إجراء بعض التغييرات على البيئة العالمية
ستحقق لك الماكينة التي اشتريتها أرباحًا، ولكنها أيضًا ستغير البيئة العالمية بشكل غير مباشر وستعطي فرصة للاستفادة من نفايات البلاستيك.

إجراء بعض التغييرات على البيئة العالمية

The global plastic recycling market is projected to reach $50.36 billion by 2028, according to Grand View Research — yet nearly 40% of recycling operations report equipment mismatches that slash throughput and inflate operating costs. Choosing the right ماكينة إعادة تدوير البلاستيك comes down to three factors: the resin types you process, the output quality your buyers demand, and the daily tonnage your facility must handle. This guide breaks down every machine category, specification, and cost benchmark so you can invest with confidence instead of correcting an expensive mistake.
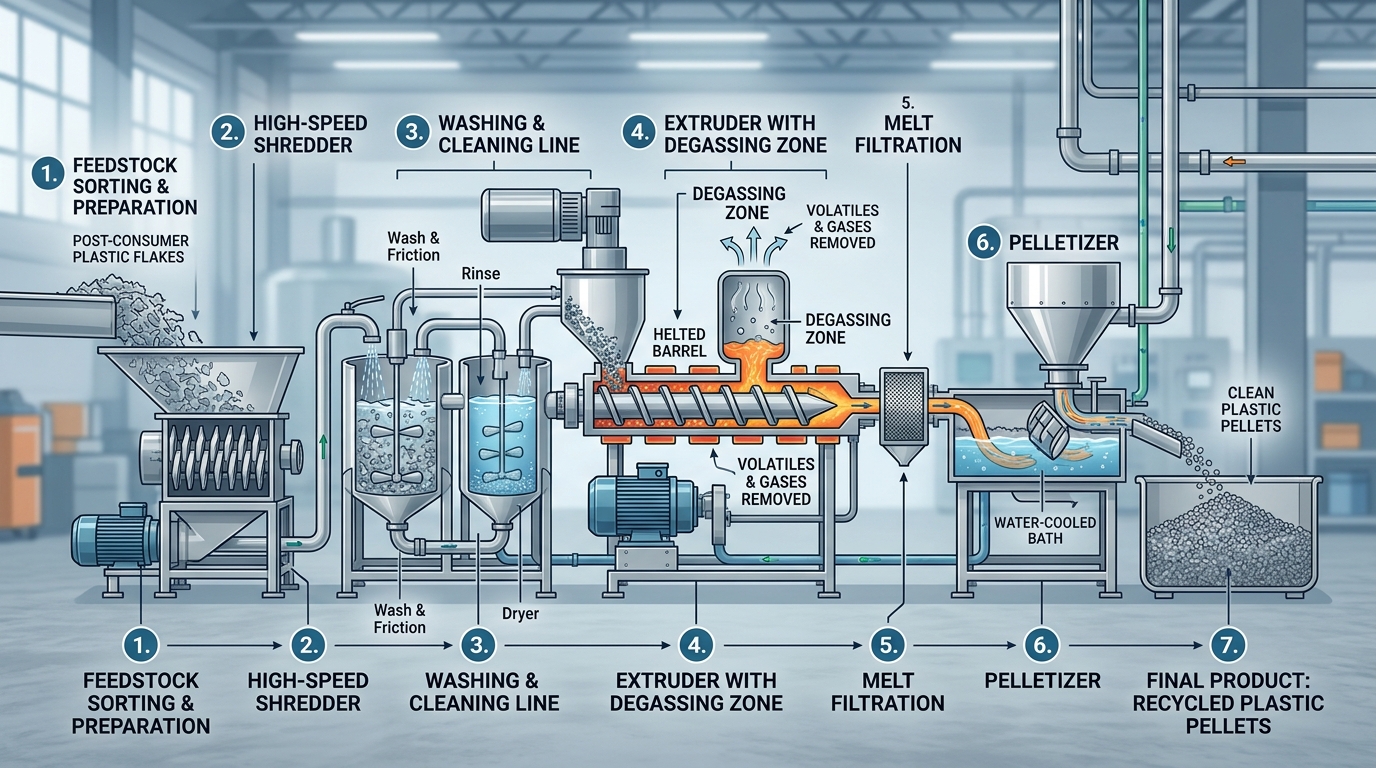
A ماكينة إعادة تدوير البلاستيك takes waste — post-consumer bottles, post-industrial film scrap, rejected molded parts — and transforms it into reusable pellets, flakes, or granules that manufacturers can feed back into production lines. The core process involves sorting, size reduction (shredding or granulating), washing, drying, and finally extrusion or pelletizing. Each stage strips away contaminants and reshapes the polymer into a form nearly identical to virgin resin.
That “nearly identical” part? It depends entirely on the equipment you select.
Choose the wrong machine and the consequences compound fast. Undersized throughput capacity means bottlenecks that stall your entire operation. Poor melt filtration produces pellets riddled with impurities, dropping their market value by 20–40% compared to clean regrind. Incompatible screw geometry for your target resin — say, running LDPE film through a system designed for rigid HDPE — causes excessive degradation and inconsistent melt flow index. According to a 2023 report by Grand View Research, the global plastic recycling market is projected to reach $50.36 billion by 2030, which means competition for high-quality recyclate is intensifying. Buyers of your output will reject substandard material without hesitation.
Capital risk is real, too. A mid-range pelletizing line runs $80,000–$300,000 depending on capacity and automation level. Downtime from mismatched components or frequent blade replacements can eat 15–25% of your annual operating budget. These aren’t hypothetical numbers — they’re the margin between a profitable recycling operation and one that bleeds cash.
The smartest investment isn’t the most expensive plastic recycling machine — it’s the one precisely matched to your feedstock, volume, and end-product requirements.
This guide walks you through every variable that shapes that decision, from machine types and material compatibility to ROI benchmarks. If you want to start by understanding which manufacturers deliver reliable systems, check out our comparison of top plastic recycling machinery manufacturers for context before diving into specifications.
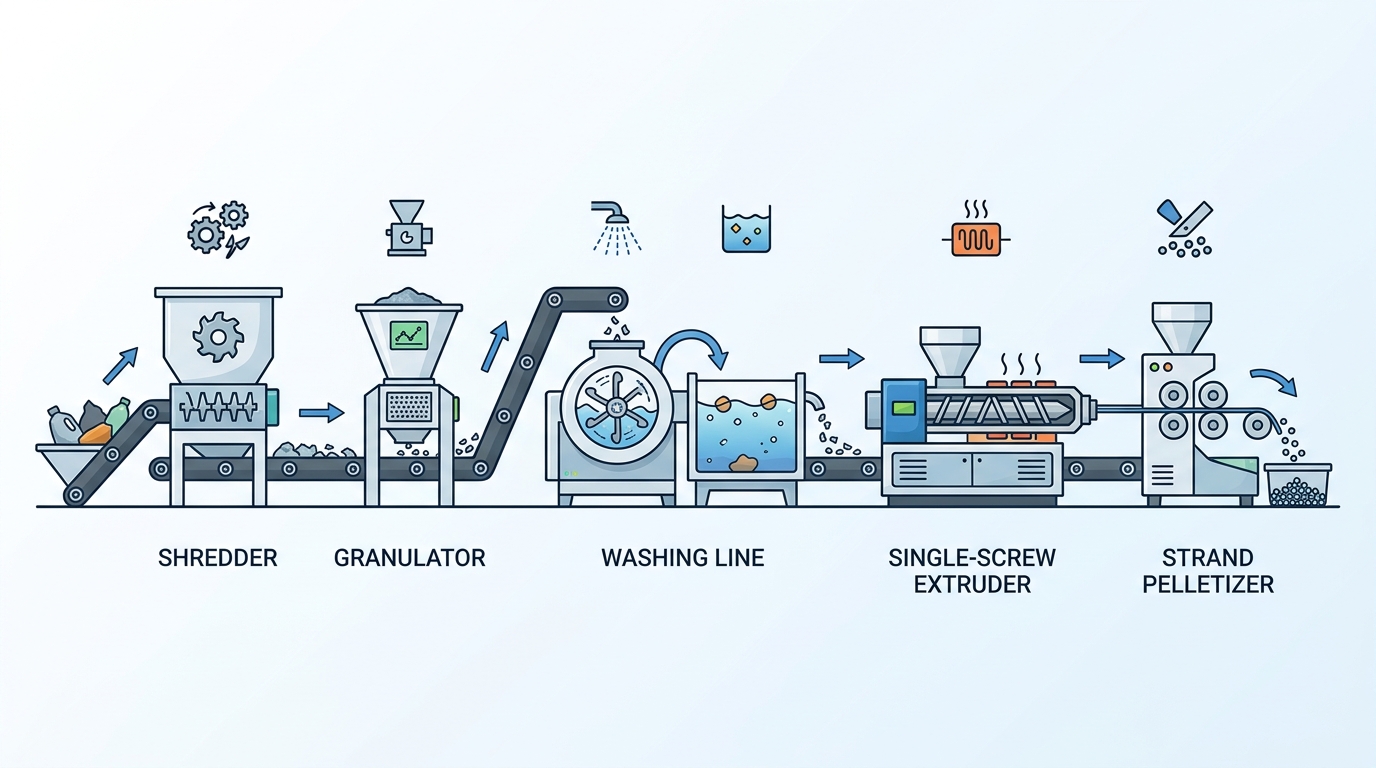
Not every plastic recycling machine is a single unit that handles everything from dirty bales to finished pellets. Most recycling operations rely on a sequence of specialized equipment, each tackling one stage of the process. Understanding these categories prevents the most expensive mistake buyers make: purchasing a pelletizer when they actually need an entire washing and extrusion line upstream.
| نوع الماكينة | الوظيفة الأساسية | Standalone or Component? |
|---|---|---|
| Shredder | Breaks bulky waste into rough 20–80 mm pieces | Often standalone for volume reduction |
| Granulator | Cuts material into uniform 6–12 mm flakes | Component — feeds washing or extrusion |
| Washing Line | Removes contaminants (labels, adhesives, dirt) | Integrated system with multiple sub-units |
| الطارد | Melts and homogenizes flakes into continuous melt | Component — requires upstream preparation |
| بيليتايزر | Cuts molten strands into uniform pellets | Component — always paired with an extruder |
Shredders are the one category frequently purchased alone. Waste management companies use them simply to reduce volume before baling or transport — no further processing needed. Granulators, by contrast, rarely operate in isolation; their output feeds directly into a washing line or extruder.
A complete PET bottle-to-pellet line, for example, chains all five stages together: shredding → granulating → hot washing at 85°C → extrusion → pelletizing. Skip the washing stage and your extruder clogs within hours. That’s why choosing a manufacturer who engineers turnkey lines — not just individual machines — often saves 15–25% on integration costs compared to sourcing each unit separately.
Rule of thumb: if your feedstock is clean, in-house production scrap, you may only need a granulator and extruder. If you’re processing post-consumer waste, budget for the full line.
Size reduction is where every recycling line begins its real work. Raw plastic waste — bulky drums, tangled film, rigid containers — must be broken down before washing, drying, or extrusion can happen efficiently. Two machines dominate this stage, and confusing them is one of the most expensive mistakes buyers make.
Industrial shredders operate at low speeds (typically 15–30 RPM) with extremely high torque, often driven by hydraulic or geared electric motors rated between 30 kW and 200 kW. They rip through large, irregular feedstock — baled bottles, automotive bumpers, IBC totes, even contaminated agricultural film — and reduce it to rough pieces of 30–80 mm. Blade configurations vary: single-shaft designs offer controlled output sizing via an integrated screen, while dual-shaft models handle higher volumes without one.
Choose a shredder when your incoming material is bulky, inconsistent, or heavily contaminated. It’s the workhorse that turns chaos into something manageable.
Granulators spin at 400–600 RPM with open-rotor or closed-rotor designs, producing uniform flakes or regrind between 6–12 mm. They demand cleaner, pre-sized input — which is exactly why they typically sit downstream of a shredder. Screen mesh size controls the final particle dimension, making granulators essential when your extruder or pelletizer requires consistent feed size for stable melt flow.
Most serious plastic recycling machine lines use a two-stage approach: shredder first for coarse reduction, granulator second for precision sizing. Skipping the shredder and feeding large pieces directly into a granulator causes blade damage, motor overload, and costly downtime. The reverse — relying only on a shredder — leaves you with irregular flakes that jam extruder feed throats.
| الميزة | Shredder | Granulator |
|---|---|---|
| Speed | 15–30 RPM | 400–600 RPM |
| Output Size | 30–80 mm | 6–12 mm |
| الأفضل لـ | Bulk, contaminated, mixed waste | Pre-sized, cleaner feedstock |
| Typical Power | 30–200 kW | 15–75 kW |
When evaluating equipment from leading industrial plastic recycling equipment suppliers, always confirm whether the shredder and granulator are designed to work as an integrated pair — matched throughput capacities prevent bottlenecks that quietly kill your hourly output.
Once plastic flakes leave the granulator, they’re still raw material — not a product anyone can sell or mold. The extruder is where transformation happens. It melts, homogenizes, filters, and reshapes those flakes into uniform pellets ready for injection molding, blow molding, or film production. Get the extruder wrong, and your entire ماكينة إعادة تدوير البلاستيك line produces pellets nobody wants to buy.
Single-screw extruders handle roughly 80% of recycling applications. They’re simpler, cheaper to maintain, and perfectly adequate for clean, single-polymer streams like post-industrial HDPE or PP. Throughput typically ranges from 200 to 1,000 kg/hr depending on screw diameter (commonly 90–180 mm).
Twin-screw extruders cost 30–50% more but earn that premium. Their intermeshing screws deliver superior mixing, making them essential for contaminated feedstock, multi-layer films, or compounds requiring additives like calcium carbonate or color masterbatch. If you’re processing mixed post-consumer waste, a twin-screw configuration isn’t optional — it’s necessary.
Moisture and volatile contaminants trapped in recycled flakes cause bubbles, voids, and surface defects in pellets. Vacuum degassing vents — typically one or two stages along the barrel — pull these gases out under negative pressure. Without proper degassing, pellet quality drops sharply, and downstream rejection rates can exceed 15%. For a deeper look at complete extrusion setups, see this guide to recycling extrusion lines.
| الطريقة | الأفضل لـ | شكل الحبيبات | Cooling |
|---|---|---|---|
| Strand pelletizing | PE, PP, PS — clean streams | أسطواني | Water bath |
| Underwater pelletizing | High-output lines, PET, engineering plastics | Spherical | Pressurized water |
| Air-cooled die-face | Moisture-sensitive polymers, small batches | Lenticular | Forced air |
Underwater pelletizing produces the most consistent pellet geometry and is preferred by buyers in the packaging and automotive sectors. Strand cutting remains the workhorse for budget-conscious operations processing polyolefins. Your choice directly determines whether end customers accept your output as prime-equivalent or discount-grade material.
Getting capacity wrong is the most expensive mistake buyers make. An oversized plastic recycling machine wastes capital and energy running below its efficient load range, while an undersized one creates bottlenecks that choke your entire operation. The sweet spot requires a simple calculation most buyers skip.
Start with your available feedstock volume in kilograms per month. Divide that by your planned operating hours — typically 20–24 hours per day across 25–28 working days. A facility processing 300 tons of HDPE scrap monthly on a two-shift (16-hour) schedule needs roughly 750 kg/hr of effective throughput. That’s your baseline number.
But don’t stop there. Factor in realistic downtime for cleaning, blade changes, and material changeovers — usually 10–15% of scheduled hours. Your actual productive time is lower than you think, so bump the required kg/hr figure up accordingly.
Rule of thumb: if your plastic recycling machine consistently runs above 85% of rated capacity, you’re already too close to the ceiling for long-term reliability.
Before committing, ask manufacturers for verified throughput data specific to your resin type and contamination level — not just clean-material lab figures. Rated capacity on PET flake differs significantly from mixed post-consumer film. For a side-by-side look at how leading suppliers spec their lines, check out this comparison of top plastic recycling machinery manufacturers.
Resin type dictates nearly every engineering parameter in your recycling line — barrel temperature, screw geometry, filtration mesh size, and drying requirements. A ماكينة إعادة تدوير البلاستيك configured for rigid HDPE bottles (melting point ~130°C) will degrade PET flakes that need processing above 260°C, and it will jam on flexible LDPE film that wraps around slow-speed shredder shafts. Choosing based on throughput alone, without matching the resin, guarantees poor pellet quality and excessive downtime.
Why does this matter so much? PET is extremely moisture-sensitive — even 0.02% residual moisture causes hydrolytic degradation during extrusion, producing brittle, hazy pellets. HDPE and PP tolerate moisture far better but demand different screw L/D ratios for proper melt homogeneity. Mixed-plastic streams introduce the worst of all worlds: incompatible melting points, varying contamination levels, and density overlaps that confuse float-sink separation tanks.
| Resin | نقطة الانصهار | Moisture Tolerance | Key Machine Requirement |
|---|---|---|---|
| حيوان أليف | ~260°C | Very low (<0.02%) | Crystallizer + dehumidifying dryer before extrusion |
| البولي إيثيلين عالي الكثافة | ~130°C | معتدل | High-torque shredder for thick-wall containers |
| ص | ~165°C | معتدل | Fine filtration (dust/filler content common) |
| LDPE Film | ~115°C | Low (traps surface water) | Compactor/agglomerator + squeeze dryer |
| بلاستيك مختلط | متغير | متغير | NIR sorting + multi-zone temperature control |
Flexible film is the resin category that trips up the most buyers. LDPE and LLDPE films require a compactor or agglomerator upstream of the extruder — without one, low bulk density material starves the feed throat and causes surging output. Reputable plastic recycling machinery manufacturers will specify whether their lines handle rigid, flexible, or both — always verify this before signing a purchase order.
Rule of thumb: if your feedstock includes more than two resin types, invest in upstream sorting (NIR or density-based) rather than expecting a single extruder to handle everything. Mixed-resin pellets sell at steep discounts — often 40–60% below single-resin regrind — erasing your ROI fast.
Spec sheets can look overwhelming — dozens of numbers, acronyms, and performance claims competing for your attention. Not all of them matter equally. The specifications below are the ones that actually separate a reliable plastic recycling machine from one that drains your budget within the first year.
Motor power (measured in kW) directly controls throughput and the range of materials you can process. A shredder handling rigid HDPE drums typically needs 30–75 kW dual-shaft motors, while a granulator for thin PP film might run efficiently at 15–30 kW. Oversized motors waste electricity; undersized ones stall under load and burn out bearings. Ask for the rated torque at low RPM, not just peak horsepower — torque is what actually pulls contaminated bales through cutting chambers.
Cheap blades cost you more than expensive ones. D2 tool steel (60–62 HRC hardness) holds an edge 3–4× longer than standard carbon steel, reducing downtime for sharpening. For abrasive feedstock like sand-contaminated agricultural film, SKD-11 or Stellite-tipped blades are worth the premium. Always confirm whether blades are individually replaceable or require full-rotor swaps — the difference in maintenance cost is significant.
Screen mesh size determines output particle uniformity. Most operations need interchangeable screens ranging from 8 mm to 20 mm. If your buyer demands tight pellet tolerances, prioritize machines offering quick-change screen cradles rather than bolt-on designs that take 45 minutes to swap.
Small-scale operators (under 200 kg/hr) can often skip full automation and invest more in blade quality and motor reliability. High-volume plants processing 500+ kg/hr should prioritize PLC integration and energy efficiency — those specs compound into six-figure savings annually. For a deeper comparison of which manufacturers deliver on these specs, see our top plastic recycling machine manufacturers compared.
Budget conversations stall more deals than technical specs ever do. Here’s a realistic breakdown so you can build a defensible business case before requesting quotes.
| System Tier | الإنتاجية | Approximate Cost (USD) |
|---|---|---|
| Entry-level wash-and-pelletize line | 200–500 kg/hr | $80,000–$180,000 |
| Mid-range integrated line | 500–1,000 kg/hr | $200,000–$500,000 |
| High-capacity turnkey plant | 1,000–3,000 kg/hr | $500,000–$1.5 million+ |
Those figures cover core machinery only. Buyers routinely underestimate ancillary costs that add 20–40% to the total:
Assume a mid-range plastic recycling machine processing 800 kg/hr of HDPE flake, running two 8-hour shifts daily, 25 days per month. That yields roughly 320 metric tons of pellets monthly. With recycled HDPE pellet prices averaging $800–$1,100/ton (per ICIS market data) and feedstock costs around $150–$300/ton for post-industrial scrap, gross margins land between $500–$800 per ton before labor and utilities.
At 320 tons/month and a conservative $550/ton margin, monthly gross profit reaches ~$176,000. A $400,000 system investment pays for itself in under three months — even after factoring in $25,000/month in labor, energy, and maintenance.
Payback timelines stretch to 12–18 months for post-consumer lines because washing and sorting add labor and water costs. Still strong by manufacturing standards. To compare equipment pricing across كبار موردي معدات إعادة تدوير البلاستيك الصناعي, request itemized quotes that separate core machinery from ancillary systems — that’s where hidden cost gaps appear.
A $200,000 plastic recycling machine can fail like a $2,000 one if maintenance gets ignored. Deferred upkeep doesn’t save money — it shifts costs into unplanned downtime, scrap-quality output, and premature component replacement that can run 3–5× the price of scheduled servicing.
| المكوّن | Inspection Interval | Key Action |
|---|---|---|
| Shredder/granulator blades | Every 200–400 operating hours | Sharpen or rotate; replace at 60% wear |
| Screens & perforated plates | Weekly visual check | Clear blockages; replace when holes elongate >10% |
| Extruder barrel & screw | Every 2,000–3,000 hours | Measure wear gap with feeler gauge; re-nitride or replace |
| Bearings & gearboxes | Monthly grease; quarterly vibration analysis | Track temperature trends; swap at first sign of play |
| Hydraulic systems | Every 500 hours | Filter change, fluid contamination test |
One jammed screen on a pelletizing line can halt production for 4–8 hours. At a throughput of 500 kg/h and a pellet margin of $0.15/kg, that single event costs roughly $300–$600 in lost output — before you factor in emergency labor and expedited parts shipping. Multiply that across a year of neglected upkeep, and losses easily exceed $15,000–$25,000.
Degraded screws and barrels also silently destroy product quality. A worn screw flight reduces compression ratio, causing inconsistent melt pressure and pellets with voids or uneven color. Buyers of recycled resin reject these batches outright.
Tip: Keep a spare set of blades and critical wear parts on-site. Waiting two weeks for overseas shipment turns a 30-minute swap into a production disaster. Reputable manufacturers — you can compare their parts support in this manufacturer comparison guide — often stock fast-ship spare kits for their plastic recycling machines.
Consistent preventive maintenance extends equipment life by 30–50%, according to reliability engineering data published by the Society for Maintenance and Reliability Professionals (SMRP). That translates directly into years of additional production before a major capital reinvestment becomes necessary.
What is the minimum investment for a small-scale recycling line?
Expect to spend $15,000–$50,000 for a basic setup handling 100–300 kg/hr — typically a shredder, washing tank, and simple extruder-pelletizer. Chinese-manufactured lines sit at the lower end; European-built equipment can double that figure. Budget an extra 10–15% for installation, electrical work, and freight.
Can one machine handle multiple plastic types?
A single extruder can process HDPE, LDPE, and PP with screw and temperature adjustments, but PET requires a dedicated crystallizer-dryer stage and different barrel temperatures. Mixing incompatible resins — say PVC contaminating a PET stream — ruins pellet quality and damages equipment. Sort first, then process.
How long does it take to see ROI?
Most operators recover their investment within 12–24 months, depending on feedstock cost and rPellet selling price. Clean post-industrial scrap yields faster returns because washing and sorting costs are minimal. Detailed ROI benchmarks were covered in our costs section above.
ما الشهادات التي يجب أن أبحث عنها في الشركة المصنعة؟
At minimum, require ISO 9001 for quality management and CE marking for machinery safety. For food-grade rPET output, the line needs an FDA Letter of No Objection or EFSA-approved decontamination process. Check our guide to choosing a plastic recycling machine manufacturer for a deeper breakdown of certification red flags.
Do I need a washing line if my feedstock is clean post-industrial scrap?
Not always. If contamination levels stay below 1–2% and the material arrives as uniform offcuts or purge lumps, you can feed directly into a shredder-extruder combination. Skip the washing line and you cut both capital cost and water consumption by roughly 30%. However, even “clean” scrap should pass a metal detector before entering the granulator — a single bolt can destroy a rotor in seconds.
Every decision in this guide boils down to four variables. Rank them before you contact a single supplier.
| Decision Criteria | Key Question | Where to Look |
|---|---|---|
| Feedstock Type | Which resin(s) will you process — PET, HDPE, PP, film, or mixed streams? | Section 6: Material Compatibility |
| Volume | What throughput (kg/hr) do you need now, and where will you be in 3 years? | Section 5: Matching Capacity |
| Budget | Can you invest $80K–$150K for a starter line, or $300K+ for a turnkey system? | Section 8: Costs and ROI |
| Output Goals | Do buyers need washed flakes, rPET pellets, or compounded granules? | Section 4: Extruders and Pelletizers |
Start with feedstock — it eliminates 40–60% of machine options immediately. A facility processing only HDPE bottles has radically different shredder, wash, and extrusion needs than one handling mixed post-consumer film. Nail this first, and every downstream choice gets simpler.
Volume comes second because it sets the price floor. Oversizing by even 30% inflates capital cost, energy draw, and maintenance burden. Undersizing caps revenue the moment demand grows. Target 70–80% utilization on day one with room to scale.
Don’t buy a machine. Buy a validated solution: feedstock in, sellable output out, with the numbers to prove it pays back within 18–24 months.
Ready to move forward? Request a detailed quote, ask for reference sites processing similar materials, and insist on a test run with your actual waste. That single step separates buyers who profit from those who regret.


