إجراء بعض التغييرات على البيئة العالمية
ستحقق لك الماكينة التي اشتريتها أرباحًا، ولكنها أيضًا ستغير البيئة العالمية بشكل غير مباشر وستعطي فرصة للاستفادة من نفايات البلاستيك.

إجراء بعض التغييرات على البيئة العالمية

A آلة بثق التشكيل الجانبي للبلاستيك تحويل مواد البوليمر الخام إلى مقاطع جانبية متواصلة ذات شكل مخصص تُستخدم في صناعات البناء والسيارات والصناعات الطبية والسلع الاستهلاكية - ومن المتوقع أن يتجاوز السوق العالمي لهذه الآلات $8.2 مليار دولار بحلول عام 2026. سواء كنت تقوم بتوسيع نطاق منشأة إنتاج حالية أو إطلاق خط بثق جديد، فإن اختيار الماكينة المناسبة يحدد جودة المنتج والإنتاجية والربحية على المدى الطويل. يغطي دليل المشتري الشامل هذا كل عامل حاسم - بدءًا من مبادئ العمل وأنواع الماكينات إلى تحليل التكلفة واستكشاف الأخطاء وإصلاحها وأحدث اتجاهات التكنولوجيا لعام 2026 - حتى تتمكن من اتخاذ قرار شراء واثق ومستنير.
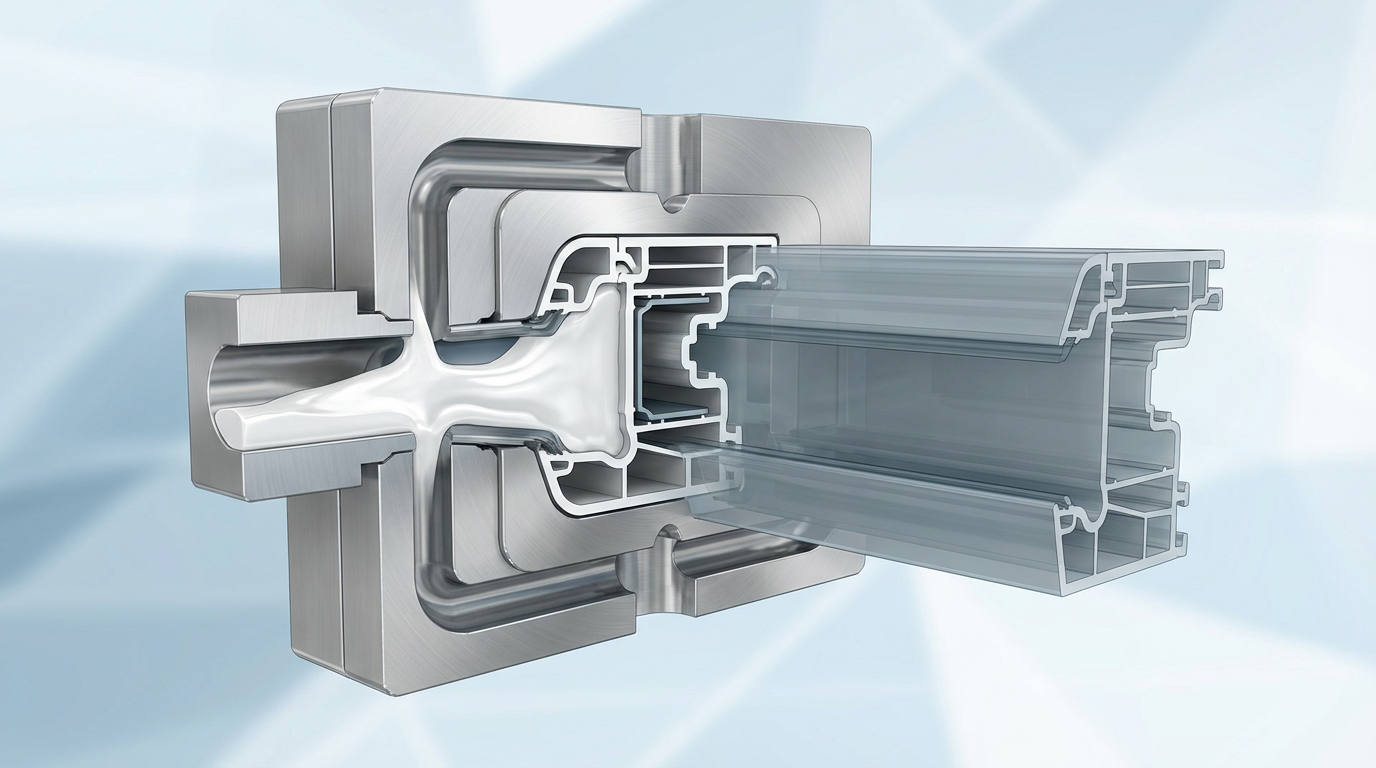
ماكينة بثق المقاطع البلاستيكية هي نظام تصنيع متخصص يقوم بدفع المواد البلاستيكية الحرارية المنصهرة باستمرار من خلال قالب مصبوب على شكل قالب لإنتاج مقاطع جانبية ذات هندسة مقطعية متناسقة. على عكس القولبة بالحقن، التي تنتج أجزاء منفصلة في قالب مغلق، فإن بثق المقاطع الجانبية يولد أطوال متصلة من المواد - مثل إطارات النوافذ، وقنوات الكابلات، والزخارف الزخرفية، والأنابيب الطبية - التي يتم قطعها بعد ذلك إلى الحجم المطلوب في اتجاه المصب.
وتعتمد الماكينة في جوهرها على مبدأ أساسي واحد: برغي دوّار داخل برميل ساخن يذيب الكريات أو الحبيبات البلاستيكية ويزيد الضغط ويدفع الذائب المتجانس من خلال فتحة قالب مصممة بدقة. وتخرج المادة المبثوقة من القالب في حالة شبه منصهرة، وتمر عبر قسم معايرة وتبريد يثبت أبعادها النهائية، ويتم سحبها بسرعة محكومة بواسطة وحدة سحب قبل أن ينتج القاطع الآلي قطعًا نهائية.
تختلف ماكينات بثق المقاطع الجانبية عن خطوط بثق الألواح أو الأغشية القياسية في المقام الأول في تصميم القالب ومعدات المعايرة النهائية. ونظرًا لأن المقاطع الجانبية يمكن أن تحتوي على مقاطع مجوفة معقدة، وأشكال هندسية متعددة الحجرات، وتفاوتات أبعاد ضيقة، فإن مرحلة المعايرة تكون أكثر أهمية بكثير. تعمل خزانات معايرة التفريغ، وأحواض تبريد الرذاذ، وأكمام التحجيم الدقيقة معًا لضمان تطابق المقاطع الجانبية مع مواصفات التصميم في حدود أجزاء من المليمتر.
الوجبات السريعة الرئيسية: ماكينة بثق المقاطع البلاستيكية مصممة خصيصًا لإنتاج مقاطع بلاستيكية متواصلة ذات شكل مخصص. وتكمن قيمتها في تقديم إنتاج كبير الحجم ومتسق الأبعاد بتكلفة منخفضة نسبيًا لكل وحدة - مما يجعلها لا غنى عنها للصناعات التي تتراوح من البناء إلى الرعاية الصحية.
من خلال خبرتنا في العمل مع المواد الأولية من فئة إعادة التدوير، وجدنا أن ماكينات بثق المقاطع الجانبية الحديثة يمكنها أيضًا معالجة المواد البلاستيكية المعاد تدويرها بشكل فعال عندما يتم تكوين الخط مع أنظمة الترشيح وإزالة الغازات المناسبة. تزداد أهمية هذه القدرة مع مواجهة الشركات المصنعة لتفويضات استدامة أكثر صرامة مع اقتراب عام 2026.
إن فهم عملية البثق خطوة بخطوة يساعد المشترين على تقييم تكوينات الماكينات التي تتوافق مع متطلبات الإنتاج الخاصة بهم. في حين أن المبدأ الأساسي واضح ومباشر - إذابة البلاستيك، ودفعه من خلال قالب وتبريده وقطعه - فإن التفاصيل في كل مرحلة تؤثر بشكل مباشر على جودة المنتج والإنتاجية ومعدلات النفايات.
وتبدأ العملية بتحميل المواد الخام في شكل كريات أو حبيبات أو مسحوق في شكل كريات أو حبيبات أو مسحوق في قادوس مركب فوق برميل الطارد. بالنسبة للعديد من تطبيقات التشكيل الجانبي، تشتمل المواد الأولية على مواد مضافة مثل المثبتات والملونات والمواد المالئة ومعدلات الصدمات التي يتم مزجها مسبقًا أو تحديد جرعاتها عبر مغذيات الجاذبية. تعتبر التغذية المتسقة أمرًا بالغ الأهمية: حتى التقلبات الطفيفة في إمدادات المواد تسبب اختلافات في الكثافة وتناقضات في الأبعاد في المظهر الجانبي النهائي.
عند العمل مع المواد البلاستيكية المعاد تدويرها، غالبًا ما تكون خطوة التجفيف المسبق ضرورية لإزالة الرطوبة المتبقية التي قد تتسبب في ظهور فقاعات وعيوب سطحية. المنشآت التي تقوم بتشغيل ماكينات بثق البلاستيك لإعادة التدوير عادةً ما يتم دمج مجففات إزالة الرطوبة مباشرةً في نظام التغذية.
وبمجرد دخول البرغي الدوار داخل البرميل، ينقل البرغي الدوار المادة إلى الأمام عبر ثلاث مناطق وظيفية:
يتم التحكم في درجات حرارة البرميل بدقة في مناطق متعددة، تتراوح عادةً بين 160 إلى 220 درجة مئوية لمقاطع PVC وحتى 260 درجة مئوية للبلاستيك الهندسي مثل البولي كربونات. تتحكم سرعة اللولب، التي تقاس عادةً بعدد الدورات في الدقيقة، في معدل الإخراج مباشرةً ويجب أن تكون متوازنة مع جودة الصهر.
يدخل الذوبان المتجانس إلى قالب البثق - وهو أداة فولاذية دقيقة التشكيل تقوم بتشكيل تدفق البوليمر إلى المظهر الجانبي المقطعي المطلوب. يمكن القول إن تصميم القالب هو الجانب الأكثر تخصصًا في عملية البثق الجانبي. يجب على المهندسين مراعاة ما يلي:
مباشرةً بعد الخروج من القالب، تدخل البثق الذي لا يزال طريًا إلى خزان معايرة التفريغ. يقوم ضغط التفريغ الداخلي بسحب المظهر الجانبي مقابل أكمام التحجيم الدقيقة التشكيل، مما يؤدي إلى تثبيت الأبعاد الدقيقة. وفي نفس الوقت، يعمل التبريد بالماء على ترسيخ القشرة الخارجية للملف الجانبي. بالنسبة للمقاطع الجانبية المجوفة المعقدة، قد يتطلب الأمر مراحل معايرة متعددة.
تقبض وحدة سحب من نوع كاتربيلر أو وحدة سحب من نوع السير على المظهر الجانبي المبرد وتسحبه بسرعة ثابتة يتم التحكم فيها بدقة. يجب أن تتطابق هذه السرعة مع ناتج الطارد تمامًا - فالسرعة العالية جدًا تسبب التمدد والترقق، والبطء الشديد يسبب التواء. وأخيرًا، يقوم منشار آلي أو قاطع مقصلة بقص المظهر الجانبي إلى أطوال محددة، ويقوم نظام تكديس أو تجميع بتنظيم القطع النهائية.
تدفق العملية المبسط: التلقيم بالقادوس ← الذوبان والتجانس اللولبي ← التشكيل بالقالب ← معايرة التفريغ والتبريد ← السحب ← القطع ← التكديس/التجميع
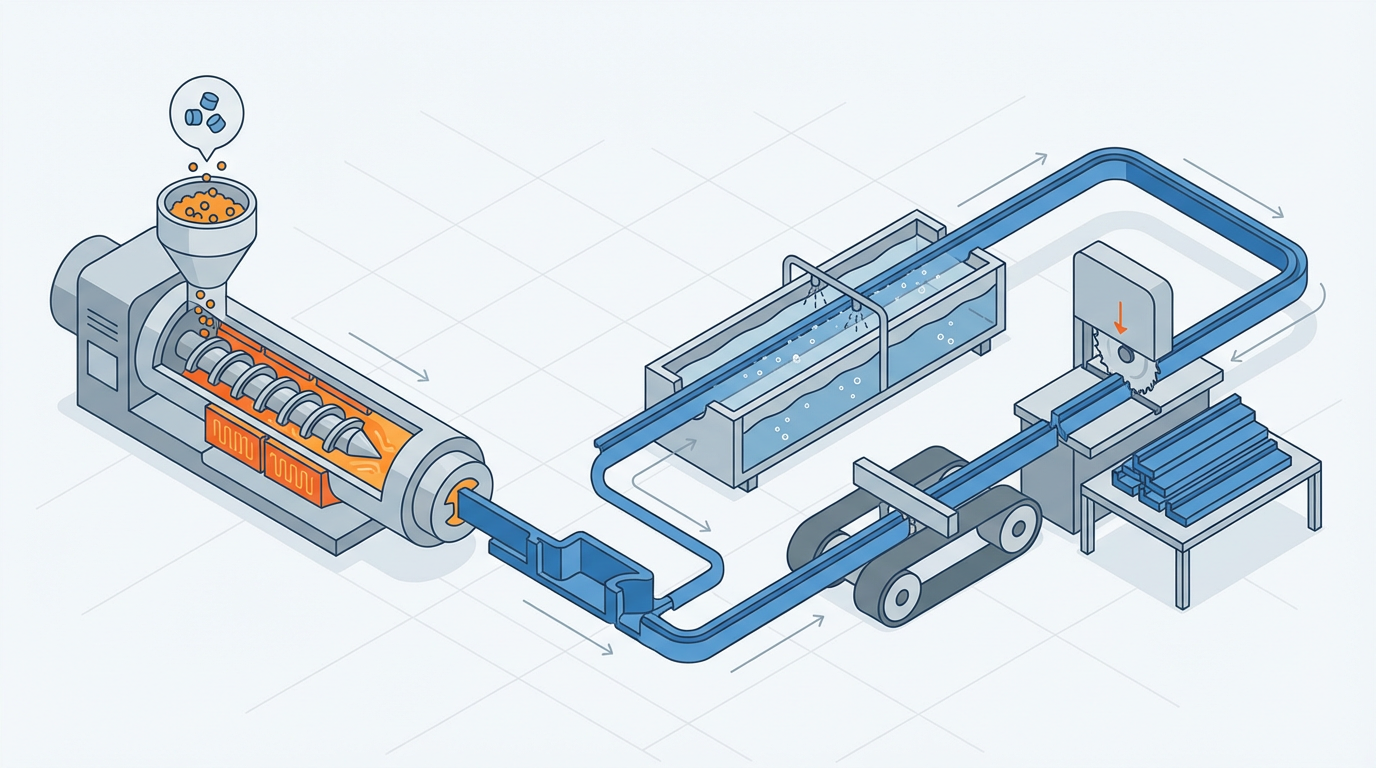
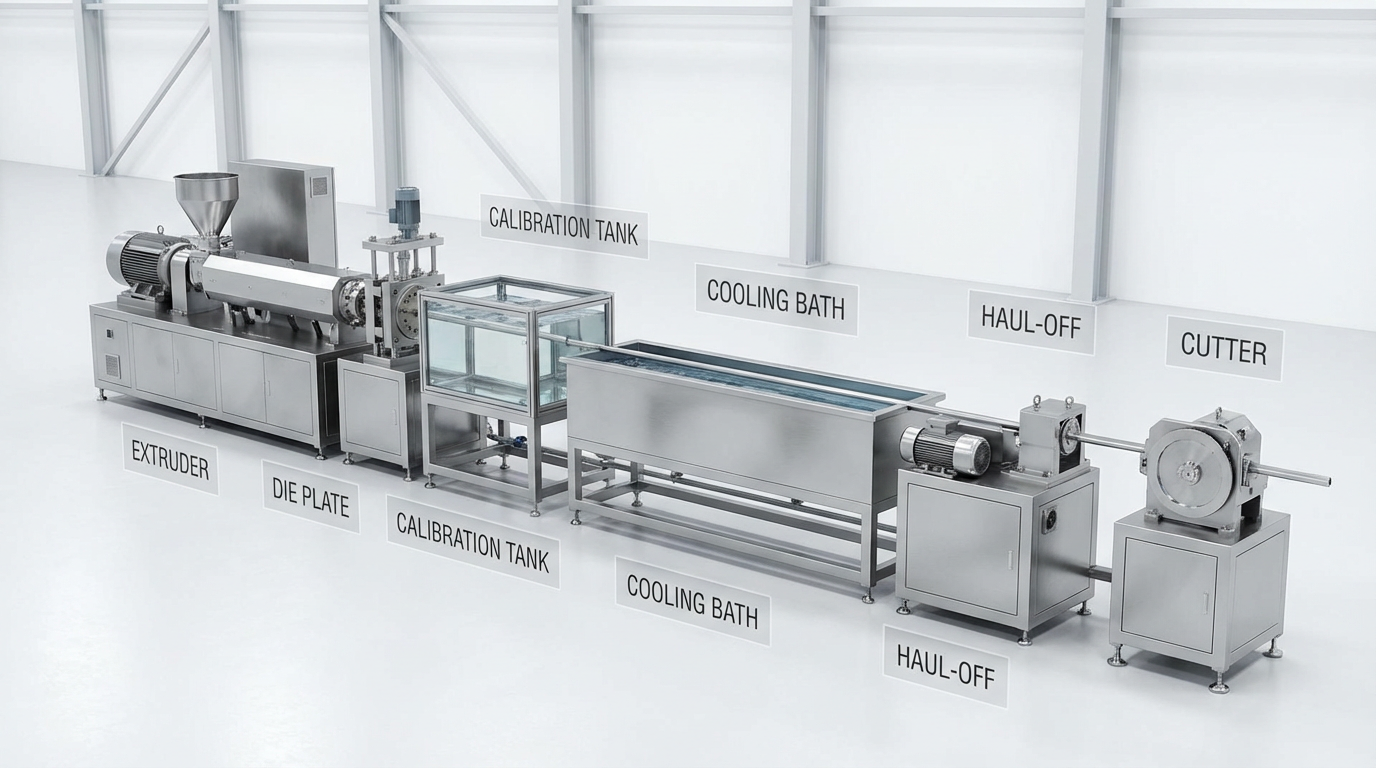
إن خط بثق التشكيل الجانبي الكامل ليس ماكينة واحدة - إنه نظام متكامل من المكونات المتخصصة التي يجب أن تعمل في تناغم. ويساعد فهم كل مكون من هذه المكونات المشترين على تحديد أماكن الاستثمار في الجودة وأين يمكن تحقيق وفورات في التكاليف دون المساس بالإنتاج.
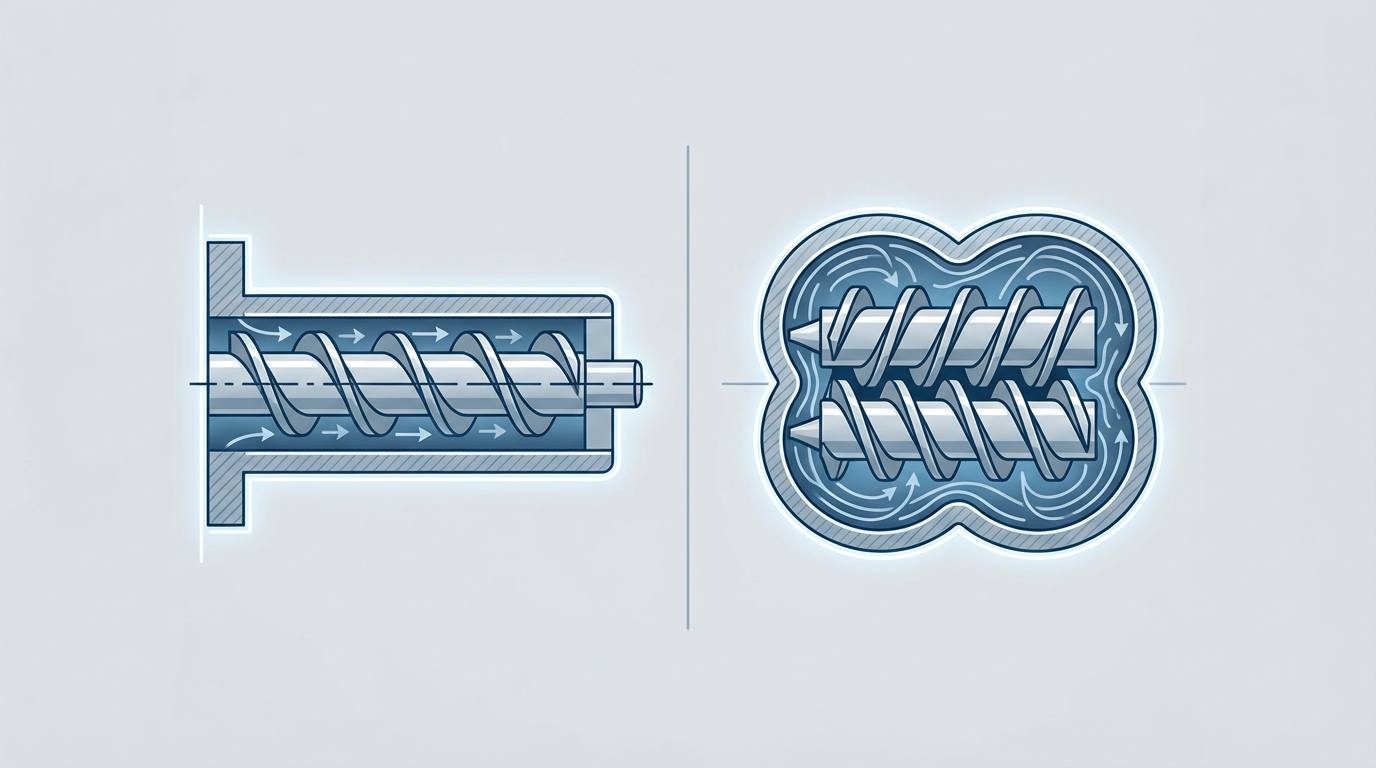
الطارد هو قلب الخط. آلات البثق أحادية اللولب أبسط وأقل تكلفة ومناسبة تمامًا لمعالجة المواد المركبة مسبقًا مثل كريات البولي إيثيلين والبولي بروبيلين والبولي بروبيلين وتصلب الأكريليكوتيد ABS. آلات البثق المزدوجة اللولب - تتفوق التصاميم ذات اللولب المزدوج المخروطي المضاد للدوران بشكل خاص - في معالجة خلطات مسحوق PVC مباشرة، مما يوفر خلطًا فائقًا وإزالة الغازات والتحكم في درجة الحرارة. في عام 2026، حوالي تستخدم 65% من خطوط بثق المقاطع الجانبية PVC في جميع أنحاء العالم آلات بثق ثنائية اللولب, ، وفقًا لبيانات الصناعة من البلاستيك اليوم.
يحدد القالب شكل المظهر الجانبي ويتم تصنيعه خصيصًا لكل منتج. يتم تصنيع القوالب عالية الجودة من فولاذ الأدوات المقوى (غالبًا H13 أو ما يعادله) مع قنوات تدفق مصقولة. يمكن أن يدوم القالب المصمم جيدًا من 5 إلى 10 سنوات مع الصيانة المناسبة، على الرغم من أن الملامح المعقدة ذات الجدران الرقيقة أو الغرف المتعددة تتطلب فحصًا أكثر تكرارًا.
يطبق هذا المكوّن التفريغ الخارجي والتبريد المائي لتحجيم المظهر الجانبي وتثبيته. تُصنع الخزانات عادةً من الفولاذ المقاوم للصدأ وتتميز بمناطق تفريغ قابلة للتعديل. بالنسبة للمقاطع الجانبية الأطول أو الجدران السميكة، يمكن ترتيب خزانات معايرة متعددة في سلسلة.
بعد المعايرة الأولية، غالبًا ما تكون هناك حاجة إلى تبريد إضافي لتجميد قلب المظهر الجانبي بالكامل. تعمل صهاريج التبريد بالرش أو حمامات الغمر على خفض درجة حرارة المظهر الجانبي إلى مستويات قريبة من البيئة المحيطة قبل أن تصل إلى مرحلة التفريغ.
يوفر السحب قوة السحب والتحكم في السرعة التي تحدد أبعاد المظهر الجانبي وجودة السطح. توفر أجهزة السحب المؤازرة الحديثة دقة السرعة في حدود زائد أو ناقص 0.1%, وهو أمر ضروري للحفاظ على التفاوتات الضيقة في التشكيلات الجانبية عالية الدقة.
واعتمادًا على مادة التشكيل الجانبي وهندسته، تشمل أنظمة القطع المناشير الكوكبية (للـ PVC)، والمناشير الطائرة (للقطع المستمر دون توقف الخط)، والقواطع المقصلة (للمواد الأكثر ليونة). يتم دمج شفط الغبار وجمع البُرادة من أجل التشغيل النظيف.
ينسق نظام التحكم المركزي PLC أو نظام التحكم القائم على HMI جميع مكونات الخط. في عام 2026، تتميز الخطوط المتطورة بواجهات شاشة تعمل باللمس مع إمكانية تخزين الوصفات ومراقبة العمليات في الوقت الفعلي وإمكانية التشخيص عن بُعد.
| المكوّن | الوظيفة الأساسية | المواصفات الرئيسية التي يجب مراعاتها |
|---|---|---|
| الطارد | صهر البلاستيك ونقله | قطر اللولب، ونسبة L/D، وقوة المحرك |
| الموت | تشكيل المقطع العرضي للملف الشخصي | درجة المواد، وتصميم قناة التدفق |
| خزان معايرة الفراغ | التحجيم والتبريد الأولي | سعة التفريغ، طول الخزان |
| حمام التبريد | التصلب الكامل | درجة حرارة مياه التبريد، معدل التدفق |
| السحب | سحب الملف الشخصي بسرعة ثابتة | دقة السرعة، قوة التشبيك |
| القاطع | قطع المظهر الجانبي للطول | خفض الدقة وزمن الدورة |
| نظام التحكم | التنسيق والمراقبة على الخط | العلامة التجارية PLC، وميزات HMI، واتصال إنترنت الأشياء |
لا تتساوى جميع ماكينات بثق المقاطع الجانبية. يعتمد النوع المناسب على المواد المستهدفة ومدى تعقيد التشكيل الجانبي وحجم الإنتاج والميزانية. فيما يلي تفصيل للفئات الأربع الرئيسية المهيمنة على السوق في عام 2026.
لا تزال الماكينات أحادية اللولب هي العمود الفقري لمعالجة اللدائن الحرارية المركبة مسبقًا بما في ذلك البولي إيثيلين والبولي بروبيلين والبولي بروبيلين وتوليفين البوليسترين وتصلب الألياف البوليمرات ABS وPMA. إنها توفر سعر شراء أقل، وصيانة أبسط، وأداءً موثوقًا به لهندسة التشكيلات الجانبية المباشرة. تتراوح أقطار البراغي النموذجية من 30 مم إلى 150 مم, بنسب L/D تتراوح بين 25:1 و36:1.
الأنسب لـ مقاطع جانبية صلبة بسيطة، وأشرطة حواف وأشرطة حواف وقناة كابلات، وزخارف زخرفية مصنوعة من كريات مركبة مسبقاً.
تهيمن آلات البثق المخروطية اللولبية المزدوجة ذات اللولب المخروطي المعاكس على بثق المقاطع الجانبية لل PVC - أكبر قطاع في سوق المقاطع الجانبية. وتسمح قدرتها الفائقة على الخلط بالمعالجة المباشرة لمساحيق المزيج الجاف للبلاستيك PVC، مما يلغي الحاجة إلى خطوة تركيب منفصلة. تُستخدم آلات البثق اللولبية المزدوجة المتوازية ذات اللولب اللولبي المزدوج في المركبات المتخصصة والمواد المحشوة.
الأنسب لـ مقاطع جانبية للنوافذ البلاستيكية وإطارات الأبواب، وصناديق الكابلات، ومقاطع التزيين الخشبية البلاستيكية المركبة، وأي استخدام يتطلب تركيبًا في خط واحد.
تستخدم خطوط البثق المشترك اثنين أو أكثر من آلات البثق التي تغذي قالبًا واحدًا لإنتاج مقاطع جانبية بطبقات متعددة من المواد. ومن الأمثلة الشائعة على ذلك الملامح الجانبية للنوافذ البلاستيكية مع طبقة غطاء من مادة ASA أو PMMA المقاومة للعوامل الجوية للحماية من الأشعة فوق البنفسجية. يزيد البثق المشترك من التعقيد والتكلفة ولكنه يوفر مزايا أداء كبيرة.
الأنسب لـ المقاطع الجانبية متعددة الطبقات التي تتطلب خصائص مواد مختلفة على السطح عن القلب، مثل طبقات الغطاء الملونة، والمقاطع الجانبية ذات النواة المعاد تدويرها، وشرائط الختم الناعمة الملمس.
تنتج هذه الماكينات المتخصصة مقاطع جانبية صغيرة جدًا - غالبًا بأبعاد أقل من 5 مم - للأنابيب الطبية وقناة الألياف البصرية والتطبيقات الصناعية الدقيقة. وهي تتميز ببراغي مصغرة، وتحكم فائق الدقة في درجة الحرارة، وأنظمة سحب عالية الدقة.
الأنسب لـ أنابيب القسطرة الطبية، والأنابيب الدقيقة، وأنابيب الألياف البصرية العازلة للألياف الضوئية، وحشيات الختم الدقيقة.
نصيحة المشتري: إذا كنت تخطط لمعالجة البلاستيك المعاد تدويره إلى جانب المواد البكر، فابحث عن آلات البثق ثنائية اللولب مع منافذ تفريغ الغازات المحسنة والترشيح الذائب. يتعامل هذا التكوين مع التناقضات الكامنة في المواد الأولية المعاد تدويرها بشكل أفضل بكثير من الإعدادات الأساسية أحادية اللولب. لمعرفة المزيد عن البثق من الدرجة المعاد تدويرها، راجع دليلنا حول مختارات معدات بثق البلاستيك.
يعد اختيار المواد أحد القرارات الأولى في أي مشروع بثق المظهر الجانبي، ويؤثر بشكل مباشر على تكوين الماكينة ومعلمات المعالجة وأداء المنتج النهائي. فيما يلي المواد التي تهيمن على بثق المقاطع الجانبية في عام 2026.
حسابات PVC لـ أكبر حصة من التشكيلات الجانبية المبثوقة في جميع أنحاء العالم - تقدر بأكثر من 50% من إجمالي إنتاج البثق الجانبي. وتنبع شعبيته من صلابته الممتازة ومقاومته للحريق وقابليته للعوامل الجوية وانخفاض تكلفته. يتم بثق كل من PVC الصلب (uPVC) لإطارات النوافذ وPVC المرن لشرائط الإغلاق على نطاق واسع. تتم معالجة ال PVC عادةً على آلات بثق مخروطية مزدوجة اللولب عند درجات حرارة تتراوح بين 160 و200 درجة مئوية.
يوفر ABS توازناً قوياً في مقاومة الصدمات وجودة تشطيب السطح وثبات الأبعاد. ويُستخدم عادةً في زخارف السيارات، وملامح الأجهزة، وحواف الأثاث. يعالج ABS بشكل جيد على آلات البثق أحادية اللولب ويتطلب التجفيف المسبق لمحتوى رطوبة أقل من 0.05%.
يتميز كلا البولي أوليفينات بخفة الوزن والمقاومة الكيميائية والفعالية من حيث التكلفة. تظهر مقاطع البولي إيثيلين البولي إيثيلين في حماية الكابلات والتطبيقات الزراعية والتغليف. ويفضل استخدام البولي بروبيلين PP في المقاطع التي تتطلب مقاومة أعلى لدرجات الحرارة. ويمكن بثق هذه المواد مباشرةً على ماكينات اللولب الواحد، وتتوفر درجات البولي إيثيلين والبولي بروبيلين المعاد تدويره بشكل متزايد من عمليات تكوير البلاستيك.
توفر مقاطع البولي كربونات شفافية استثنائية وقوة تأثير ومقاومة للحرارة. تشمل التطبيقات أغطية ناشر ضوء LED، وقنوات زجاجية آمنة ومرفقات إلكترونية. يتطلب الكمبيوتر الشخصي درجات حرارة معالجة أعلى (حوالي 260 إلى 300 درجة مئوية) والتجفيف المسبق الشامل.
يجمع WPC بين ألياف الخشب أو الدقيق مع البلاستيك الحراري (عادةً البولي إيثيلين أو PVC) لإنشاء مقاطع جانبية تحاكي مظهر الخشب الطبيعي مع توفير مقاومة فائقة للرطوبة والمتانة. وقد شهد بثق المقاطع الجانبية للخشب WPC نمو مزدوج الرقم في أسواق التلبيس والكسوة، مدفوعة بتوجهات الاستدامة. تتطلب معالجة خشب WPC آلات بثق ثنائية اللولب قوية ذات قدرة عزم دوران عالية.
| المواد | درجة حرارة المعالجة النموذجية | نوع الطارد الموصى به | التطبيقات الشائعة |
|---|---|---|---|
| بولي كلوريد الفينيل (صلب) | 160-200 C | برغي مزدوج مخروطي الشكل مخروطي الشكل | إطارات النوافذ، كابلات الكابلات |
| ABS | 200-240 C | برغي واحد | زخارف السيارات، وحواف الأثاث |
| بى بى | 160-230 C | برغي واحد | قنوات الكابلات، الملامح الزراعية |
| ص | 200-250 C | برغي واحد | ملامح التعبئة والتغليف، معدات المختبرات |
| كمبيوتر شخصي | 260-300 C | برغي واحد (تنفيس) | ناشرات الصمام الثنائي الباعث للضوء (LED) وزجاج الأمان |
| WPC | 160-190 C | برغي ثنائي اللولب المتوازي | التزيين والكسوة والتكسية والتسييج |
تتواجد المقاطع البلاستيكية المبثوقة في كل مكان - وغالبًا ما تكون في أماكن لن تلاحظها على الفور. إن تعدد استخدامات عملية البثق، إلى جانب المجموعة الواسعة من البوليمرات المتاحة، يجعل بثق المقاطع الجانبية مناسبًا لكل قطاع تصنيع تقريبًا. فيما يلي مجالات التطبيق الرئيسية التي تقود الطلب في عام 2026.
وهذا هو أكبر سوق منفرد للمقاطع الجانبية المبثوقة. يتم إنتاج أنظمة النوافذ والأبواب البلاستيكية، وخزانات الكابلات، وألواح الحواف ومزاريب مياه الأمطار، وواقيات الزوايا والقوالب الزخرفية عن طريق البثق الجانبي. وقد أدى التوجه العالمي نحو المباني الموفرة للطاقة إلى زيادة الطلب على مقاطع النوافذ المعزولة متعددة الغرف، والتي تتطلب تقنية البثق المشترك المتطورة.
تستخدم الشركات المصنعة للسيارات المقاطع الجانبية المبثوقة لموانع تسرب الطقس، وواقيات حواف الأبواب، وحواف لوحة القيادة، وقنوات إدارة الكابلات، وإدخالات المصدات. ويخلق التحول نحو السيارات الكهربائية طلبًا جديدًا على المقاطع الجانبية المبثوقة خفيفة الوزن التي تحل محل المكونات المعدنية الثقيلة.
عادةً ما يتم بثق قنوات الكابلات، وقنوات الأسلاك، وقنوات إضاءة LED، وأغطية الموصلات. ويستمر التوسع المستمر في البنية التحتية لمراكز البيانات وتركيبات الطاقة المتجددة في زيادة الطلب على مقاطع إدارة الكابلات المقاومة للهب.
يُنتج البثق الجانبي الطبي أنابيب ومكونات القسطرة وقنوات التصريف وأغلفة الأجهزة من مواد مثل PVC الطبي وبولي فينيل متعدد الكلور وبولي بروبيلين تيريفثالات السيليكون. يتطلب هذا القطاع أعلى مستويات الدقة والنظافة وإمكانية تتبع المواد.
يتم إنتاج أشرطة الحواف وزخارف الأرفف وملامح المقابض وشرائح الأدراج والشرائح الزخرفية بكميات كبيرة من خلال البثق الجانبي. تزداد شعبية خيارات التخصيص، بما في ذلك زخارف الأسطح والألوان المبثوقة المشتركة والتشطيبات الخشبية الحبيبية في عام 2026.
يتم إنتاج مقاطع الدفيئة، وأغطية قنوات الري، ومكونات السياج، وزخارف حظائر الحيوانات بطريقة فعالة من حيث التكلفة عن طريق البثق. تضمن تركيبات البولي إيثيلين والبولي بروبيلين المثبتة بالأشعة فوق البنفسجية عمر خدمة طويل في الهواء الطلق.
اتجاهات الصناعة 2026: وفقاً ل جراند فيو للأبحاث, ، من المتوقع أن ينمو سوق بثق البلاستيك العالمي بمعدل نمو سنوي مركب يبلغ 4.71 تيرابايت 3 تيرابايت حتى عام 2030، مع تصدر قطاعي البناء والسيارات الطلب. وتدفع لوائح الاستدامة أيضًا الشركات المصنعة نحو استخدام الملامح التي تتضمن محتوى معاد تدويره - وهو اتجاه يؤثر بشكل مباشر على مواصفات الماكينات ومتطلبات مناولة المواد.
يعد اختيار ماكينة البثق الخاطئة خطأً مكلفًا قد يستغرق سنوات للتعافي منه. لقد رأينا منشآت تستثمر بكثافة في خطوط كبيرة الحجم لا تعمل بقدرة 40%، ومنشآت أخرى تشتري ماكينات ذات ميزانية محدودة لا يمكنها الحفاظ على التفاوتات التي يطلبها عملاؤها. فيما يلي قائمة مرجعية عملية قائمة على الخبرة لاتخاذ القرار الصحيح.
قبل الاتصال بأي جهة تصنيع، قم بتوثيق هذه المواصفات:
كما نوقش سابقًا، تتطلب خلائط مسحوق PVC آلات بثق ثنائية اللولب، في حين أن البولي إيثيلين والبولي بروبيلين والبولي بروبيلين والبولي بروبيلين ABS المركب مسبقًا يعمل بشكل جيد على الماكينات أحادية اللولب. يؤدي اختيار نوع الطارد الخاطئ للمواد الخاصة بك إلى ضعف جودة الذوبان والخردة الزائدة وقصر عمر المعدات.
يتم تحديد ناتج الطارد بشكل أساسي حسب قطر البرغي وقوة المحرك. قد يوفر البرغي المزدوج المخروطي المخروطي قطر 65 مم 150 إلى 250 كجم/ساعة من PVC, بينما يمكن لماكينة 92 مم الوصول إلى أكثر من 400 كجم/ساعة. حدد حجم ماكينتك حسب الطلب المتوقع على مدى 3-5 سنوات القادمة، وليس فقط الطلبات الحالية. يوفر الحجم الزائد بمقدار 20-30% مساحة كبيرة للنمو دون نفقات رأسمالية مفرطة.
توفر خطوط البثق الحديثة درجات متفاوتة من الأتمتة:
يقلل التشغيل الآلي العالي من تكاليف العمالة ويحسن الاتساق ولكنه يزيد من الاستثمار الأولي. بالنسبة للتطبيقات ذات الحجم الكبير والتفاوت الشديد، يكون مردود الأتمتة عادةً أقل من سنتين.
الطاقة هي واحدة من أكبر التكاليف الجارية في عملية البثق. ابحث عن الماكينات المزودة بمحركات مؤازرة عالية الكفاءة، والتسخين بالأشعة تحت الحمراء أو الحث البرميلي، والبراميل المعزولة. يمكن أن يستهلك الخط الحديث الموفر للطاقة 15-25% أقل من الكهرباء مقارنة بالتصميم التقليدي - وهي وفورات تتضاعف بشكل كبير على مدى عمر الماكينة الذي يتراوح بين 15 و20 عامًا.
لا تكون الآلة جيدة إلا بقدر جودة الدعم الذي يقف خلفها. قم بالتقييم:
نصيحة محترف: اطلب مراجع من العملاء الحاليين الذين يقومون بتشغيل ملفات تعريف مماثلة على الجهاز الذي تفكر فيه. تكشف محادثة مدتها 30 دقيقة مع مستخدم فعلي عن أداء العالم الحقيقي أكثر من أي كتيب مبيعات.
تشهد صناعة بثق المقاطع الجانبية تطورًا سريعًا مدفوعًا بالرقمنة وتفويضات الاستدامة والطلب على دقة أعلى بتكاليف تشغيل أقل. فيما يلي اتجاهات التكنولوجيا التي تعيد تشكيل القطاع في عام 2026.
ينتقل الذكاء الاصطناعي من كلمة طنانة إلى أداة عملية في البثق. تقوم خوارزميات الذكاء الاصطناعي بتحليل بيانات المستشعرات في الوقت الفعلي - الضغط ودرجة الحرارة وسرعة السحب وأبعاد المظهر الجانبي - وتقوم تلقائيًا بضبط معلمات العملية للحفاظ على الجودة المثلى. أبلغ المستخدمون الأوائل عن تخفيضات في معدل الخردة 30-50% وأوقات بدء تشغيل أسرع عند التبديل بين وصفات الملف الشخصي.
يسمح اتصال إنترنت الأشياء لمديري المصانع ومصنعي الماكينات بمراقبة أداء خط الإنتاج من أي مكان في العالم. تعرض لوحات المعلومات فعالية المعدات الإجمالية (OEE)، واستهلاك الطاقة لكل كيلوغرام، وتنبيهات الصيانة التنبؤية. وهذا الأمر ذو قيمة خاصة للمصنعين الذين يقومون بتشغيل خطوط بثق متعددة في منشآت مختلفة.
حلت المحركات المؤازرة إلى حد كبير محل المحركات الهيدروليكية والهوائية في وحدات السحب والقطع الحديثة. وتشمل الفوائد ما يلي دقة أعلى في السرعة، واستهلاك أقل للطاقة، وصيانة أقل، وتشغيل أكثر هدوءًا. تتيح المناشير الطائرة التي تعمل بمحرك مؤازر إمكانية القطع دون إيقاف الخط، مما يزيد من الإنتاجية.
تحل السخانات البرميلية بالأشعة تحت الحمراء وأنظمة التسخين بالحث محل السخانات التقليدية ذات الأشرطة المقاومة. توفر هذه التقنيات حرارة أكثر كفاءة، وتقلل من أوقات الإحماء وتوفر تحكمًا أكثر دقة في درجة الحرارة. وبالاقتران مع السترات البرميلية العازلة، يمكن أن ينخفض إجمالي استهلاك طاقة التسخين بمقدار 20-40%.
وبدافع من تشريعات مسؤولية المنتجين الموسعة (EPR) وأهداف الاقتصاد الدائري، فإن المزيد من الشركات المصنعة للمقاطع الجانبية تدمج المحتوى المعاد تدويره بعد الاستهلاك وما بعد الصناعة. تستوعب خطوط البثق الحديثة هذا الأمر من خلال الترشيح الذائب المحسّن، وإزالة الغازات متعددة المراحل، وأنظمة البثق المشترك التي تضع المواد المعاد تدويرها في القلب مع الحفاظ على طبقة سطحية ذات جودة عذراء. فهم عملية بثق البلاستيك الكاملة ضروري لتحسين تكامل المحتوى المعاد تدويره.
تسمح المحاكاة الرقمية التوأم للمهندسين بنمذجة عملية البثق بالكامل افتراضيًا قبل قطع الفولاذ لقالب جديد أو تشغيل خط جديد. ويقلل ذلك من وقت تطوير القالب وتكلفته، ويقلل من التجارب والأخطاء في المصنع، ويسرع من وقت الوصول إلى السوق لتصميمات التشكيلات الجديدة.
تعتمد جودة ماكينة البثق بشكل كبير على الشركة المصنعة التي تقف وراءها. في عام 2026، يشمل السوق العلامات التجارية الأوروبية الراسخة والمصنعين الصينيين المنافسين واللاعبين المتخصصين المتخصصين. إليك كيفية تقييمها.
قامت العديد من الشركات المصنعة ببناء سمعة قوية لتقنية بثق المظهر الجانبي:
بالإضافة إلى التعرف على العلامة التجارية، استخدم هذه المعايير لوضع قائمة مختصرة:
للاطلاع على نظرة عامة أوسع على موردي الماكينات الرائدين في السوق الصينية، يمكنك الاطلاع على أفضل مصنعي ماكينات إعادة تدوير البلاستيك في الصين سياقًا إضافيًا عن الشركات التي تقدم أيضًا حلول بثق المقاطع الجانبية.
رؤية المشتري: ومن خلال تجربتنا، فإن الشركة المصنعة “الأفضل” ليست دائماً هي الأغلى ثمناً. لقد رأينا شركات تصنيع صينية متوسطة المدى تقدم ماكينات ممتازة عندما يحدد المشتري متطلباته بوضوح ويجري عمليات تدقيق شاملة للمصنع. المفتاح هو مطابقة نقاط قوة الشركة المصنعة مع احتياجاتك الإنتاجية المحددة بدلاً من مجرد مطاردة هيبة العلامة التجارية.
تتباين أسعار ماكينات بثق المقاطع البلاستيكية تباينًا كبيرًا حسب التكوين والسعة ومستوى الأتمتة ومنشأ الشركة المصنعة. يساعدك فهم مشهد التكلفة على وضع ميزانية دقيقة وتجنب المبالغة في الدفع - أو التقليل من الاستثمار.
| فئة الماكينة | نطاق السعر النموذجي (بالدولار الأمريكي) | سعة الإخراج |
|---|---|---|
| خط برغي واحد صغير (30-45 مم) | $25،000 - $60،000 | 20-80 كجم/ساعة |
| خط أحادي اللولب متوسط المدى (50-75 مم) | $60،000 - $150،000 | 80-200 كجم/ساعة |
| خط بولي كلوريد الفينيل المخروطي ثنائي اللولب (55-65 مم) | $80،000 - $200،000 | 150-300 كجم/ساعة |
| خط PVC كبير ثنائي اللولب (80-92 مم) | $180،000 - $400،000 | 300-600 كجم/ساعة |
| نظام البثق المشترك (2-3 آلات بثق) | $200,000 - $600,000+ | يختلف حسب التكوين |
| خط البثق متناهي الصغر | $50،000 - $180،000 | 5-50 كجم/ساعة |
ملاحظة: تمثل هذه الأسعار خط الإنتاج النهائي الكامل (الطارد، القالب، القالب، المعايرة، التبريد، التفريغ، القاطع، ونظام التحكم). غالبًا ما يتم تسعير أدوات القوالب بشكل منفصل ويمكن أن تتراوح بين $3,000 إلى $30,000+ اعتماداً على مدى تعقيد الملف الشخصي.
سعر الشراء ليس سوى جزء من المعادلة. يقوم المشترون الأذكياء بتقييم التكلفة الإجمالية للملكية (TCO) على مدى العمر المتوقع للماكينة:
نصيحة توفير التكاليف: ضع في اعتبارك الماكينات المصممة لمعالجة المواد اللقيم البلاستيكية المعاد تدويرها جنبًا إلى جنب مع المواد البكر. يمكن أن يكون الفرق في السعر بين الكريات المعاد تدويرها البكر والكريات المعاد تدويرها عالية الجودة 30-50%, مما يوفر وفورات كبيرة في المواد الخام. تحقق من اقتصاديات البلاستيك المعاد تدويره لفهم الفرصة المالية.
حتى خطوط البثق المجهزة جيدًا تواجه مشاكل. إن معرفة كيفية تشخيص المشكلات الشائعة وحلها بسرعة يقلل من وقت التعطل والخردة وشكاوى العملاء. فيما يلي أكثر عيوب البثق الجانبي شيوعًا وحلولها العملية.
الأسباب المحتملة:
الحلول: زيادة درجة حرارة البرميل في منطقة القياس بزيادات تتراوح بين 5-10 درجات مئوية. التحقق من مستويات رطوبة اللقيم وإضافة التجفيف المسبق إذا لزم الأمر. فحص أسطح تدفق القالب وتلميعها. قم بتركيب أو ترقية حزمة مصفاة الصهر.
الأسباب المحتملة:
الحلول: ضبط مقيدات تدفق القالب أو قضبان الاختناق لموازنة تدفق المواد. فحص وإعادة معايرة سخانات الأسطوانة ومنطقة القالب. إعادة ضبط أكمام المعايرة وخزان التفريغ. تحقق من أداء المحرك المؤازر للسحب وحالة السير/الوسادة.
الأسباب المحتملة:
الحلول: زيادة درجة حرارة الذوبان لتقليل المرونة. تقليل سرعة البرغي لخفض معدل القص. استخدام قالب بطول أرضي أطول. ضبط معايرة التفريغ لتعويض الانتفاخ.
الأسباب المحتملة:
الحلول: تحسين توزيع مياه التبريد في خزان المعايرة. تمديد طول المعايرة لضمان التصلب الكامل. تحقق من محاذاة حزام السحب والضغط. بالنسبة للملامح غير المتماثلة، ضع في اعتبارك التلدين بعد البثق.
الأسباب المحتملة:
الحلول: معايرة نظام الجرعات الوزنية. زيادة سرعة البرغي قليلاً لتحسين الخلط (أثناء مراقبة درجة حرارة الذوبان). التحقق من استقرار درجة الحرارة في جميع مناطق البرميل. إجراء تطهير شامل بين تغيرات اللون.
أفضل ممارسات استكشاف الأخطاء وإصلاحها: قم بتغيير متغير واحد فقط في كل مرة عند تشخيص مشاكل البثق. إن ضبط العديد من المعلمات في وقت واحد يجعل من المستحيل تحديد السبب الجذري وغالبًا ما يخلق مشاكل جديدة.
يمكن لخط بثق التشكيل الجانبي الذي يتم صيانته جيدًا أن يعمل بشكل منتج لمدة من 15 إلى 25 سنة. من ناحية أخرى، تعاني الماكينات المهملة من انخفاض جودة الإنتاج، وزيادة استهلاك الطاقة، والأعطال الكارثية في نهاية المطاف التي يمكن أن تكلف عشرات الآلاف من الدولارات في الإصلاحات الطارئة وفقدان الإنتاج.
| المكوّن | العمر الافتراضي النموذجي | مؤشر الاستبدال |
|---|---|---|
| البرغي والبرميل | 3-7 سنوات (حسب المادة) | انخفاض الناتج وزيادة استهلاك الطاقة |
| نطاقات السخان | 2-4 سنوات | انحراف المقاومة، البقع الساخنة |
| المزدوجات الحرارية | 1-2 سنة | استجابة بطيئة، انجراف القراءة |
| أحزمة/وسادات السحب | 6-12 شهراً | تآكل واضح، انزلاق، علامات على المظهر الجانبي |
| دوارات مضخة تفريغ الهواء | 1-2 سنة | انخفاض مستوى التفريغ |
| زيت علبة التروس | التغيير السنوي | نتائج تحليل الزيت |
نظرة ثاقبة على الصيانة: لقد وجدنا أن المنشآت التي لديها جداول صيانة موثقة ومشغلين مدربين تحقق باستمرار ما يلي 20-30% عمر أطول للمعدات 20-30% و 40-60% عدد أقل من حالات الإغلاق غير المخطط لها مقارنةً بتلك التي تعمل بفلسفة “إصلاحها عند تعطلها”. فالاستثمار المسبق في الصيانة الوقائية يؤتي ثماره عدة مرات.
تستخدم كلتا العمليتين آلات بثق لدفع البلاستيك المنصهر عبر قالب، ولكن الاختلافات الرئيسية تكمن في تصميم القالب والمعدات النهائية. بثق الأنابيب تنتج مقاطع عرضية دائرية مجوفة عادةً باستخدام قوالب حلقية ذات مغازل داخلية وتحجيم من خلال التفريغ الخارجي أو الضغط الداخلي. بثق المظهر الجانبي تنتج مقاطع عرضية غير دائرية، وغالبًا ما تكون معقدة - بما في ذلك الأشكال غير المنتظمة ذات الغرف والقنوات المتعددة والقنوات وسماكات الجدران المتفاوتة - باستخدام قوالب مسطحة أو على شكل قوالب مع تحجيم معايرة الفراغ. يتطلب البثق الجانبي عمومًا تصميم قوالب أكثر تعقيدًا وأدوات معايرة أكثر تعقيدًا بسبب التعقيد الهندسي.
نعم، يمكن لآلة بثق واحدة إنتاج مقاطع جانبية مختلفة عن طريق تغيير القالب وأدوات المعايرة. وهذه ممارسة قياسية في معظم منشآت بثق المقاطع الجانبية. ومع ذلك، يتطلب كل تغيير في القالب فترة إعداد - عادةً ما تكون 1 إلى 4 ساعات اعتمادًا على مدى تعقيد المظهر الجانبي - لتركيب القالب وتثبيت درجة الحرارة وتحسين العملية. يكون الطارد نفسه والطارد والقاطع عالميين بشكل عام، في حين أن القالب وأدوات المعايرة خاصة بالملف الشخصي.
تختلف سرعة الإنتاج اختلافًا كبيرًا حسب حجم المظهر الجانبي والمواد وسُمك الجدار. وتشمل النطاقات النموذجية ما يلي:
غالبًا ما يكون الناتج بالكيلوغرام في الساعة مقياسًا أكثر أهمية من سرعة الخط، حيث إنه يأخذ في الحسبان وزن الملف الشخصي لكل متر.
يمكن أن يدوم قالب البثق المصنوع جيدًا والمصنوع من فولاذ الأدوات عالي الجودة (H13 أو ما يعادله) من 5 إلى 10 سنوات في الإنتاج المستمر مع الصيانة المناسبة. تشمل العوامل التي تقلل من عمر القالب معالجة المواد المملوءة بمادة كاشطة (الألياف الزجاجية والحشوات المعدنية)، والتشغيل في درجات حرارة عالية للغاية، والتنظيف غير الكافي. يمكن أن يؤدي التلميع والفحص المنتظم إلى إطالة عمر القالب بشكل كبير.
بالتأكيد. يمكن لخطوط بثق المقاطع الجانبية الحديثة معالجة المواد البلاستيكية المعاد تدويرها بفعالية، شريطة أن تكون الماكينة مجهزة بالترشيح المناسب للذوبان والقدرة على تفريغ الغازات وإعداد المادة الأولية بشكل صحيح (غسلها وتجفيفها وتكويرها). تسمح تقنية البثق المشترك للمصنعين باستخدام المواد المعاد تدويرها في قلب المظهر الجانبي مع الحفاظ على سطح بجودة عذراء - مما يحقق أهداف الاستدامة ومعايير جودة المنتج.
لا تفرض معظم الشركات المصنعة للقوالب حدًا أدنى لكمية القوالب المخصصة - يمكنك طلب قالب واحد لتصميم ملف تعريف جديد. ومع ذلك، فإن تكلفة القالب (عادةً $3,000 إلى $30,000+) يجب إطفاءها على حجم الإنتاج، لذلك قد لا تكون التشكيلات منخفضة الحجم جدًا مجدية اقتصاديًا إلا إذا كان سعر البيع لكل وحدة يدعم الاستثمار في الأدوات.
يُعد شراء ماكينة بثق المقاطع البلاستيكية أحد أهم الاستثمارات الرأسمالية التي يمكن أن تقوم بها الشركة المصنعة للبلاستيك. ستحدد الماكينة التي تختارها قدراتك الإنتاجية، وسقف جودة المنتج، وتكاليف التشغيل، والموقع التنافسي للعقد القادم أو أكثر.
إليك النقاط الأساسية المستخلصة من هذا الدليل:
يقدم مشهد بثق المقاطع الجانبية في عام 2026 خيارات أكثر وتقنيات أفضل وتكامل استدامة أقوى من أي وقت مضى. سواء كنت تنتج أنظمة النوافذ البلاستيكية، أو زخارف السيارات، أو الأنابيب الطبية، أو ألواح الخشب المصنوع من مادة WPC، فإن الماكينة المناسبة - التي يتم تحديدها بشكل صحيح وصيانتها جيدًا وتشغيلها بخبرة - ستحقق عوائد موثوقة لسنوات قادمة.
هل أنت مستعد لاتخاذ الخطوة التالية؟ اطلب عروض أسعار مفصلة من ثلاث شركات مصنعة مؤهلة على الأقل، وحدد متطلباتك الدقيقة من التشكيل الجانبي والمواد، ورتب لزيارات المصنع أو عروض الفيديو قبل اتخاذ قرارك النهائي. إذا كنت تستكشف الماكينات التي تدعم أيضًا معالجة البلاستيك المعاد تدويره, دليلنا النهائي لماكينات إعادة تدوير البلاستيك رؤى إضافية لمساعدتك في بناء خط إنتاج مستدام ومربح.


