إجراء بعض التغييرات على البيئة العالمية
ستحقق لك الماكينة التي اشتريتها أرباحًا، ولكنها أيضًا ستغير البيئة العالمية بشكل غير مباشر وستعطي فرصة للاستفادة من نفايات البلاستيك.

إجراء بعض التغييرات على البيئة العالمية

في العام الماضي، ساعدت مصنعًا فيتناميًا متوسط الحجم على استبدال خط الأنابيب البلاستيكية المتقادم. وقد عرضوا عليهم ماكينات تتراوح أسعارها من $18,000 إلى $380,000، وبدت المواصفات مثل حساء الحروف الأبجدية. نسب L/D للبراغي اللولبية، والتكوينات المخروطية مقابل التوأم المتوازي، ومنحنيات عزم دوران المحرك المؤازر - كل هذه الفوضى. بعد ثلاثة أسابيع من الزيارات للمصنع وعمليات الاختبار، توصلنا إلى إعداد عزز إنتاجها بمقدار 401 تيرابايت/ثلاثة أضعاف مع خفض تكاليف الطاقة بمقدار الربع تقريبًا. هذه التجربة، بالإضافة إلى حوالي عقد من العمل مع معدات البثق في جميع أنحاء آسيا وأوروبا، هو ما أسكبته في هذا الدليل.
ماكينة بثق البلاستيك PVC عبارة عن معدات متخصصة تقوم بصهر ومزج وتشكيل راتنج كلوريد البوليفينيل في مقاطع جانبية متصلة - الأنابيب وإطارات النوافذ وعزل الكابلات والصفائح وغيرها - عن طريق دفع المادة من خلال قالب مُشكَّل تحت حرارة وضغط متحكم فيهما. إذا كنت تقوم بتقييم ماكينات البثق البلاستيكية في عام 2026، فإن هذا الدليل يغطي كل نوع ومواصفات ومعيار تسعير ومعيار اختيار تحتاج إليه لاتخاذ قرار واثق.
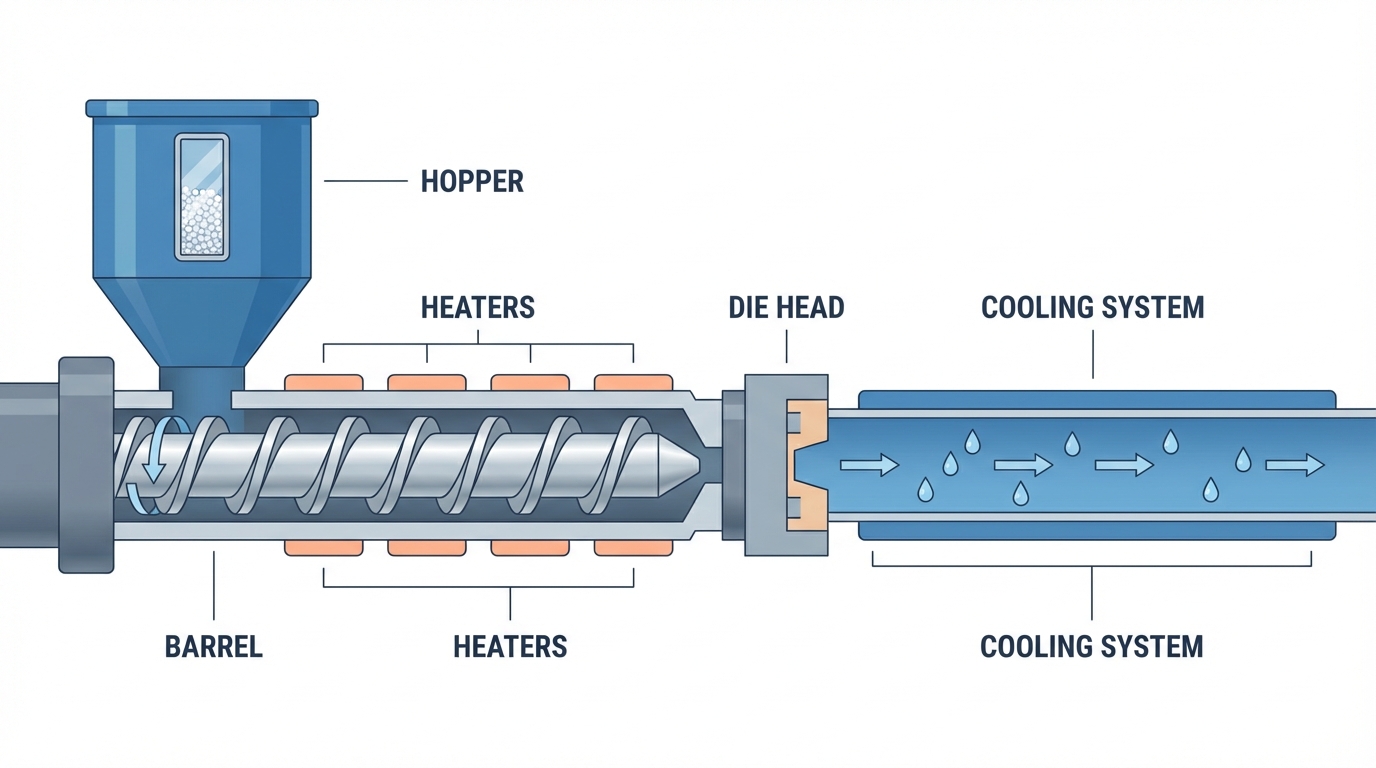
تجريد المصطلحات بعيدا عن المصطلحات وماكينة بثق البلاستيك PVC هي في الأساس صانع نقانق دقيقة للغاية وساخنة للغاية للبلاستيك. تقوم بتلقيم مركب PVC الصلب أو المرن في أحد طرفيها - عادةً كمسحوق جاف أو كريات مسبقة الصنع - وتقوم الماكينة بصهره وخلطه في مصهور متجانس، ثم تدفعه من خلال فتحة على شكل (القالب) لإنشاء منتج متصل بمقطع عرضي ثابت.
يمكن أن يكون هذا المنتج أنبوب ماء، أو مقطع جانبي للنوافذ، أو غلاف كابل، أو أنبوب طبي، أو لوح من مواد الأرضيات. يتم تحديد المقطع العرضي بالكامل من خلال تصميم القالب، وهذا هو السبب في أن منصة الطارد الواحدة يمكن أن تنتج منتجات نهائية مختلفة تمامًا بمجرد تبديل الأدوات في المقدمة.
ما الذي يجعل بثق الـ PVC مختلفة من بثق البولي إيثيلين أو البولي بروبلين هو المادة نفسها. مادة PVC حساسة حرارياً. فهو يبدأ في التدهور عند درجات حرارة قريبة بشكل غير مريح من نافذة المعالجة - حوالي 170-210 درجة مئوية حسب التركيبة. عند رفع درجة الحرارة أكثر من اللازم أو ترك المادة لفترة طويلة، ستحصل على إطلاق حمض الهيدروكلوريك وتغير اللون ومنتج هش. وهذا هو السبب في أن ماكينات بثق PVC تتطلب تحكمًا حراريًا أكثر إحكامًا، وهندسة براغي محددة، ومعدنًا مقاومًا للتآكل في كثير من الأحيان مقارنةً بالماكينات ذات الأغراض العامة.
تتلخص الوظيفة الأساسية في أربعة أمور تحدث في وقت واحد: نقل المواد الخام إلى الأمام, الذوبان من خلال مزيج من السخانات الخارجية واحتكاك القص الداخلي, الخلط لضمان توزيع موحد لدرجات الحرارة والمواد المضافة بشكل موحد، و الضغط بما يكفي لإجباره على المرور عبر القالب بمعدل ثابت. احصل على الأربعة بشكل صحيح وستحصل على منتج جيد. إذا أخطأت في أي منها فستواجه رفضًا أو تعطلًا أو ما هو أسوأ من ذلك - برميل مليء بالبلاستيك البلاستيكي المتحلل الذي يستغرق ساعات لتنظيفه.
لقد رأيت المشغلين الذين أداروا خطوط البولي إيثيلين البولي إيثيلين لسنوات يعانون عندما تحولوا إلى البولي فينيل كلوريد. فالمادة لا تتسامح مع التحكم في درجة الحرارة غير المتقن كما تفعل البولي أوليفينات. هذا هو أهم شيء يجب فهمه قبل البدء في التسوق لشراء آلة بثق PVC.
أجد أن معظم المشترين يفهمون عملية البثق من الناحية المفاهيمية ولكنهم لا يفهمون التفاصيل التي تهم فعليًا في اختيار الماكينة. لذا إليك العملية مقسمة إلى المراحل التي تحدث داخل الماكينة (وبعدها مباشرة).
نادرًا ما يدخل PVC في الطارد كراتنج نقي. فهو يصل كمزيج جاف - راتينج PVC ممزوج بالمثبتات ومواد التشحيم والمواد المالئة (مثل كربونات الكالسيوم) والأصباغ وأحيانًا معدِّلات الصدمات. ويحدث هذا المزج عادةً في خلاط عالي السرعة في المنبع.
يتساقط المسحوق المخلوط في قادوس الطارد، والذي يقوم بتغذيته في البرميل عن طريق الجاذبية. تستخدم بعض الأنظمة نظام التغذية بالقوة أو نظام الجرعات الحجمية/الجاذبية للتحكم الأكثر دقة. إذا كنت تقوم بمعالجة مركب PVC المكور بدلاً من المزيج الجاف، فإن التغذية تكون أبسط، ولكنك تفقد بعض المرونة في التركيب.
هذا هو المكان الذي يحدث فيه السحر - والتحدي الهندسي -. يلتقط البرغي الدوّار (أو البراغي في الماكينة ثنائية اللولب) المسحوق ويدفعه للأمام على طول البرميل. وبينما تتحرك المادة، فإنها تواجه درجات حرارة أعلى تدريجيًا من السخانات الخارجية للبرميل والضغط المتزايد من هندسة البرغي.
إليك الجزء الذي يفتقده معظم الناس: يأتي ما يقرب من 60-80% من الحرارة التي تذيب PVC من القص الاحتكاكي، وليس من سخانات الأسطوانة. السخانات هي أكثر لضبط مناطق درجة الحرارة والحفاظ عليها. ويحدد تصميم البرغي - عمق الطيران، ودرجة الانحدار، ونسبة الضغط - مقدار القص الذي تتعرض له المادة. يولد الكثير من القص الكثير حرارة زائدة ويؤدي إلى تدهور مادة PVC. أما القليل جدًا، فستحصل على جزيئات غير ذائبة في منتجك.
يوجد في البرميل النموذجي ثلاث مناطق وظيفية:
بالنسبة للبلاستيك الصلب PVC الصلب على وجه الخصوص، يعد الخلط الشامل أمرًا بالغ الأهمية لأن المزيج الجاف يحتوي على العديد من المواد المضافة التي يجب توزيعها بالتساوي. تتفوق هنا ماكينات البثق المزدوجة اللولب لأن تصميمها اللولبي المتشابك يخلق خلطًا مكثفًا للتوزيع والتشتت. تضيف الماكينات أحادية اللولب في بعض الأحيان عناصر خلط - مثل خلاطات Maddock أو أقسام الخلط من النوع الدبوسي - للتعويض عن ذلك.
يظهر سوء الخلط على شكل خطوط، أو لون غير متساوٍ، أو سمك جدار غير متناسق، أو بقع ضعيفة في المنتج النهائي. لقد تتبعت ذات مرة مجموعة من الأنابيب البلاستيكية الفاشلة إلى قسم خلط مهترئ فقد 0.3 مم من خلوص الطيران. رقم صغير وعواقب كبيرة.
يخرج المصهور المضغوط والمتجانس من البرميل ويدخل رأس القالب. القالب عبارة عن أداة فولاذية دقيقة التشكيل تقوم بتشكيل الذوبان في المقطع العرضي المطلوب. بالنسبة للأنبوب، فهو عبارة عن قالب حلقي مع وجود مغزل في المنتصف. أما بالنسبة للقالب الجانبي، فهو قالب معقد متعدد القنوات قد يستغرق أسابيع لتصميمه وتصنيعه.
تصميم القالب هو تخصصه الخاص. يجب أن تضمن قنوات التدفق سرعة موحدة عبر المقطع العرضي بأكمله - وإلا ستحصل على جدران أكثر سمكًا على جانب واحد، أو مقاطع جانبية مشوهة، أو عيوب سطحية. معظم الشركات المصنعة لأجهزة البثق ذات السمعة الطيبة إما تصنع قوالبها الخاصة أو تعمل بشكل وثيق مع صانعي القوالب المتخصصة.
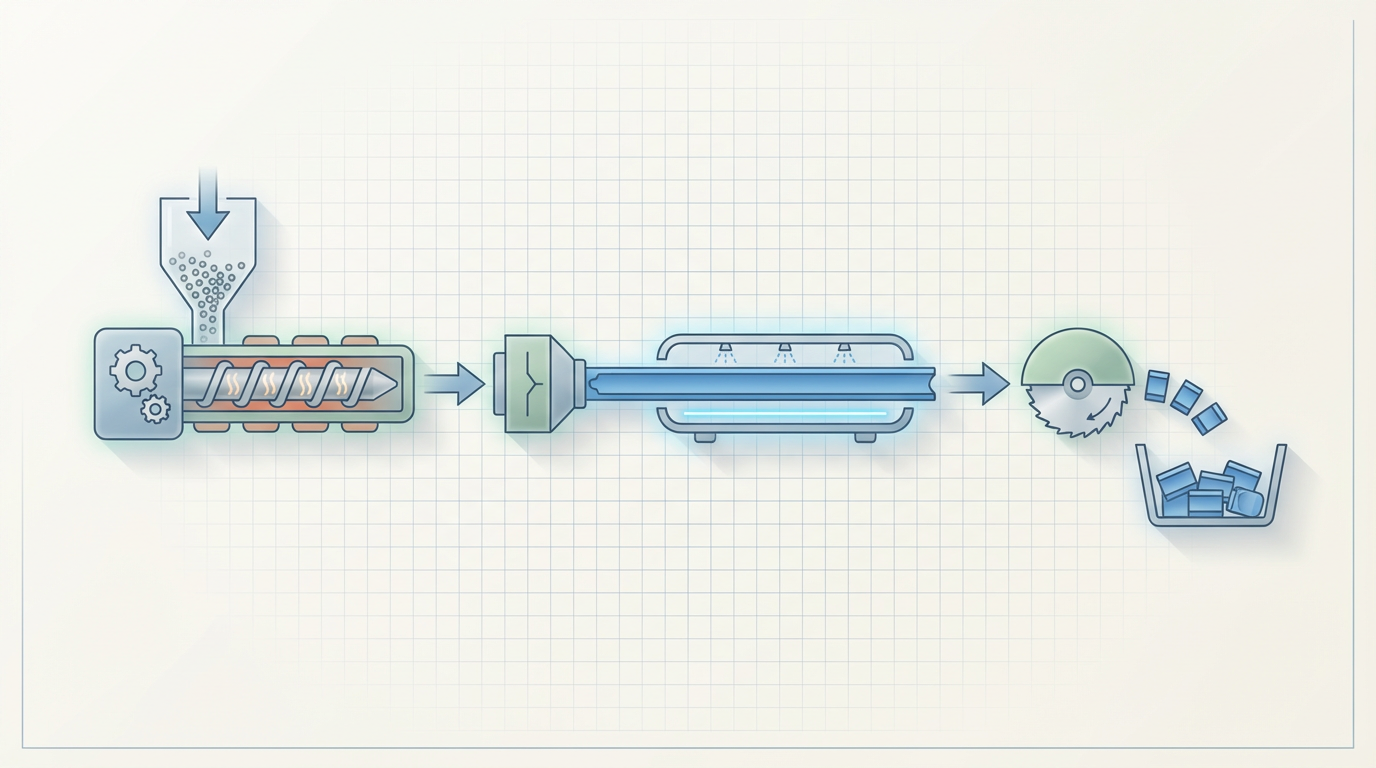
يخرج البثق من القالب طريًا وساخنًا. ما يحدث بعد ذلك يعتمد على المنتج:
بعد التبريد، تحافظ وحدة السحب (الساحب) على سرعة خط ثابتة، ويقوم القاطع أو المنشار بقطع المنتج حسب الطول. لا يقل قسم المصب بأكمله - المعاير، وخزان التبريد، والسحب، والقاطع - أهمية عن الطارد نفسه. لقد رأيت آلات بثق جيدة تمامًا تنتج قمامة لأن المعدات النهائية كانت غير متطابقة أو سيئة الصيانة.
يعد فهم هذا التدفق الكامل للعملية أمرًا ضروريًا عندما تكون التعرف على عملية بثق البلاستيك لأول مرة، لأن الطارد هو قطعة واحدة فقط من خط إنتاج كامل.
ادخل إلى أي معرض تجاري للبلاستيك في عام 2026 وسترى ثلاث بنيات رئيسية لأجهزة البثق تتنافس على تطبيقات الـ PVC. لكل منها شخصية مميزة، واختيار الطارد الخاطئ هو خطأ مكلف شاهدت الشركات ترتكبه أكثر من مرة.
العمود الفقري برغي واحد يدور داخل ماسورة واحدة. بسيطة وموثوقة وبأسعار معقولة نسبيًا. بالنسبة لماكينات PVC، تعمل الماكينات أحادية اللولب بشكل جيد عندما تقوم بمعالجة الكريات المركبة مسبقًا (وليس المزيج الجاف) ولا يتطلب المنتج خلطًا مكثفًا - فكر في طلاء الكابلات البلاستيكية المرنة أو الأنابيب البسيطة أو الأغشية.
ما هو القيد؟ البراغي المفردة هي خلاطات متواضعة. فهي تعتمد في المقام الأول على تدفق السحب لتحريك المواد، وقدرتها على الخلط محدودة ما لم تقم بإضافة عناصر خلط متخصصة. بالنسبة للخلط الجاف للـ PVC الصلب الجاف - وهو غالبية إنتاج الأنابيب البلاستيكية والمقاطع الجانبية - تكافح الماكينات أحادية اللولب لتحقيق جودة الخلط التي توفرها الماكينات ثنائية اللولب دون عناء.
ومع ذلك، فإن التصاميم الحديثة أحادية اللولب مع رحلات الحاجز ونسب الضغط المحسنة قد أغلقت الفجوة إلى حد ما. وبالنسبة للعمليات التي تعالج مركب PVC المُكَوَّر مسبقًا، يمكن أن يكون الطارد أحادي اللولب المصمم جيدًا هو الخيار الأكثر فعالية من حيث التكلفة.
هذا هو المكان الذي يتم فيه إنتاج 80%+ من الأنابيب البلاستيكية الصلبة والمقاطع الجانبية على مستوى العالم. تستخدم آلات البثق ثنائية اللولب اثنين من البراغي المتشابكة التي تخلق حركة ضخ ذات إزاحة إيجابية، وخلطًا ممتازًا، ومعالجة لطيفة وشاملة للمواد.
آلات البثق المخروطية ثنائية اللولب المخروطية تحتوي على براغي مستدقة من قطر كبير في طرف التغذية إلى قطر أصغر في طرف التفريغ. يخلق هذا التصميم ضغطًا طبيعيًا بدون قص عنيف - وهو مثالي للـ PVC الحساس حراريًا. إنها الخيار المهيمن لأنابيب PVC الصلبة (قطر 16-630 مم)، وملامح النوافذ والمنتجات المماثلة. قامت الشركات المصنعة الأوروبية مثل KraussMaffei وBattenfeld-Cincinnati ببناء سمعتها على تقنية اللولب المخروطي المزدوج.
آلات البثق المتوازية ثنائية اللولب اللولبية تحتوي على براغي ذات قطر موحد في جميع أنحائها. وهي توفر المزيد من المرونة في تكوين العناصر اللولبية (يمكنك تبديل العناصر الفردية وإعادة ترتيبها)، مما يجعلها متعددة الاستخدامات للتركيبات والمنتجات المختلفة. إنها تكتسب أرضية في تركيب PVC، وإنتاج مركب الخشب والبلاستيك (مركب الخشب والبلاستيك)، والتطبيقات التي تغير فيها الوصفات بشكل متكرر.
قاعدة عامة سريعة: إذا كنت تصنع نوعًا واحدًا من منتجات PVC الصلبة بكميات كبيرة، فاستخدم المخروطية. أما إذا كنت بحاجة إلى المرونة عبر تركيبات أو منتجات متعددة، فإن اللولب المزدوج المتوازي يمنحك مساحة أكبر للعب.
هؤلاء هم المتخصصون. يحتوي الطارد الكوكبي على مغزل مركزي محاط بعدة (6-12) براغي كوكبية أصغر حجمًا تدور حوله داخل برميل مزود بأسنان داخلية. والنتيجة هي خلط وتبادل حراري غير عادي مع إجهاد قص منخفض للغاية.
بالنسبة لخطوط تقويم البولي فينيل كلوريد الفينيل (إنتاج صفائح وأرضيات صلبة)، يصعب التغلب على آلات البثق الكوكبية. حيث يمكنها معالجة البولي فينيل كلوريد الفينيل في درجات حرارة أقل من البراغي المزدوجة، مما يعني تدهورًا حراريًا أقل ووضوحًا بصريًا أفضل. لكنها مكلفة ومعقدة في الصيانة ومبالغ فيها لإنتاج الأنابيب القياسية أو المقاطع الجانبية.
لقد أوصيتُ فقط بماكينات البثق الكوكبية للعملاء الذين ينتجون ألواح أو أغشية PVC عالية الجودة حيث تكون جودة السطح والوضوح غير قابلة للتفاوض. أما بالنسبة لأي شيء آخر، فإن اللولب المزدوج هو الحل الأمثل.

هذا هو السؤال الذي يُطرح عليَّ في أغلب الأحيان، والإجابة أكثر دقة مما توحي به معظم كتيبات المبيعات. فيما يلي مقارنة صادقة تستند إلى ما رأيته في بيئات الإنتاج الحقيقية - وليس ظروف المختبر.
| الميزة | آلة بثق أحادية اللولب | آلة بثق ثنائية البرغي (مخروطية/موازية) |
|---|---|---|
| إمكانية الخلط | معتدل؛ يحتاج إلى خلاطات إضافية للمزيج الجاف | ممتازة؛ توفر البراغي المتداخلة خلطًا شاملاً للتوزيع والتشتت |
| مواد التغذية | الأفضل مع الكريات المركبة مسبقاً | يعالج المسحوق المخلوط الجاف مباشرةً - يوفر خطوة التركيب والتكلفة |
| معدل الإخراج (نموذجي) | 50-500 كجم/ساعة حسب الحجم | 100-1,500 كجم/ساعة فأكثر؛ حيث إن القمم المخروطية أقل من النماذج المتوازية الكبيرة |
| التحكم الحراري | مقبول؛ يمكن أن يتسبب القص الأعلى في حدوث بقع ساخنة | متفوق؛ النقل الإيجابي يعني اعتماد أقل على حرارة القص |
| كفاءة الطاقة | 0.25 - 0.35 كيلوواط/كجم لكلوريد البوليفينيل | 0.18-0.28 كيلوواط/كجم لكلوريد البوليفينيل (15-25% أقل) |
| التكلفة الرأسمالية | 30-50% أقل من البرغي المزدوج المكافئ | تكلفة معالجة أعلى مقدمًا ولكن أقل للكيلوغرام الواحد على نطاق واسع |
| تعقيدات الصيانة | أبسط؛ برغي واحد وأجزاء تآكل أقل | أكثر تعقيداً؛ برغيان، علبة تروس تتطلب خدمة متخصصة |
| أفضل تطبيقات الـ PVC | بولي كلوريد الفينيل المرن، وطلاء الكابلات، والأنابيب البسيطة، والأفلام | الأنابيب البلاستيكية الصلبة، والمقاطع الجانبية والألواح الجانبية والألواح الصلبة |
| التنظيف الذاتي | لا؛ يمكن أن تتجمد المواد في المناطق الميتة | نعم (بالتناوب المشترك)؛ تصميم متداخل يقلل من البقع الميتة |
إليك ما لا يتضمنه هذا الجدول: فرق التكلفة الحقيقي ليس في سعر الماكينة - بل في خطوة التركيب. إذا قمت بشراء آلة بثق أحادية اللولب للـ PVC الصلب، فمن شبه المؤكد أنك ستحتاج إلى شراء كريات مركبة مسبقًا أو الاستثمار في خط تركيب منفصل. تضيف علاوة الحبيبات هذه $50-150 للطن الواحد إلى تكلفة المواد الخاصة بك حسب المنطقة والتركيبة. يقوم جهاز البثق المزدوج اللولب بمعالجة المزيج الجاف مباشرةً، مما يؤدي إلى تخطي هذه التكلفة بالكامل.
لقد أجريت حسابات لعميل في مصر ينتج أنابيب PVC قطرها 200 مم بمعدل 800 كجم/ساعة. تكلف آلة البثق ثنائية اللولب $85,000 تيرابايت و85,000 تيرابايت أكثر مقدمًا من البديل أحادي اللولب. ولكن المعالجة بالمزج الجاف وفرت لهم ما يقرب من $80T/طن من المواد. وبالحجم الذي يستخدمونه، تم دفع ثمن اللولب المزدوج في أقل من 7 أشهر. وبعد ذلك، كان الأمر عبارة عن تحسن واضح في الهامش.
الاستثناء؟ العمليات صغيرة الحجم أو تلك التي تشتري بالفعل مركبًا كيليًا لأسباب أخرى. في تلك الحالات، يمكن استخدام ماكينة جيدة أحادية اللولب - ربما تقترن بماكينة آلة تحبيب البلاستيك لمعالجة إعادة الطحن - يمكن أن يكون الاستثمار الأكثر ذكاءً.

يعد PVC ثالث أكثر بوليمر بلاستيكي يتم إنتاجه على مستوى العالم، والبثق هو طريقة معالجته الأساسية. إن مجموعة المنتجات التي تخرج من خطوط بثق الـ PVC مذهلة حقًا عندما تبدأ في سردها.
هذا هو الأكبر. تمثل أنابيب PVC لإمدادات المياه، والصرف الصحي، والصرف الصحي، والري، والقنوات الكهربائية أكبر استخدام منفرد لسحب PVC في جميع أنحاء العالم. السوق ضخم - بلغت قيمة سوق أنابيب PVC العالمية أكثر من $60 مليار في عام 2024 ويستمر في النمو، مدفوعًا بتطوير البنية التحتية في آسيا وأفريقيا وأمريكا اللاتينية.
يستخدم بثق الأنابيب في المقام الأول آلات بثق مخروطية مزدوجة اللولب لأقطار تتراوح من 16 مم إلى 800 مم فأكثر. تستخدم الأنابيب ذات القطر الأكبر (630 مم وما فوق) في بعض الأحيان ماكينات ثنائية اللولب متوازية لمعدلات الإنتاج الأعلى المطلوبة.
إذا سبق لك أن نظرت عن كثب إلى إطار نافذة PVC، فقد رأيت الغرف المجوفة المعقدة بالداخل. يتم بثق هذه المقاطع الجانبية متعددة الغرف على خطوط ثنائية اللولب مع قوالب دقيقة للغاية وأدوات معايرة. يتطلب بثق المقاطع الجانبية أضيق تفاوتات الأبعاد في أي تطبيق من تطبيقات PVC - حيث أن التفاوت في سُمك الجدار يبلغ +/- 0.1 مم هو المعيار.
بالنسبة لأي شخص يستكشف هذا الجزء، فإن دليل مشتري ماكينة بثق التشكيل الجانبي للبلاستيك يتعمق في المتطلبات المحددة.
يقوم مركب PVC المرن بتغطية الأسلاك والكابلات الكهربائية بسرعات تصل إلى 600 متر في الدقيقة على آلات البثق أحادية اللولب عالية السرعة. هذا هو أحد المجالات التي تهيمن فيها الماكينات أحادية اللولب لأن المادة عبارة عن كريات بولي كلوريد الفينيل المرنة المركبة مسبقًا، والمتطلب الرئيسي هو السرعة والتركيز وليس الخلط.
تتطلب الأنابيب الطبية البلاستيكية - الأنابيب الطبية البلاستيكية - الأنابيب الوريدية وأكياس الدم وأنابيب التنفس - مركبًا من الدرجة الغذائية/الطبية وظروف بثق في غرفة نظيفة. عادةً ما تكون الماكينات عبارة عن ماكينات بثق أحادية أو ثنائية اللولب أصغر حجمًا ومزودة بأسطح تلامس من الفولاذ المقاوم للصدأ وتحكم فائق الدقة في الأبعاد.
تأتي صفائح PVC الصلبة للتشكيل الحراري وأغشية التغليف الشفافة وأرضيات بلاط الفينيل الفاخر (LVT) جميعها من خطوط البثق. وقد انتشر إنتاج أرضيات بلاط الفينيل الفاخر (LVT) في السنوات الأخيرة، ويستخدم في ذلك آلات بثق ثنائية اللولب أو آلات بثق كوكبية متخصصة تغذي أكوام لفات التقويم.
هناك مجالان يكتسبان زخماً هذا العام. الأول, مركّبات الخشب والبلاستيك المصنوعة من البلاستيك PVC (WPC) للتلبيس والكسوة، والتي تتطلب آلات بثق ثنائية اللولب متوازية قادرة على التعامل مع أحمال الحشو العالية. ثانياً, معالجة ال PVC المعاد تدويره - مدفوعة بتشديد اللوائح التنظيمية في أوروبا وتزايد الطلب على ماكينات إعادة تدوير البلاستيك التي يمكنها التعامل مع مجاري نفايات PVC ما بعد الاستهلاك.
عندما تقرأ ورقة مواصفات ماكينة بثق PVC، فإن بعض الأرقام مهمة جدًا والبعض الآخر عبارة عن زغب تسويقي في الأساس. بعد تقييم العشرات من الماكينات للعملاء، إليك المواصفات التي أهتم بها بالفعل - ولماذا.
نسبة الطول إلى القطر (الطول إلى القطر): هذا هو طول البرغي مقسومًا على قطره. بالنسبة لآلات البثق المزدوجة اللولب PVC، تتراوح نسب L/D النموذجية من 20:1 إلى 28:1. توفر نسبة L/D الأطول وقتًا أطول للمكوث والخلط ولكن أيضًا مزيدًا من التعرض الحراري. بالنسبة لمزيج PVC الصلب الجاف، فإن 22:1 إلى 25:1 هي أفضل نسبة. إذا تجاوزت النسبة 28:1 فإنك تخاطر بالتدهور الحراري.
نسبة الضغط: نسبة عمق تحليق منطقة التغذية إلى عمق تحليق منطقة القياس. بالنسبة إلى PVC، تكون نسب الضغط من 2.0:1 إلى 2.5:1 نموذجية. الضغط الأعلى يعني مزيدًا من القص - جيد بالنسبة للبلاستيك PVC المرن، ومحفوف بالمخاطر بالنسبة للتركيبات الصلبة.
المعادن اللولبية: يطلق PVC حمض الهيدروكلوريك أثناء المعالجة، وهو مادة أكالة. تستخدم البراغي عالية الجودة فولاذًا نيترديًا (كحد أدنى)، أو بطانات ثنائية المعدن، أو في الماكينات الممتازة، فولاذ الأدوات مع طلاءات متخصصة. البراغي الرخيصة تبلى بسرعة وتلوث منتجك. هذا أحد المجالات التي لا أوصي فيها أبدًا بخفض التكاليف.
يتم تقسيم البرميل إلى عدة مناطق درجة حرارة يتم التحكم فيها بشكل مستقل - عادةً 4-8 مناطق لآلة البثق PVC. تحتوي كل منطقة على سخانات (شريط من السيراميك أو الألومنيوم المصبوب) وغالبًا ما يكون التبريد بالهواء أو الماء. تُعد القدرة على تبريد المناطق الفردية أمرًا بالغ الأهمية بالنسبة لمادة PVC لأن حرارة القص المتولدة يمكن أن تتجاوز بسهولة درجة الحرارة المستهدفة.
ابحث عن الماكينات التي تحتوي على أجهزة التحكم في درجة الحرارة PID على كل منطقة بدقة +/- 1 درجة مئوية. تستخدم الماكينات الأرخص سعرًا التحكم في التشغيل/إيقاف التشغيل، مما يؤدي إلى تقلبات في درجات الحرارة تظهر على شكل تناقضات في منتجك.
يقوم المحرك وعلبة التروس بتشغيل البرغي (البراغي). المواصفات الرئيسية:
يحول القالب تيار الذوبان المستدير من البرميل إلى شكل المنتج. بالنسبة للأنابيب، يكون الأمر بسيطًا نسبيًا. أما بالنسبة للملامح، فيمكن أن تحتوي القوالب على أكثر من 20 قناة تدفق وتبلغ تكلفة القالب الواحد منها $10,000 إلى 50,000. يجب تصميم القالب خصيصًا لتركيبة PVC وأبعاد المنتج المستهدفة.
شيء واحد أتحقق منه دائمًا: هل يحتوي القالب على مسامير شفة قابلة للتعديل أو شفاه مرنة؟ هذه تسمح بضبط توزيع سُمك الجدار بدقة دون إزالة القالب. توفر وقتًا هائلاً أثناء بدء التشغيل وتغييرات المنتج.
يجب أن تحتوي آلات البثق البلاستيكية الحديثة في عام 2026 على تحكم قائم على PLC مع شاشة لمس HMI (واجهة بين الإنسان والآلة). يدير نظام التحكم مناطق درجة الحرارة، وسرعة اللولب، وضغط الذوبان، وغالبًا ما يتكامل مع المعدات النهائية. تشمل الأنظمة المتميزة تخزين الوصفات (بحيث يمكنك استدعاء الإعدادات لمنتجات مختلفة)، وتسجيل البيانات، وإمكانية المراقبة عن بُعد.
لا تقلل من شأن نظام التحكم. لقد رأيت اثنين من آلات البثق المتطابقة من نفس الشركة المصنعة يعملان بشكل مختلف تمامًا لأن أحدهما كان لديه نظام تحكم مضبوط جيدًا والآخر كان يعمل على عناصر تحكم أساسية مع ضبط PID ضعيف.
حسنًا، هذا هو القسم الذي أكسب منه رزقي. هذه ليست نصائح عامة للشراء - إنها الأشياء المحددة التي أنظر إليها عند مساعدة العملاء على إنفاق 1TP450,000 إلى 1TP4,500,000 على معدات بثق PVC.
يبدو الأمر واضحاً. ولكنه ليس كذلك. لا يمكنني إحصاء عدد المشترين الذين يبدأون بالسؤال “ما هو أفضل جهاز بثق؟” دون تحديد واضح لما يحتاجون إلى إنتاجه، وبأي حجم، وبمعيار الجودة.
اكتب: نوع المنتج، والأبعاد (القطر، وسُمك الجدار، وهندسة المظهر الجانبي)، والإنتاج المستهدف بالكيلو جرام/ساعة، وسرعة الخط المطلوبة بالمتر/الدقيقة، وأهداف الإنتاج اليومية/الشهرية. ثم أضف 20-30% مساحة رأس 20-30%. يعد تشغيل الطارد بسعة 100% باستمرار وصفة لتسريع التآكل ومشاكل الجودة.
إذا كنت تعالج مزيجًا جافًا من البولي فينيل كلوريد الفينيل الصلب للأنابيب أو المقاطع الجانبية فأنت بحاجة إلى آلة بثق ثنائية اللولب. هذا هو الحال. سوف تسبب لك الماكينة أحادية اللولب صداعًا لا نهاية له مع الجسيمات غير الذائبة والجودة غير المتسقة. إذا كنت تقوم بمعالجة كريات PVC المرنة للكابلات أو الأنابيب، فإن الماكينة أحادية اللولب مناسبة تمامًا وأكثر اقتصادًا.
بالنسبة للأنابيب البلاستيكية الصلبة حتى 400 مم: البرغي اللولبي المزدوج المخروطي (سلسلة SJSZ في التسمية الصينية). للأنابيب ذات الأقطار الكبيرة أو الخطوط الجانبية عالية الإنتاجية: برغي مزدوج متوازي. بالنسبة للأنابيب البلاستيكية المرنة أو المواد المركبة مسبقًا: برغي لولبي واحد.
تمثل الطاقة عادةً 60-70% من إجمالي تكلفة تشغيل خط بثق PVC (باستثناء المواد الخام). الماكينة التي تكلف $15,000 أقل مقدمًا ولكنها تستخدم 20% طاقة أكثر لكل كيلوغرام ستكلفك أكثر بكثير على مدى عمرها الافتراضي الذي يتراوح بين 10-15 سنة.
ابحث عن: محركات المحركات المؤازرة (وليس محركات التيار المتردد القياسية)، وتصميمات علبة التروس الفعالة (علب التروس الكوكبية للبراغي المزدوجة)، والسترات البرميلية المعزولة التي تقلل من فقدان الحرارة. تحقق أفضل الماكينات في عام 2026 استهلاك طاقة محددة أقل من 0.20 كيلوواط ساعة/كجم لإنتاج الأنابيب البلاستيكية الصلبة.
إن علبة التروس في الطارد ثنائي اللولب هي قطعة هندسية دقيقة تتعامل مع أحمال عزم الدوران الهائلة. يمكن أن يكلف تعطل علبة التروس $15,000-40,000 لإصلاحها وأسابيع من وقت التعطل. اسأل عن الشركة المصنعة لعلبة التروس، وتصنيف عزم الدوران بالنسبة لعزم الدوران الأقصى للولب، ونوع المحمل، ونظام التشحيم.
تستخدم الشركات المصنعة لأجهزة البثق ذات السمعة الطيبة علب تروس من متخصصين مثل فليندر أو زامبيللو أو تصميماتها الداخلية ذات السجلات المثبتة. إذا لم يتمكن المورد من إخبارك بمصدر علبة التروس ومواصفاتها، فابتعد.
الطارد ما هو إلا بداية الخط فقط. فأنت تحتاج إلى قالب وخزان معايرة وحوض تبريد وحوض تبريد وسحب وقاطع وربما ماكينة تكديس أو ماكينة بثق. يجب مطابقة كل ذلك مع معدل إخراج الطارد وأبعاد المنتج وسرعة الخط.
اشترِ الخط الكامل من مورد واحد إن أمكن. يمكن أن تنجح الخطوط المختلطة المصادر، ولكنك ستقضي أسابيع في دمج المعدات ولن يتحمل أحد المسؤولية عندما لا يعمل شيء ما.
يمكن لأي مصنع كتابة مواصفات مبهرة. ما يهم هو كيفية أداء الماكينة بعد 6 أشهر من الإنتاج. اسأل عن عملاء مرجعيين في منطقتك، ويفضل أن يكونوا منتجين لمنتجات مماثلة. اتصل بهم. قم بزيارتهم إذا استطعت. اسأل عن وقت التشغيل، واتساق الجودة، وتوافر قطع الغيار، ومدى استجابة فريق خدمة الشركة المصنعة.
لقد رفضت ماكينات بدت رائعة على الورق بعد زيارة موقع مرجعي ورؤية الواقع. كانت ماكينة بثق “800 كجم/ساعة” لإحدى الشركات المصنعة تنتج في الواقع 520 كجم/ساعة من المنتج المقبول لأن نظام التحكم لم يتمكن من الحفاظ على درجات حرارة ثابتة.
آلة بثق PVC هي استثمار لمدة 10-15 سنة. خلال تلك الفترة، ستحتاج إلى براغي احتياطية، وبطانات أسطوانية، وسخانات، ومزدوجات حرارية، وموانع تسرب علبة التروس، وربما ترقيات نظام التحكم. إذا كان المورد الخاص بك في الجانب الآخر من العالم دون وجود خدمة محلية ومهلة 12 أسبوعًا لقطع الغيار، فأنت تخاطر بشدة.
أفضل الموردين - وهذا هو المكان الذي مصنعي ماكينات إعادة تدوير البلاستيك في الصين تحسنت بشكل كبير - فهي تحتفظ بمستودعات إقليمية، وتوفر دعمًا لاستكشاف الأخطاء وإصلاحها عبر الإنترنت، ويمكنها شحن قطع الغيار الضرورية في غضون 48-72 ساعة.
سأكون صريحًا هنا: سوق آلات البثق البلاستيكية مزدحم، ولا تستحق كل علامة تجارية سمعتها. فبعضها يعتمد على الإرث بينما تقدم الشركات الأحدث قيمة أفضل. إليكم تقييمي الصادق بناءً على الماكينات التي قمت بتقييمها شخصيًا أو قمت بتركيبها مع العملاء أو رأيتها تعمل في بيئات الإنتاج.
المعيار الذهبي لبثق الأنابيب البلاستيكية المخروطية ثنائية اللولب. لقد كانت سلسلة KMD الخاصة بهم هي المعيار القياسي لإنتاج الأنابيب البلاستيكية الصلبة والمقاطع الجانبية لعقود. جودة التصنيع استثنائية، وعلب التروس مضادة للرصاص، وخبرتهم العملية لا مثيل لها. الجانب السلبي؟ السعر. أنت تدفع قسط 40-60% أعلى من مثيلاتها الصينية. بالنسبة للمنتجين ذوي الكميات الكبيرة حيث يبرر وقت التشغيل واتساق الجودة الاستثمار، من الصعب مجادلة KraussMaffei.
منافس قريب من شركة KraussMaffei، وهي قوية بشكل خاص في بثق الأنابيب عالية الإنتاجية. تعتبر سلسلتيها conEX وSolEX من الشركات الرائدة في إنتاج الأنابيب البلاستيكية ذات القطر الكبير. وقد كانت الشركة رائدة في بعض الابتكارات المتعلقة بكفاءة الطاقة - مثل أنظمة المحرك المؤازر المدمجة - والتي قام الآخرون بتقليدها منذ ذلك الحين. كما أن خطوط بثق مقاطع البولي فينيل كلوريد الفينيل الخاصة بهم من الدرجة الأولى، خاصةً لسوق النوافذ الأوروبية.
شركة عائلية إيطالية تصنع ماكينات البثق المزدوجة اللولب منذ عام 1946. وتحظى الشركة بتقدير خاص لماكينات البثق المزدوجة اللولبية المتوازية ولها حضور قوي في إنتاج الأنابيب البلاستيكية في جميع أنحاء الشرق الأوسط وأفريقيا. ماكيناتهم ليست مصقولة مثل العلامات التجارية الألمانية/النمساوية، ولكنها قوية وبأسعار تنافسية، كما أن شبكة خدمات باوسانو في الأسواق النامية جيدة بشكل مدهش.
أكبر مصنع صيني لمعدات البثق من حيث الإيرادات. استثمرت شركة JWELL بكثافة في تكنولوجيا بثق الـ PVC على مدار العقد الماضي، وأحدث خطوطها ذات اللولب المخروطي المزدوج المخروطي قادرة على المنافسة حقًا مع الماكينات الأوروبية بسعر 40-50% من السعر. لقد رأيت خطوط أنابيب JWELL PVC تعمل في جنوب شرق آسيا وأفريقيا بأداء قوي. لا تزال نقطة ضعفها في التفاصيل الدقيقة - ضبط نظام التحكم، وجودة القالب، وموثوقية علبة التروس على المدى الطويل لا تضاهي تمامًا الماكينات الأوروبية الرائدة. ولكن الفجوة تتقلص بسرعة.
المهيمنة في شبه القارة الهندية في مجال بثق الأنابيب البلاستيكية. لقد قاموا ببناء آلاف الخطوط لسوق البنية التحتية المزدهرة في الهند. صُممت ماكيناتهم لمواجهة التحديات الخاصة بالسوق الهندية - تقلبات الجهد الكهربائي، والبيئات المتربة، والمشغلين ذوي مستويات المهارة المختلفة. ليست الأكثر تقدمًا من الناحية التكنولوجية، ولكنها مجربة وعملية.
بعض الأمور الأخرى الجديرة بالذكر ليستريتز (ألمانيا) للتطبيقات المتخصصة ذات اللولب المزدوج المتوازي, كوبريون (ألمانيا) لآلات بثق مركبات PVC, الماكينات العبقرية (تايوان) لخطوط الألواح والأفلام البلاستيكية متوسطة المدى، و شينرونغ (الصين) لخطوط الأنابيب البلاستيكية الصديقة للميزانية التي تتخطى أسعارها.
نصيحتي الصادقة؟ إذا كانت ميزانيتك تسمح بذلك، فإن الماكينات الأوروبية تقدم أفضل قيمة على المدى الطويل للإنتاج بكميات كبيرة وجودة عالية. إذا كنت مبتدئًا أو تعمل في أسواق حساسة للأسعار، فقد وصلت الشركات المصنعة الصينية مثل JWELL والعديد من الشركات الأخرى إلى مستوى جودة يجعلها قابلة للتطبيق - خاصة عند إقرانها بعلب التروس ومكونات التحكم من مصادر أوروبية. فقط ابذل العناية الواجبة. قم بزيارة المصنع. شاهد التشغيل التجريبي. تحدث إلى العملاء الحاليين.
لا تشتهر صناعة بثق الـ PVC بالتحرك السريع. فبعض تصميمات الماكينات الأساسية لم تتغير بشكل كبير منذ 20 عامًا. لكن عام 2026 يتشكل كنقطة انعطاف حقيقية، مع وجود العديد من الاتجاهات المتقاربة التي تغير بالفعل كيفية بناء الماكينات وتشغيلها - وليس مجرد كلمات تسويقية طنانة تم إلصاقها على التكنولوجيا القديمة.
هذا الأمر حقيقي وليس مجرد ضجيج. تقوم الشركات المصنعة الرائدة الآن بشحن آلات البثق المزودة باتصال OPC-UA مدمج ولوحات معلومات المراقبة القائمة على السحابة وخوارزميات الصيانة التنبؤية. على سبيل المثال، يجمع نظام SmartAssist من KraussMaffei أكثر من 500 نقطة بيانات في الثانية من خط البثق ويستخدم التعلم الآلي للتنبؤ بانحرافات الجودة قبل أن تنتج خردة.
من الناحية العملية، ما يعنيه هذا للمشترين: يمكنك مراقبة أداء خطك من هاتفك، والحصول على تنبيهات عندما تبدأ درجة حرارة المحمل في الاتجاه التصاعدي (قبل أسابيع من تعطله)، وتحسين الوصفات بناءً على بيانات الإنتاج الفعلية بدلاً من التخمين. أخبرني أحد مديري المصانع في تركيا أن معدل الخردة لديهم انخفض من 3.21 تيرابايت 3 تيرابايت إلى 0.81 تيرابايت 3 تيرابايت في غضون ستة أشهر من تطبيق المراقبة الذكية على خطوط الأنابيب البلاستيكية.
للذهاب إلى ما هو أبعد من المراقبة، تستخدم بعض الأنظمة الآن الذكاء الاصطناعي لضبط معلمات العملية تلقائيًا في الوقت الفعلي. هل تنحرف درجة حرارة الذوبان؟ يقوم النظام بضبط سرعة اللولب ودرجات حرارة المنطقة قبل أن يلاحظ المشغل ذلك. دفعة المواد الواردة لها كثافة سائبة مختلفة قليلاً؟ تقوم وحدة التغذية بالجاذبية وسرعة اللولب بالتعويض تلقائيًا.
أنا متفائل بحذر بشأن هذا الأمر. تعمل هذه التقنية في العروض التوضيحية الخاضعة للرقابة، ولكنني رأيت أنها تعاني من الواقع الفوضوي لأرضيات الإنتاج - تقلبات الطاقة، وعدم اتساق المواد، وتقلبات درجة الحرارة المحيطة. امنحها من 2-3 سنوات أخرى حتى تنضج، ولكن ابدأ بشراء آلات “جاهزة للذكاء الاصطناعي” مع وجود البنية التحتية للمستشعرات.
هذا هو أكبر تحسن عملي منفرد في بثق PVC على مدى السنوات الخمس الماضية. ويؤدي استبدال محركات التيار المتردد التقليدية بمحركات مؤازرة مغناطيسية دائمة إلى خفض استهلاك الطاقة بنسبة 15-25% ويوفر تحكماً أكثر دقة في السرعة. وفقًا للبيانات التي نشرتها وزارة الطاقة الأمريكية, ،تمثل الأنظمة التي تعمل بمحرك ما يقرب من 701 تيرابايت 3 تيرابايت من استخدام الكهرباء الصناعية في معالجة البلاستيك، مما يجعل كفاءة المحرك أعلى ترقية متاحة من حيث التأثير.
تتراوح فترة الاسترداد على ترقية المحرك المؤازر عادةً من 18 إلى 30 شهرًا حسب تكاليف الكهرباء المحلية. في المناطق ذات أسعار الطاقة المرتفعة (أوروبا وأجزاء من جنوب شرق آسيا)، لا يحتاج الأمر إلى تفكير.
تدفع اللوائح الأوروبية - خاصةً هدف تحالف البلاستيك الدائري للاتحاد الأوروبي المتمثل في 10 ملايين طن من البلاستيك المعاد تدويره بحلول عام 2030 - شركات إعادة تدوير وبثق الـ PVC للتعامل مع نفايات الـ PVC ما بعد الاستهلاك وما بعد الصناعة. ويتمثل التحدي في أن البولي فينيل كلوريد الفينيل المعاد تدويره غالبًا ما يحتوي على ملوثات وإضافات مختلطة وبوليمر متحلل لم يتم تصميم أجهزة البثق القياسية للتعامل معها.
الاستجابة من صانعي الماكينات: آلات بثق ثنائية اللولب مع تعزيز التفريغ (تنفيس بالتفريغ لإزالة الرطوبة والمواد المتطايرة)، وأنظمة الترشيح الذائب مع مغيرات الغربال الأوتوماتيكية، وتصميمات اللولب المعدلة التي توفر معالجة ألطف للبوليمر المتحلل بالفعل. إذا كانت معالجة ال PVC المعاد تدويره في مستقبلك - وبالنسبة للعديد من المنتجين، ينبغي أن تكون كذلك - تأكد من أن الطارد الجديد الخاص بك يمكنه استيعاب هذه الميزات. لإلقاء نظرة أوسع على معدات معالجة البلاستيك المعاد تدويره, هذا الدليل لماكينات البثق لإعادة التدوير يغطي التفاصيل.
مساحة الأرضية باهظة الثمن. إن الاتجاه نحو المزيد من آثار أقدام الطارد المدمجة - التي يتم تحقيقها من خلال ترتيبات المحرك العمودي، وخزانات التحكم المدمجة، وتصميمات البراميل الأقصر مع هندسة اللولب المحسنة - مفيد حقًا للمنشآت ذات المساحة المحدودة. توفر بعض موديلات 2026 نفس إنتاج الماكينات التي كانت أكبر من 30% قبل خمس سنوات.
دعني أوفر عليك بعض المحادثات المحرجة مع مندوبي المبيعات. فيما يلي التكلفة الفعلية لماكينات البثق PVC في عام 2026، بناءً على عروض الأسعار والمعاملات الأخيرة التي شاركت فيها. هذه هي أسعار فوب لوحدة الطارد - تكلف الخطوط الكاملة مع معدات المصب 2-4 أضعاف.
| نوع الماكينة وحجمها | الشركة المصنعة الصينية | الشركة المصنعة الأوروبية | التطبيق النموذجي |
|---|---|---|---|
| برغي أحادي، 45-65 مم | $8,000 - $25,000 | $30،000 - $80،000 | الأنابيب البلاستيكية المرنة PVC، طلاء الكابلات |
| برغي مزدوج مخروطي الشكل، 51/105 مم | $18,000 - $35,000 | $70،000 - $140،000 | أنابيب PVC 16-110 مم |
| برغي مزدوج مخروطي الشكل، 65/132 مم | $B4T28,000 - $55,000 | $100،000 - $200،000 | الأنابيب البلاستيكية 50-250 مم، المقاطع الجانبية |
| برغي مزدوج مخروطي الشكل، 80/156 مم | $45,000 - $85,000 | $150،000 - $300،000 | أنابيب PVC 110-400 مم |
| برغي مزدوج مخروطي الشكل، 92/188 مم | $70،000 - $130،000 | $200،000 - $400،000 | أنابيب PVC ذات القطر الكبير 200-630 مم |
| برغي ثنائي اللولب المتوازي، 65-95 مم | $35،000 - $90،000 | $120,000 - $350,000 | تركيب البولي فينيل كلوريد الفينيل متعدد الكلور، WPC، الملامح عالية الإنتاجية |
| الطارد الكوكبي | $80،000 - $200،000 | $250,000 - $600,000+ | صفائح PVC، تغذية التقويم |
بعض الأشياء التي لا يظهرها الجدول:
تكاليف الخط الكامل (الطارد + القالب + القالب + المعايرة + التبريد + السحب + القاطع) عادةً ما يتراوح سعر الطارد فقط بين 2.5 و4 أضعاف سعر الطارد فقط. قد يكلف خط أنابيب PVC كامل صيني الصنع صيني الصنع ينتج أنابيب 16-110 مم 1TP460,000-120,000T. المكافئ الأوروبي: $ 200,000-500,000T.
العوامل التي تؤرجح الأسعار بشكل كبير:
رأيي الصادق في الفجوة السعرية بين الصينيين والأوروبيين: إنها تضيق، لكنها لا تزال كبيرة. بالنسبة لشركة ناشئة أو منتج في سوق نامية، توفر ماكينة صينية جيدة المواصفات من شركة مصنعة حسنة السمعة أداءً يتراوح بين 80-901 تيرابايت 3 تيرابايت من الأداء بتكلفة تتراوح بين 40-501 تيرابايت 3 تيرابايت 3 تيرابايت. بالنسبة للمنتج الذي يعمل على مدار الساعة طوال أيام الأسبوع حيث تكلف كل ساعة تعطل الآلاف، غالبًا ما تبرر الماكينات الأوروبية علاوتها من خلال الموثوقية الفائقة وتكلفة العمر الافتراضي الأقل لكل كيلوغرام.
لا تشتري أرخص ماكينة يمكنك العثور عليها. لقد شاهدت شركات “توفر” $20,000 على ماكينة بثق رخيصة ثم تنفق $50,000 على مدار العامين التاليين على الإصلاحات وقطع الغيار وفقدان الإنتاج. عادةً ما يكون وسط السوق - الشركات الصينية عالية الجودة أو العلامات التجارية الأوروبية المبتدئة - هو أفضل منطقة قيمة.
يمكن لآلة بثق PVC التي تتم صيانتها جيدًا أن تعمل بشكل منتج لمدة 15-20 عامًا. أما الطارد المهمل فيبدأ في التسبب في مشاكل في غضون 18 شهرًا. لقد دخلت إلى منشآت كان عمر الطارد فيها 3 سنوات فقط من الناحية الفنية، ولكنه كان يبدو - وأداؤه - وكأنه عمره 15 عامًا. الصيانة ليست براقة، ولكنها الفرق بين كسب المال واختلاق الأعذار.
يستغرق ذلك من 15 إلى 20 دقيقة ويمنع حدوث 80% من المشاكل الشائعة:
هذه هي المشكلة الكبيرة. يعد تآكل البرغي والأسطوانة هو السبب #1 في انخفاض الإنتاج والجودة في آلات بثق PVC. وتؤدي طبيعة PVC المسببة للتآكل (إطلاق HCl) والمواد المالئة الكاشطة المستخدمة عادةً (كربونات الكالسيوم وثاني أكسيد التيتانيوم) إلى تسريع التآكل.
اسحب البرغي للفحص كل 3,000-5,000 ساعة تشغيل (كل 6-12 شهرًا تقريبًا لماكينة تعمل على فترتين). قم بقياس أقطار الرحلة ومقارنتها بالمواصفات الأصلية. عندما ينخفض قطر الرحلة بأكثر من 0.1-0.15 مم (للبراغي المزدوجة) أو يزيد تجويف البرغي بمقدار مماثل، فقد حان وقت الاستبدال أو التجديد.
تقلل تركيبة البرغي والبراغي البالية من الإنتاج، وتزيد من استهلاك الطاقة، وتسبب مشاكل في الجودة قبل فترة طويلة من تعطلها بشكل كارثي. لا تنتظر الفشل الكارثي.
سمك الجدار غير المتساوي على الأنابيب/الملامح: عادةً ما تكون مشكلة في محاذاة القالب أو درجة حرارة الذوبان غير متساوية. افحص مسامير توسيط القالب وتحقق من أن جميع درجات حرارة منطقة البرميل ضمن المواصفات. افحص أيضًا بحثًا عن أدوات معايرة بالية في اتجاه التيار.
تغير لون السطح (اصفرار أو خطوط بنية اللون): تتحلل مادة PVC من درجة الحرارة الزائدة أو وقت المكوث. تحقق من البقع الميتة في القالب حيث يمكن أن تتجمد المادة. تحقق من درجة الحرارة الفعلية للذوبان (وليس فقط نقاط ضبط منطقة البرميل) باستخدام مقياس البيرومتر المحمول باليد. قم بتقليل سرعة البرغي إذا كانت درجة حرارة الذوبان مرتفعة للغاية.
مخرجات متزايدة (تدفق نابض): غالبًا ما يحدث بسبب عدم اتساق التغذية - افحص بحثًا عن وجود انسداد المواد في القادوس أو تآكل رحلات قسم التغذية. يمكن أن يشير أيضًا إلى وجود حلقة فحص مهترئة (في الماكينات أحادية اللولب) أو عدم كفاية الضغط الخلفي.
تراكم القوالب (خروج الصفيحة من القالب): الترسبات الشمعية أو الطباشيرية على شفاه القالب التي تسبب خطوطًا على سطح المنتج. هذه مشكلة تتعلق بالتركيبة (زيوت التشحيم الزائدة أو المثبت) ولكن يمكن معالجتها عن طريق التنظيف الدوري لشفاه القالب والتأكد من أن درجة حرارة الذوبان في النطاق الأمثل.
الاستهلاك المفرط للطاقة: تحقق من عزل البرميل (السترات المفقودة أو التالفة تهدر 10-15% من طاقة التسخين)، وتحقق من وظيفة السخان (السخان المحترق يجبر المناطق المجاورة على العمل الزائد)، وافحص خلوص البرغي/البرميل (المكونات البالية تتطلب المزيد من الطاقة لتوليد نفس الناتج).
مع الصيانة المناسبة، يدوم إطار الماكينة، وعلبة التروس، والأنظمة الكهربائية 15-25 سنة. يحتاج المسمار والبرميل - وهما المكونان الرئيسيان للتآكل - عادةً إلى الاستبدال أو التجديد كل 3-7 سنوات اعتمادًا على ساعات التشغيل وكشط المواد والمعادن. السخانات، والمزدوجات الحرارية، وموانع التسرب هي مواد مستهلكة يتم استبدالها في دورات أقصر. لقد رأيت ماكينات أوروبية جيدة الصيانة تعمل بإنتاجية بعد أكثر من 20 عامًا مع تبديل البرغي/البرميل بانتظام.
نعم، ولكن مع محاذير. غالبًا ما يحتوي ال PVC المعاد تدويره على ملوثات وأنظمة مثبتات مختلطة وبوليمر متحلل جزئيًا يتطلب خطوات معالجة إضافية. ستحتاج إلى ماكينة مزودة بما يلي إمكانية التفريغ بالتفريغ من الغازات (لإزالة الرطوبة والمواد المتطايرة)، أ نظام الترشيح الذائب مع مبادل أوتوماتيكي للغربلة، وهندسة لولبية معدلة محتملة لمعالجة ألطف. ليست كل ماكينة بثق PVC مجهزة لذلك خارج الصندوق - ناقش معالجة المواد المعاد تدويرها مع الشركة المصنعة قبل الشراء. إن إعداد معدات إعادة التدوير الصحيحة فرقًا كبيرًا في جودة المخرجات.
يتراوح استهلاك الطاقة المحددة لبثق PVC بين 0.18 إلى 0.35 كيلوواط ساعة لكل كيلوغرام من الإنتاج، اعتمادًا على نوع الماكينة والكفاءة والمنتج. تقع ماكينات البثق ثنائية اللولب المزدوجة المزودة بمحركات مؤازرة في الطرف الأدنى؛ بينما تقع الماكينات الأقدم أحادية اللولب المزودة بمحركات تيار متردد قياسية في الطرف الأعلى. بالنسبة للبراغي المزدوجة المخروطية المخروطية مقاس 65/132 مم التي تنتج أنابيب PVC بسرعة 300 كجم/ساعة، يبلغ إجمالي الطاقة المتصلة عادةً 55-90 كيلو وات، مع استهلاك فعلي يتراوح بين 40-65 كيلو وات أثناء التشغيل الثابت.
كحد أدنى، ابحث عن علامة CE (إلزامي للأسواق الأوروبية، ومؤشر جودة جيد على مستوى العالم). شهادة ISO 9001 من الشركة المصنعة هي المعيار. بالنسبة للماكينات التي تعالج المواد الملامسة للأغذية أو المواد البلاستيكية من الدرجة الطبية، قد تحتاج إلى توثيق الأسطح الملامسة المتوافقة مع إدارة الأغذية والعقاقير. يجب أن تحمل المكونات الكهربائية شهادة UL أو ما يعادلها. إذا كنت تستورد إلى مناطق معينة، فتحقق من المتطلبات المحلية - فبعض البلدان تتطلب شهادات سلامة إضافية تتجاوز شهادة CE.
بالنسبة لخط بثق PVC الكامل (الطارد + المصب)، خطط لما يلي 2-4 أسابيع من التسليم إلى الإنتاج الأول. وينقسم ذلك تقريبًا على النحو التالي: من 3 إلى 5 أيام للتركيب الميكانيكي والمحاذاة، ومن يومين إلى ثلاثة أيام للتوصيلات الكهربائية وإعداد نظام التحكم، ومن يومين إلى ثلاثة أيام للتشغيل التجريبي وتحسين العملية، ومن 3 إلى خمسة أيام لتدريب المشغل. يمكن أن تستغرق الخطوط الأكبر أو الأكثر تعقيدًا من 4 إلى 6 أسابيع. ضع في الحسبان أسبوع أو أسبوعين آخرين لإعداد الأساسات قبل وصول الماكينة.
لا يحتوي بولي كلوريد الفينيل الصلب (uPVC) على أي مواد ملدنة وتتم معالجته كمسحوق جاف، عادةً على آلات البثق ثنائية اللولب. يُستخدم للأنابيب والمقاطع والصفائح الصلبة. يحتوي PVC المرن على ملدنات 20-50% (عادةً ما تحتوي على الفثالات أو البدائل غير الفثالات) ويتم معالجتها ككريات مركبة مسبقًا، وغالبًا ما تستخدم في آلات البثق أحادية اللولب. تُستخدم لعزل الكابلات والخراطيم والأغشية المرنة. ويتطلب كلاهما تصميمات مختلفة للبراغي وأنماط درجات الحرارة وأنواع مختلفة من الماكينات في كثير من الأحيان.
إليك ما توصلنا إليه بعد كل ما قمنا بتغطيته.
لا يوجد “أفضل” آلة بثق PVC بشكل مجرد. فهو موجود فقط فيما يتعلق بما يلي الخاص بك المنتج المحدد، والحجم، ومتطلبات الجودة، والميزانية. إن الماكينة الصينية ذات اللولب المخروطي المزدوج المخروطي $25,000 هي “أفضل” ماكينة لشركة ناشئة تنتج قناة PVC في سوق نامية. تعتبر الماكينة $300,000 KraussMaffei $ 300,000 هي “الأفضل” لشركة تصنيع مقاطع النوافذ الأوروبية التي تعمل على ثلاث نوبات مع عدم التسامح مطلقًا مع الاختلاف في الأبعاد.
الأخطاء التي أراها في أغلب الأحيان لا تتعلق بشراء العلامة التجارية الخاطئة. بل تتعلق بـ
إذا كنت ستأخذ شيئًا واحدًا من هذا الدليل، فاجعله هذا: حدد متطلباتك بدقة، وطابق نوع الماكينة مع المواد والمنتج الخاص بك، وقم بتقييم التكلفة الإجمالية للملكية - وليس سعر الشراء فقط.
هل أنت مستعد للمضي قدماً؟ احصل على عروض أسعار من ثلاث شركات مصنعة على الأقل، واطلب إجراء اختبارات باستخدام تركيبة PVC المحددة الخاصة بك، وقم بزيارة المنشآت المرجعية. إذا كنت تفكر أيضًا في معالجة الـ PVC المعاد تدويره كجزء من استراتيجية الإنتاج الخاصة بك, دليل ماكينة إعادة التدوير الشامل هذا مساعدتك في فهم متطلبات المعدات الإضافية.
هل لديك أسئلة محددة حول اختيار آلة بثق PVC للتطبيق الخاص بك؟ تواصل مع أحد متخصصي البثق الذي يمكنه تقييم متطلبات الإنتاج الخاصة بك والتوصية بتكوين المعدات المطابقة - إنها أسرع طريقة لتجنب الأخطاء المكلفة.
{“@النوع”:”مقالة”، ”المؤلف”:{“url”:”https://jiantaimachine.com”، ”الاسم”:”جيان تاي”، ”النوع”:”منظمة”}، ”السياق”:”https://schema.org”، ”العنوان”:”آلة بثق البلاستيك PVC: الدليل الكامل لأنواعها واختيارها (2026)”،”الكلمات الرئيسية”:[“آلة بثق البلاستيك PVC”،”آلة بثق PVC”،”آلة بثق ثنائية اللولب”،”آلة بثق ثنائية اللولب مخروطية الشكل”،”بثق الأنابيب البلاستيكية”،”بثق المقاطع الجانبية PVC”،”آلة بثق البلاستيك”،”خط بثق PVC”]،”الناشر”:{“url”:”https://jiantaimachine.com”،”اسم”:”JianTai”،”@نوع”:”منظمة”}،”عدد الكلمات”:5200،”وصف”:”تعرف على كل شيء عن ماكينات بثق البلاستيك PVC في عام 2026. استكشف الأنواع، ومبادئ العمل، والمواصفات الرئيسية، وكبار المصنعين، ونصائح الخبراء لاختيار الطارد المناسب لاحتياجات الإنتاج الخاصة بك.”، ”تاريخ التعديل”:”2026-03-14″، ”تاريخ النشر”:”2026-03-14″، ”قسم المقالات”:”ماكينات البلاستيك”، ”mainEntityOfPage”:{“@id”:”https://jiantaimachine.com/pvc-plastic-extruder-machine-complete-guide/”، ”@ type”:”صفحة ويب”}}}}


