работают с пленкой и гибкой упаковкой. Двухвальные измельчители более эффективно справляются с жесткими пластиками, толстостенными контейнерами и смешанными потоками. Размер частиц на выходе перед промывкой обычно составляет 10-50 мм, в зависимости от последующего оборудования.
После измельчителя во многих конфигурациях следует дробилка, которая еще больше уменьшает размер хлопьев до однородных 8-12 мм. Почему однородность так важна? Потому что неравномерный размер хлопьев приводит к неравномерному плавлению в стволе экструдера, что приводит к деградации полимерных цепей и слабым гранулам. Измельчитель не является гламурным, но он задает потолок для всех последующих процессов.
Именно здесь происходит удаление загрязнений - этикеток, клея, остатков пищи, грязи и несовместимых полимеров. Прочный система промывки пластика обычно включает в себя:
Пропускаете горячую мойку? Для чистого послепромышленного лома можно обойтись и без этого. Для потребительских отходов - особенно пищевой упаковки - только холодная мойка оставляет достаточно загрязнений, чтобы вызвать гель, черные вкрапления и проблемы с запахом в ваших конечных гранулах. Эти дефекты могут снизить вашу отпускную цену на $50-120 за метрическую тонну.
Влага - враг экструзии. Вода в расплаве вызывает образование пузырьков, вспенивание и неравномерное формирование прядей. Механическое обезвоживание (центробежные сушилки или прессовые прессы) позволяет снизить влажность до 5-8%. Термические сушилки - обычно горячим воздухом или инфракрасным излучением - снижают влажность до 3%, что является пороговым значением, которое большинство производителей экструдеров указывают для чистой работы.
Это сердце линии. Выбор между одношнековым и двухшнековым экструдером - одно из самых важных решений, которые вам предстоит принять.
Одношнековые экструдеры проще, дешевле и идеально подходят для чистого, предварительно отсортированного сырья, такого как послепромышленная полиэтиленовая пленка или вторичная переработка ПП. Они стоят на 30-50% меньше, чем аналогичные двухшнековые установки, и имеют более низкие требования к обслуживанию.
Двухшнековые экструдеры превосходно справляются с загрязненным, смешанным или переменным по влажности сырьем. Пересекающиеся шнеки обеспечивают превосходное перемешивание, дегазацию и самоочистку. Если вы перерабатываете смешанные пластмассы после потребления, двухшнековая установка не является дополнительной - это единственный способ добиться стабильного качества расплава. Для более глубокого изучения процесса экструзии можно ознакомиться с пошаговое руководство по процессу экструзии подробно описывает механику.
В большинстве средних линий по переработке в 2026 году используются одношнековые экструдеры с соотношением L/D от 32:1 до 38:1. Высокопроизводительные линии доводят этот показатель до 42:1 или используют тандемные конфигурации (два экструдера последовательно) для максимальной дегазации и фильтрации.
Сменные сетчатые фильтры и фильтры расплава удаляют из расплава полимера твердые загрязнения - бумажные волокна, частицы древесины, металлические фрагменты, резину. Устройства непрерывной смены сит (гидравлические поршневые или с обратной промывкой) позволяют менять фильтры без остановки производства, что очень важно для линий, работающих более 20 часов в сутки.
Тонкость фильтрации имеет значение. Для высококачественных гранул rPET необходима фильтрация до 60-80 микрон. Для rPP или rPE, предназначенных для непищевого применения, часто достаточно 120-150 микрон.
Перед гранулированием из расплава должны быть удалены летучие вещества - влага, печатные краски, остаточные растворители. Вакуумные отверстия для дегазации на стволе экструдера являются стандартными. В усовершенствованных линиях добавляется вторая зона дегазации или используется каскадная (тандемная) конфигурация экструдеров, где второй экструдер работает в основном как стадия дегазации и гомогенизации.
Для пленочных отходов с высокой степенью печати или упаковки после потребителя одноступенчатая дегазация часто оказывается недостаточной. Результат? Гранулы с видимыми пустотами или газовыделением при последующей обработке, которые покупатели отвергают.
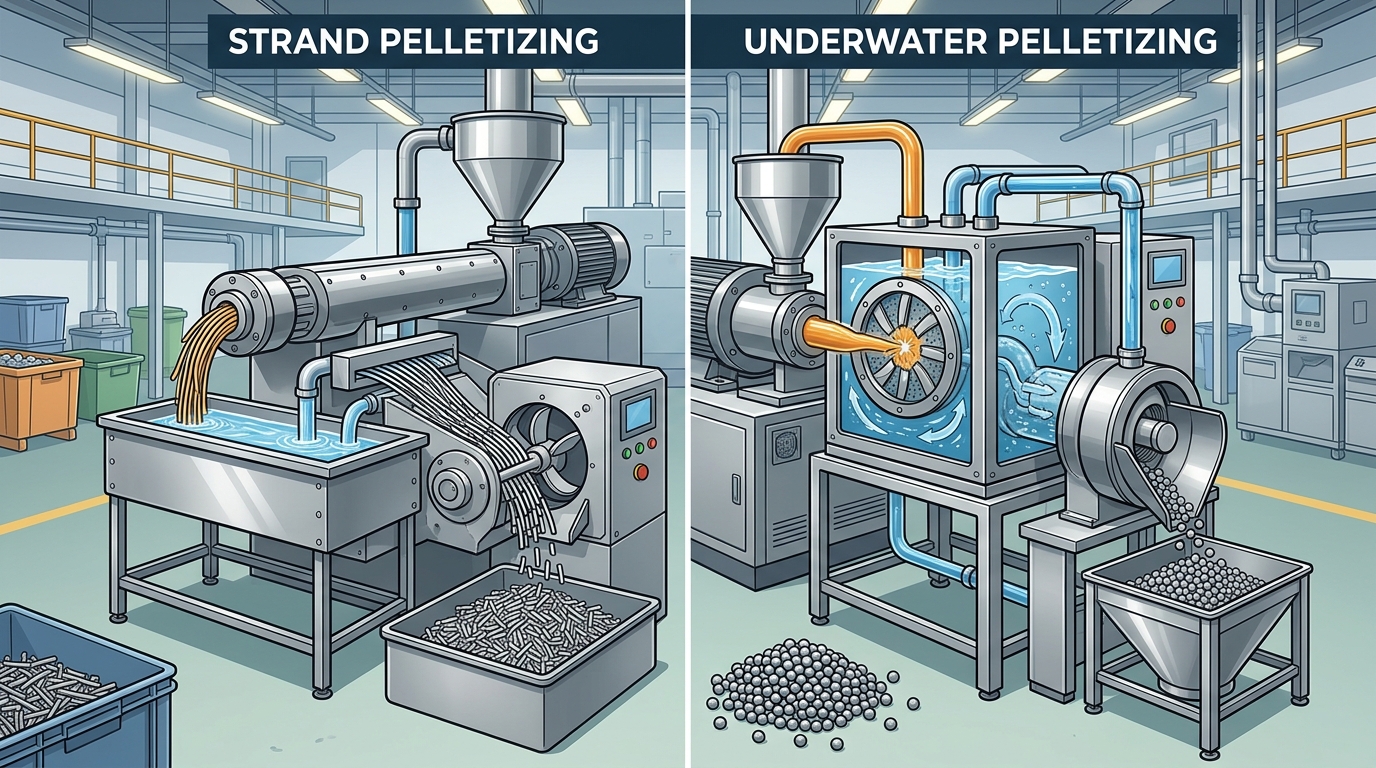
В 2026 году доминируют три основные технологии:
| Тип гранулятора | Лучшее для | Форма гранул | Относительная стоимость |
|---|---|---|---|
| Гранулятор | ПЭ, ПП, ПС - чистое сырье | Цилиндрические | Низкий |
| Подводный гранулятор (UWP) | ПЭТ, ПА, инженерные пластики | Сферическая | Высокий |
| Водокольцевой гранулятор | ПЭ, ПП - умеренное загрязнение | Линзовидные/сферические | Средний |
Подводные грануляторы производят самые однородные, беспыльные гранулы и имеют самую высокую цену при перепродаже. Но они стоят в 2-3 раза дороже, чем ниточные грануляторы, и требуют более тщательного обслуживания. Для товарных сортов rPE и rPP хорошо поддерживаемый в рабочем состоянии окомкователь обеспечивает вполне приемлемые результаты. Сайт руководство по машине для гранулирования пластмасс более подробно рассматривает критерии отбора.
Выбор производителя - это не только технические характеристики машины. Речь идет о послепродажной поддержке, наличии запасных частей в вашем регионе, политике обновления программного обеспечения, а также о том, будет ли компания существовать и поддерживать вашу линию через 10 лет. Вот честный расклад семи производителей, которые будут доминировать на мировом рынке в 2026 году.
Эталон отрасли. Линии INTAREMA и VACUREMA компании Erema устанавливают стандарты для переработки rPET и полиолефинов. Их технология противотока и встроенная фильтрация расплава действительно являются лучшими в своем классе. Недостатки? Цена. Линии Erema обычно стоят 40-70% подробнее чем сопоставимые китайские или тайваньские альтернативы. Но для пищевого rPET или высокоспециализированного rPE цена часто оправдывается качеством гранул и надежностью работы.
Линия recoSTAR компании Starlinger особенно хорошо подходит для переработки тканых полипропиленовых мешков и ПЭТ-бутылок. Их технология подачи FIFO справляется с нестабильным сырьем лучше, чем большинство конкурентов. Сильное присутствие в Европе и Юго-Восточной Азии. Послепродажная поддержка превосходна в Европе, а в других регионах - достойна, но медленнее.
Компания Herbold специализируется не столько на экструзии, сколько на предварительной обработке - промывке, сепарации и сушке. Если вашим сырьем являются сильно загрязненные отходы после потребления, линии промывки Herbold являются одними из самых эффективных. Они часто сотрудничают с производителями экструдеров, предлагая готовые решения.
Сильный вариант для среднего рынка. Genius предлагает полные линии для переработки ПЭ, ПП и ПС по ценам на 30-40% ниже европейских производителей. Качество сборки надежное, а их комбинации резак-уплотнитель-экструдер хорошо зарекомендовали себя на рынках Азии и Южной Америки. Компромисс: менее сложная автоматизация и возможности интеллектуального управления по сравнению с Erema или Starlinger.
Линии Repro-Flex и Repro-Direct компании Polystar популярны при переработке пленки. Их интегрированная конструкция резака-уплотнителя-экструдера позволяет сократить занимаемую площадь примерно на 25% по сравнению с традиционными конфигурациями. Хорошее соотношение цены и качества. Запасные части доступны по разумной цене. Не лучший выбор для ПЭТ или инженерных пластмасс.
Компания ACERETECH добилась значительных успехов в сегменте средней и высокой производительности. Их серия ACS-H уверенно конкурирует с европейскими линиями по переработке полиолефинов, а цены на них обычно 50-60% нижний чем у Erema при сопоставимой пропускной способности. Компания инвестировала значительные средства в автоматизацию и функции IoT в своих линейках 2025-2026 годов. Заслуживает серьезного рассмотрения для покупателей, которым нужна солидная производительность без европейских ценников.
Измельчители Micromat компании Lindner являются ведущими в отрасли, а недавнее расширение компании на комплексные линии по переработке отходов (за счет партнерства и приобретений) позволило создать конкурентоспособные предложения "под ключ". Особенно сильные предложения для смешанных пластиковых отходов и топлива, получаемого из мусора. Линия WashTech набирает обороты на европейском рынке.
| Производитель | Происхождение | Лучшее для | Диапазон производительности (кг/час) | Диапазон цен (полная линия) | Интеллектуальные средства управления | Рейтинг послепродажного обслуживания |
|---|---|---|---|---|---|---|
| Эрема | Австрия | rPET, пищевые полиолефины | 300-3,000+ | $500K-$2M+ | Превосходно | Превосходно |
| Старлингер | Австрия | ПЭТ, тканый ПП | 200-2,500 | $400K-$1.5M | Очень хорошо | Очень хорошо |
| Гербольд Мекесхайм | Германия | Системы промывки/сепарации | 500-5,000 | $200K-$800K (линия мойки) | Хорошо | Очень хорошо |
| Genius Machinery | Тайвань | Переработка ПЭ, ПП, ПС | 150-1,500 | $150K-$600K | Хорошо | Хорошо |
| Polystar | Тайвань | Переработка пленки | 100-1,000 | $100K-$400K | Умеренный | Хорошо |
| ACERETECH | Китай | Переработка полиолефинов | 200-2,000 | $120K-$500K | Очень хорошо | Хорошо |
| Линднер | Австрия | Смешанные пластмассы, измельчение | 300-3,000 | $350K-$1.2M | Очень хорошо | Очень хорошо |
Что касается китайских производителей в целом: с 2022 года разрыв в качестве между китайскими поставщиками высшего уровня и европейскими брендами значительно сократился. Такие компании, как JianTai, которая специализируется на производстве эффективных и экологически чистых оборудование для переработки пластика, Они представляют собой растущий сегмент производителей, предлагающих надежные комплексные линии по значительно более низким ценам. Сайт верхние пластиковые переработки машины производителей в Китае Руководство содержит более широкий обзор этого сегмента рынка.

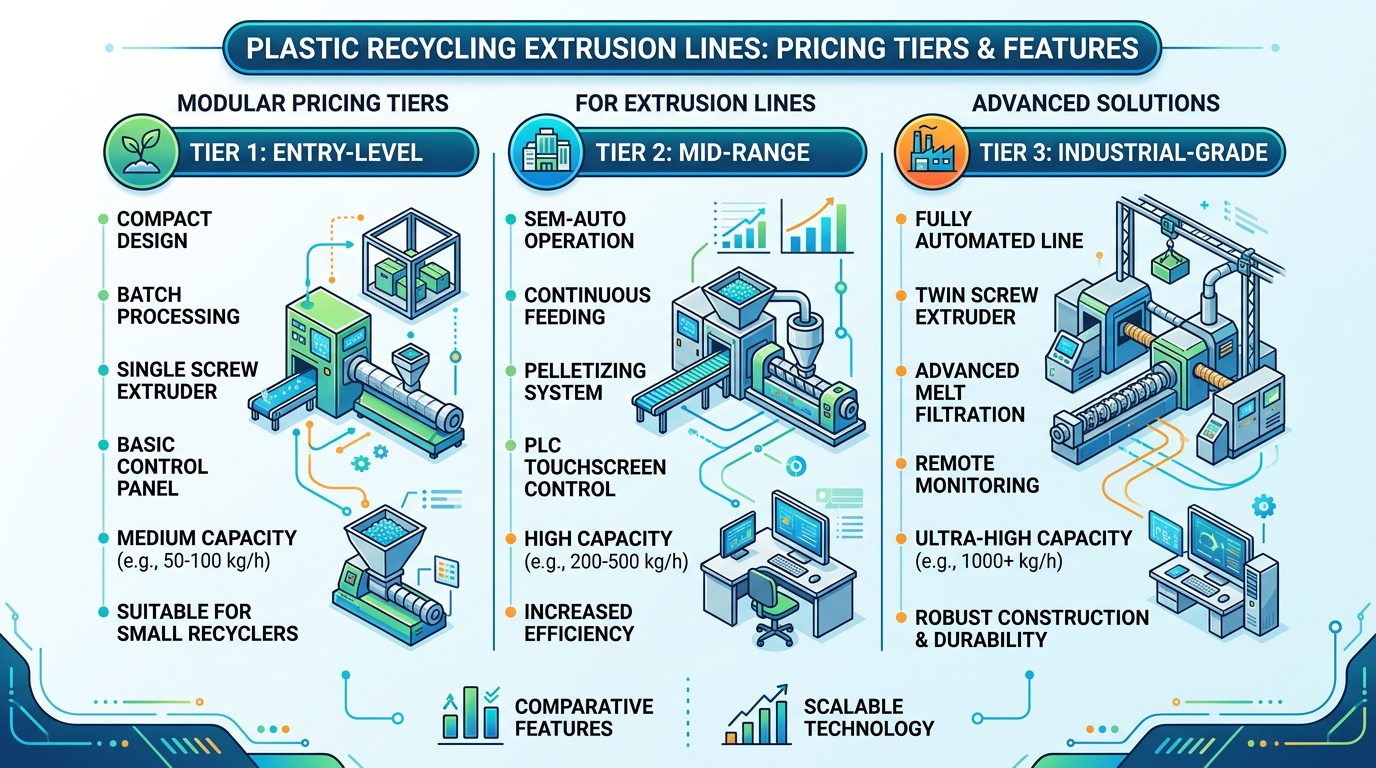
Скажу прямо: тот, кто называет вам цену за “комплексную экструзионную линию для переработки отходов”, не зная типа вашего сырья, целевой производительности и требований к качеству продукции, говорит несерьезно. При этом рынок в 2026 году разделен на три достаточно четко выраженных ценовых уровня.
На этом уровне вы рассматриваете обработку линий 100-300 кг/час относительно чистого, предварительно отсортированного сырья - как правило, послепромышленной полиэтиленовой пленки, вторичной переработки ПП или однополимерных отходов. Оборудование преимущественно китайских или тайваньских производителей. Автоматизация является базовой: ручная смена сит, простое управление с помощью ПЛК, ограниченная регистрация данных.
Этот способ подходит для небольших предприятий, начинающих компаний, проверяющих жизнеспособность рынка, или переработчиков, перерабатывающих лом на собственном производстве. Не надейтесь пропустить сильно загрязненные отходы после потребления через линию $80K и получить гранулы, пригодные для продажи.
Оптимальный вариант для большинства коммерческих предприятий по переработке отходов. Линии этого диапазона справляются с 300-1,000 кг/час, В комплект поставки входят возможность горячей мойки, устройства непрерывной смены сит, вакуумная дегазация и полуавтоматическое управление. Вы можете перерабатывать вторичный полиэтилен и полипропилен с приемлемым уровнем загрязнения и производить гранулы, пригодные для литья под давлением, выдува пленки и экструзии труб.
К производителям этого уровня относятся ACERETECH, Polystar, Genius Machinery и несколько известных китайских поставщиков. Некоторые конфигурации начального уровня Starlinger и Erema также относятся к верхней части этого диапазона.
Высокопроизводительная обработка линий 1,000-3,000+ кг/час с полной автоматизацией, возможностью обеззараживания пищевых продуктов, усовершенствованной фильтрацией и интегрированным контролем качества. Это территория Erema INTAREMA, Starlinger recoSTAR PET, а также высокотехнологичные конфигурации от Lindner и Herbold.
На этом уровне вы покупаете не просто машины - вы покупаете производственную систему с гарантированными показателями производительности, комплексными программами обучения, удаленным мониторингом и многолетними контрактами на обслуживание.
На пять факторов приходится 90% колебаний цен:
Проверка реальности бюджета: Заплатите 15-25% сверх стоимости оборудования за установку, подготовку площадки, электрическую инфраструктуру и первоначальный запас запасных частей. Покупатели, которые выделяют средства только на оборудование, постоянно превышают бюджет.
Окупаемость инвестиций - это вопрос, который имеет наибольшее значение, и на него большинство производителей отвечают с неопределенным оптимизмом. Вот конкретные цифры, основанные на рыночных условиях 2026 года.
Сроки окупаемости зависят от четырех факторов:
| Сценарий | Линейные инвестиции | Пропускная способность | Сырье | Выручка от продажи окатышей/тонна | Ежемесячная валовая маржа | Срок окупаемости |
|---|---|---|---|---|---|---|
| Небольшая линия по производству пленки из ПЭВД | $150K | 200 кг/час | Постиндустриальная пленка @ $80/тонна | $620 | ~$18,000 | ~14 месяцев |
| Линия ПНД среднего размера | $450K | 500 кг/час | ПЭВП из отходов потребления @ $200/тонна | $750 | ~$32,000 | ~18 месяцев |
| Большая смешанная линия PP | $800K | 1,000 кг/час | Смешанный ПП @ $180/тонна | $700 | ~$48,000 | ~22 месяца |
| Линия из пищевого полиэтилена | $1.2M | 1 500 кг/час | ПЭТ-бутылки @ $250/тонна | $1,100 | ~$75,000 | ~20 месяцев |
Допущения: 20 рабочих часов/день, 25 дней/месяц, время безотказной работы 88%, стоимость энергии $0,08-0,12/кВтч, 2-3 оператора в смену.
Сценарий с небольшим количеством пленки ПЭВД демонстрирует самую быструю окупаемость, поскольку отходы после производства пленки дешевы и относительно чисты. Линия по производству пищевого rPET имеет самую высокую абсолютную рентабельность, но требует самых больших первоначальных инвестиций и более строгого контроля качества.
Вот то, что многие калькуляторы рентабельности инвестиций старательно опускают: первые 2-3 месяца эксплуатации обычно работают на 50-70% от номинальной мощности пока операторы осваивают линию, настраивают параметры и стабилизируют цепочки поставок сырья. Заложите этот период наращивания производства в свои финансовые прогнозы.
Также стоит отметить, что цены на rPellet колеблются. В 2024 году цены на rHDPE упали на 15% в третьем квартале, а затем восстановились в четвертом квартале. Ваша модель окупаемости инвестиций должна пройти стресс-тестирование при падении цен на 20%, чтобы убедиться, что инвестиции все еще имеют смысл при неблагоприятных рыночных условиях.
Энергия - вторая по величине операционная стоимость после сырья. В 2026 году, когда цены на электроэнергию для промышленности будут варьироваться от $0,06/кВтч в некоторых регионах Азии до $0,18/кВтч в Западной Европе, разница между энергоэффективной и энергоемкой линией может означать $30,000-$80,000 в год в разнице операционных расходов.
Стандартная метрика в промышленности - киловатт-часы на тонну продукции (кВтч/тонна). Именно здесь находятся основные конфигурации:
| Конфигурация | Типичный кВтч/тонна | Лучший в своем классе кВтч/тонна | Ключевая характеристика эффективности |
|---|---|---|---|
| Одношнековая линия для производства ПЭ/ПП | 280-350 | 220-260 | Высокоэффективные двигатели IE4 |
| Двухшнековое производство смешанных пластмасс | 350-450 | 280-330 | Оптимизированная геометрия винта |
| Фреза-уплотнитель + экструдер | 250-320 | 200-250 | Фрикционный предварительный нагрев снижает нагрузку на экструдер |
| Линия обеззараживания ПЭТ | 400-550 | 320-400 | Рекуперация тепла из кристаллизатора |
Особого внимания заслуживает конфигурация резак-уплотнитель. Используя тепло трения для предварительного уплотнения и частичного расплавления пленочного и волокнистого сырья перед его поступлением в экструдер, эти системы снижают энергозатраты экструдера на 20-30%. Подобный подход используют компании Polystar и Erema, хотя их реализация значительно отличается по сложности.
Не все “энергосберегающие” заявления одинаковы. Три функции обеспечивают измеримую, подтвержденную экономию:
Инфракрасный предварительный нагрев сырья - снижает тепловую энергию, которую должен поставлять экструдер, сокращая расходы на нагрев бочки на 10-15%. В линии INTAREMA компании Erema это эффективно интегрировано.
Двигатели с повышенной эффективностью IE4/IE5 - переход с двигателей IE2 на двигатели IE4 во всей линейке позволяет сэкономить 8-12% на потреблении энергии двигателем. При 4 000+ рабочих часов в год это быстро увеличивается.
Интеллектуальные системы рекуперации энергии - утилизация отработанного тепла из ствола экструдера и водяного контура гранулирования для подогрева промывочной воды или сушки поступающего материала. Линия recoSTAR компании Starlinger имеет одну из наиболее зрелых реализаций этой технологии. Согласно Европейские новости о пластмассах, Эти системы могут рекуперировать 15-25% общей тепловой энергии.
Что НЕ экономит значимую энергию, несмотря на маркетинговые заявления? “Оптимизированная изоляция ствола” - экономия реальна, но ничтожна (2-3%). И “частотно-регулируемые приводы на всех двигателях” - VFD будут стандартом в 2026 году, а не отличительным признаком.
Именно здесь происходит большинство ошибок при покупке. Покупатели влюбляются в демонстрационный ролик производителя, впечатляются цифрами производительности и заказывают линию, которая не соответствует их реальным условиям эксплуатации. Вот схема принятия решения, которая позволяет избежать этого.
Самая важная переменная - это то, что вы собираетесь обрабатывать. Будьте конкретны. “Смешанные пластики” - это недостаточно конкретно.
Прежде чем запрашивать одну цитату, честно ответьте на эти вопросы:
Что на самом деле требуют ваши покупатели? Это в большей степени определяет технические характеристики фильтрации, дегазации и гранулирования.
Если вы продаете гранулы для черных дренажных труб, 150-микронная фильтрация и гранулирование в пряди вполне подойдут. Если же вы ориентируетесь на переработчиков пищевой упаковки, вам нужны 60-микронная фильтрация, двухступенчатая дегазация и подводное гранулирование с проверкой на обеззараживание в соответствии с требованиями FDA/EFSA. Разница в стоимости оборудования в этих двух сценариях может составлять 3-5x.
Моя рекомендация: поговорите с целевыми покупателями пеллет, прежде чем предлагать свою линию. Получите их спецификации материалов в письменном виде. Затем, отталкиваясь от этих спецификаций, определите требования к оборудованию. Слишком много переработчиков сначала строят линию, а потом обнаруживают, что их пеллеты не соответствуют требованиям рынка.
Индустрия рециклинга медленно осваивала Индустрию 4.0 по сравнению с переработкой первичных полимеров. Этот разрыв быстро сокращается. В 2026 году возможности автоматизации, доступные даже на линиях среднего уровня, будут действительно преобразующими - но не за все из них стоит платить.
Мониторинг производства с помощью IoT - приборные панели в реальном времени, показывающие производительность, потребление энергии, давление расплава, температуру расплава и часовой выход гранул. Это уже настольная ставка. Любой производитель, который не предложит такую возможность в 2026 году, окажется позади. Ценность заключается не в самой приборной панели, а в исторических данных, которые она генерирует. Через 3-6 месяцев можно выявить закономерности: какие партии сырья вызывают скачки давления фильтрации, в каких сменах больше простоев, где происходит нерациональное использование энергии.
Автоматическая регулировка давления расплава - Системы, управляемые искусственным интеллектом, которые регулируют скорость вращения шнека, температуру в бочке и скорость подачи в ответ на колебания давления расплава. Технология Smart Start компании Erema и интеллектуальные модули управления компании ACERETECH эффективно справляются с этой задачей. Практическая польза: при изменении качества сырья (а это всегда происходит с отходами после переработки) система компенсирует его автоматически, а не требует от оператора ручной настройки параметров. Уже одно это может повысить стабильность выхода продукции на 8-15%.
Предупреждения о необходимости профилактического обслуживания - Датчики вибрации на подшипниках, мониторинг тока на двигателях и отслеживание износа шнековых элементов, что позволяет выявить необходимость технического обслуживания до возникновения отказов. Незапланированные простои на экструзионной линии по переработке отходов обходятся в $500-$2 000 в час потерянного производства. Предиктивное техническое обслуживание сокращает количество незапланированных остановок на 40-60%, согласно данным компании Технология пластмасс.
Полностью автономная работа - Некоторые производители предлагают утилизацию “без света”. Реальность в 2026 году? Вам все еще нужны операторы. Изменчивость исходного сырья при рециклинге в корне отличается от переработки первичных полимеров. Качество кип меняется, уровень загрязнения колеблется, случаются механические заторы. Автоматизация сокращает количество необходимых операторов (с 4-5 в смену до 2-3 на хорошо автоматизированной линии), но безоператорная переработка пока нереальна.
Прослеживаемость материалов на основе блокчейна - немногие производители предлагают интеграцию блокчейна для отслеживания содержания вторичного сырья в цепочке поставок. Концепция здравая, и давление со стороны регулирующих органов (особенно требования ЕС к цифровому паспорту продукции) в конечном итоге сделает это необходимым. Но в 2026 году эти системы незрелые, их внедрение дорогостоящее, а большинство покупателей пеллет пока не требуют верификации с помощью блокчейна. Подождите с этим, если только вы не нацелены на владельцев брендов из ЕС, которые требуют этого.
Удаленная диагностика - полезно в теории. На практике ценность полностью зависит от времени реакции производителя. У Erema и Starlinger есть специальные команды удаленной поддержки, которые могут решить проблемы в течение нескольких часов. Некоторые менее крупные производители предлагают “удаленную диагностику”, которая сводится к тому, что технический специалист просматривает ваши данные спустя два дня. Прежде чем переплачивать за эту функцию, поинтересуйтесь конкретными SLA по времени отклика.
Купить линию - это самое простое. А вот установить, ввести в эксплуатацию и запустить на номинальную мощность - вот тут-то проекты и сходят на нет. Вот реалистичный график и подводные камни, которые приводят к задержкам.
Начинайте подготовку площадки с момента подписания заказа на поставку, а не с момента прибытия техники. Это - причина номер один задержек в реализации проекта.
Важнейшие задачи по подготовке участка:
| Фаза | Продолжительность (европейский производитель) | Продолжительность (китайский/тайваньский) |
|---|---|---|
| Срок изготовления | 4-7 месяцев | 2-4 месяца |
| Доставка (морские перевозки) | 2-6 недель в зависимости от места назначения | 3-8 недель |
| Механическая установка | 2-4 недели | 2-4 недели |
| Монтаж электрооборудования и систем управления | 1-3 недели | 1-3 недели |
| Ввод в эксплуатацию и тестирование | 1-2 недели | 1-2 недели |
| Обучение операторов | 1-2 недели | 3-5 дней |
| Наращивание до номинальной мощности | 1-3 месяца | 1-3 месяца |
| Итого: от заказа до полного производства | 8-14 месяцев | 5-10 месяцев |
Период наращивания мощности реален и неизбежен. Даже при идеальной установке вашим операторам необходимо время, чтобы изучить работу линии с вашим конкретным сырьем. Ожидайте 50-70% от номинальной производительности в первый месяц, 70-85% во второй месяц и 85-95% в третий месяц.
Качество обучения сильно различается у разных производителей. Европейские производители обычно предлагают 5-10-дневное обучение на месте, охватывающее эксплуатацию, базовое техническое обслуживание, устранение неисправностей и технику безопасности. Некоторые из них включают последующий визит через 3 или 6 месяцев.
Минимальная приемлемая программа обучения должна охватывать:
Если производитель предлагает только 2-3 дня обучения, откажитесь. Неадекватно обученные операторы наносят больший ущерб в первые шесть месяцев, чем стоимость обучения. Чтобы получить полное представление о протоколах безопасности, которыми должна овладеть ваша команда, обратитесь к разделу Правила техники безопасности при работе с экструдером ресурс заслуживает внимания.
Три ошибки, которые я постоянно вижу:
Неразмерное электроснабжение. Производитель оборудования указывает общую подключенную нагрузку, но покупатели забывают учесть пусковой ток при запуске двигателя, который может в 5-7 раз превышать рабочий ток. Результат: сработавшие выключатели, неприятные отключения и дорогостоящая модернизация электрооборудования.
Неадекватная очистка воды. Жесткая вода вызывает образование накипи в контурах охлаждения в течение нескольких месяцев. Если жесткость воды превышает 150 ppm, установите смягчитель воды перед вводом в эксплуатацию. Замена теплообменника с накипью стоит гораздо дороже, чем установка умягчителя.
Игнорирование логистики материальных потоков. Сама линия работает хорошо, но входящие тюки некуда складывать, нет эффективного способа перемещения промытых хлопьев в загрузочный бункер экструдера, а зона упаковки гранул зажата в углу. Потратьте время на планирование планировки. Хороший поставщик оборудования предоставит подробный план помещения - используйте его.
Разрешения не являются чем-то захватывающим. Они также не являются необязательными. Эксплуатация экструзионной линии по переработке пластика без соответствующих разрешений может привести к штрафам, вынужденным остановкам, а в некоторых юрисдикциях и к уголовной ответственности. Требования существенно различаются в зависимости от региона.
В США, как правило, вам понадобятся:
Для вторичного сырья, контактирующего с пищевыми продуктами, вам необходимо получить письмо FDA об отсутствии возражений (LNO) для вашего конкретного процесса. Для этого необходимо предоставить подробные данные испытаний на обеззараживание. Процесс занимает 6-12 месяцев и обходится в $50K-$150K за тестирование и консультации.
Требования ЕС касаются:
Китай: Перед началом строительства необходимо получить разрешение на проведение оценки воздействия на окружающую среду (ОВОС). Пересмотренный в 2024 году Закон о твердых отходах Китая ужесточил ограничения на импорт пластикового лома, но создал стимулы для внутренней переработки. Провинциальные экологические бюро выдают разрешения на эксплуатацию, и с 2023 года контроль за соблюдением этого закона стал значительно строже.
Индия: Согласие на создание (CTE) и согласие на эксплуатацию (CTO) от Государственного совета по контролю за загрязнением окружающей среды. Правила расширенной ответственности производителя (EPR), предусмотренные Правилами обращения с пластиковыми отходами, создают как обязательства по соблюдению норм, так и рыночные возможности для переработчиков.
Юго-Восточная Азия (Вьетнам, Таиланд, Индонезия, Малайзия): Разрешения на импорт пластикового лома ужесточились во всем регионе. Внутренние операции по переработке обычно требуют экологических разрешений от национальных или провинциальных природоохранных органов. В разных странах требования и строгость исполнения существенно различаются.
Важнейший совет: Начните процесс получения разрешений за 6-12 месяцев до начала работ. Не ждите, пока поступит оборудование. Задержки с получением разрешений - самая распространенная причина того, что проекты по переработке отходов не успевают начать работу в запланированные сроки.
Рынок подержанного оборудования для экструзионных линий по переработке пластмасс активен и при удачном стечении обстоятельств предлагает действительно выгодные предложения. Но он также полон ловушек для неосведомленных покупателей.
Первоисточники в 2026 году:
Если вы рассматриваете подержанную линию, эти проверки не подлежат обсуждению:
Износ шнека и ствола экструдера. Это самый дорогой компонент для замены. Измерьте зазор между винтами и отверстием ствола. Новый зазор обычно составляет 0,1-0,3 мм в зависимости от диаметра. Если зазор превышает 0,8-1,0 мм, винт и/или ствол требуют замены - бюджет $15K-$60K в зависимости от размера.
Состояние коробки передач. Прослушайте, нет ли необычных шумов под нагрузкой. Запросите результаты анализа масла. Восстановление редуктора на большом экструдере стоит $20K-$50K.
Возраст системы управления. Оборудование ПЛК старше 10-12 лет может приближаться к концу срока службы с точки зрения наличия запасных частей. Например, серия Siemens S7-300 снята с производства. Модернизация системы управления стоит $15K-$40K.
Состояние устройства смены экрана. Гидравлические устройства смены сит с изношенными уплотнениями протекают, вызывая загрязнение расплава и отходы гидравлической жидкости. Проверьте состояние уплотнений и запросите журналы технического обслуживания.
Часы работы. Как и при покупке подержанного автомобиля, общее количество часов работы имеет значение. Экструдер с 30 000 часов работы имеет значительно больший износ, чем экструдер с 8 000 часов работы, даже если оба экструдера одинакового возраста.
Хорошие сценарии для подержанного оборудования:
Плохие сценарии для подержанного оборудования:
Реальная экономия на подержанном оборудовании: 30-60% по новой цене для оборудования в хорошем состоянии. Но учтите расходы на восстановление, доставку, переустановку и риск непредвиденного ремонта. Чистая экономия часто оказывается ближе к 20-35%, когда все учтено.
Большинство линий оптимизированы под конкретное семейство полимеров. Линия ПЭ/ПП обычно может работать с ПЭНД, ПЭВД, ЛПЭВД и ПП с корректировкой параметров между циклами. Переработка ПЭТ на одной линии обычно нецелесообразна - для ПЭТ требуются другие температуры (260-280 градусов Цельсия против 180-230 градусов для полиолефинов), стадии кристаллизации и часто другая технология гранулирования. Если вам нужно перерабатывать и полиолефины, и ПЭТ, планируйте две отдельные линии или очень гибкую двухшнековую конфигурацию со значительным временем переналадки между материалами.
Для линии, перерабатывающей 300-500 кг/час с мойкой: приблизительно 1,000-1,500 квадратных метров включая зоны хранения сырья и упаковки гранул. Для линий производительностью 1 000+ кг/час: 2 000-3 500 кв. м. Высота потолка должна быть не менее 6 метров, в идеале - 8 метров, чтобы разместить вертикальное оборудование, такое как силосы, циклоны и подъемные конвейеры.
Это в значительной степени зависит от стоимости сырья и цены реализации пеллет. Как правило, линии ниже 150-200 кг/час трудно достичь коммерческой рентабельности, поскольку постоянные затраты (рабочая сила, аренда, коммунальные услуги, разрешения) не уменьшаются пропорционально. Исключение: если вы перерабатываете собственный производственный лом при практически нулевой стоимости сырья, то даже линия производительностью 50-100 кг/час может быть рентабельной.
Да, но с оговорками. Вы можете сравнительно легко добавить стадии промывки, модернизировать фильтрацию или добавить вторую линию гранулирования. Модернизация самого экструдера - например, переход с диаметра шнека 120 мм на 150 мм - обычно означает полную замену экструдера, а не его модификацию. Разумный подход: купить экструдер, немного превышающий ваши первоначальные потребности (запас по производительности 10-20%), и наращивать количество оборудования, расположенного выше и ниже по потоку, по мере роста объемов.
Типичные интервалы технического обслуживания для хорошо работающей линии:
Бюджет 3-5% стоимости оборудования в год на техническое обслуживание и запасные части. Недостаточные расходы на техническое обслуживание - это самый быстрый путь к снижению производительности экструзионной линии и ее стоимости при перепродаже.
Европейские производители: 4-7 месяцев с момента подтверждения заказа. Китайские и тайваньские производители: 2-4 месяца. Эти сроки рассчитаны на стандартные конфигурации. Для сильно индивидуализированных линий или линий, заказанных в периоды пикового спроса, может потребоваться на 2-3 месяца больше времени. Морские перевозки занимают от 3 до 8 недель в зависимости от места отправления и назначения. Всегда уточняйте условия поставки (FOB, CIF или DDP) и кто отвечает за таможенное оформление.
При надлежащем обслуживании основные компоненты (экструдер, редуктор, основные конструкции рамы) служат долго. 15-25 лет. Износостойкие детали (шнеки, бочки, режущие ножи, сетки) являются расходными материалами, заменяемыми по регулярному графику. Системы управления обычно нуждаются в обновлении каждые 10-15 лет, поскольку аппаратное обеспечение устаревает. Многие перерабатывающие предприятия эксплуатируют линии более 20 лет с периодическим обновлением и модернизацией систем управления и приводов.
Оценив весь ландшафт производителей, конфигураций и рыночных условий в 2026 году, я дал конкретные рекомендации, соответствующие трем профилям покупателей.
Выбирайте китайского или тайваньского производителя - Polystar, ACERETECH или такого известного поставщика, как JianTai, который предоставляет комплексные решения по переработке отходов. Сосредоточьтесь на чистом, однополимерном сырье, чтобы минимизировать сложность оборудования. Начните с комбинации резак-уплотнитель-экструдер для пленки или простой линии шредер-экструдер-гранулятор для жесткого лома. Сохраняйте базовую автоматизацию. Инвестируйте сэкономленные средства в обеспечение надежных поставок сырья - именно от этого зависит, выживет ли ваш бизнес в первый год.
Специфическая конфигурация: Одношнековый экструдер (диаметр 90-120 мм), гранулятор, базовое управление PLC. Добавляйте промывку только в том случае, если этого требует ваше сырье.
Именно здесь решение становится интересным. ACERETECH и Genius Machinery предлагают наилучшую стоимость на этом уровне. Если вы можете растянуть бюджет на $600K-$700K, конфигурации Starlinger начального уровня становятся доступными и обеспечивают превосходную послепродажную поддержку.
На этом уровне не стоит пропускать линию мойки, если вы перерабатываете материал после потребления. Включите возможность горячей мойки, устройства непрерывной смены сит и вакуумную дегазацию. Инвестируйте в полуавтоматическое управление с регистрацией данных - производственные данные понадобятся вам для сертификации качества и аудита клиентов.
Специфическая конфигурация: Комплексная линия мойки, одношнековый экструдер (120-150 мм) с L/D 34:1 или выше, непрерывная гидравлическая смена сит, вакуумная дегазация, гранулятор с водяными кольцами или нитями, система управления на базе SCADA.
Erema и Starlinger - самые надежные варианты на этом уровне. За те деньги, которые вы платите, вы получаете проверенную технологию, комплексные контракты на обслуживание и качество гранул, которое соответствует самым высоким рыночным ценам. Если вы нацелены на производство пищевого rPET, технология VACUREMA компании Erema - это отраслевой стандарт и самый простой путь к получению разрешения FDA и EFSA.
Для переработки полиолефинов в таких масштабах можно использовать Erema INTAREMA с модулем ReFresher для снижения запаха или Starlinger recoSTAR с интегрированной вискозиметрией для контроля капельниц в режиме реального времени.
Специфическая конфигурация: Полная линия предварительной обработки и мойки, двухшнековый или высокопроизводительный одношнековый экструдер (150-200 мм), непрерывная смена сит с лазерной фильтрацией, двухзонная вакуумная дегазация, подводный гранулятор, полный комплекс управления Industry 4.0 с удаленным мониторингом.
Независимо от того, к какому уровню вы относитесь, вот что нужно сделать на этой неделе:
Рынок экструзии вторичной переработки пластмасс в 2026 году предлагает больше возможностей, более совершенные технологии и более выгодную экономику, чем когда-либо за последнее десятилетие. Спрос на переработанные гранулы продолжает опережать предложение в большинстве категорий полимеров. Вопрос не в том, является ли комплексная экструзионная линия хорошей инвестицией - для правильного оператора с правильным сырьем она, безусловно, является таковой. Вопрос в том, правильно ли вы настроили ее с самого начала. Сделайте это правильно, и тогда прибыль будет высокой.


